汽車門外板門把手處外觀面缺陷預防措施
2022-02-28 08:24:04趙子海吉利汽車集團有限公司ME中心
鍛造與沖壓 2022年4期
前后門外板是汽車車身最關鍵的外觀覆蓋件,其外觀面質量直接影響客戶感觀,而門把手處的外觀面凹坑缺陷一直是困擾各主機廠、模具廠的難題,本文通過模具結構優化有效解決了門把手處拉延凹模研合困難問題,從而改善了該處的凹坑缺陷。
傳統汽車前后門外板門把手處常見產品結構及成形缺陷
傳統汽車前后門外板門把手處常見產品結構形狀如圖1 所示,因門把手處形狀一般都在拉延工序完成,為避免成形開裂,一般產品要求H
=2mm,H
≤20mm。

門外板門把手處拉延成形時的外觀面缺陷如圖2所示,油石檢查時存在凹坑缺陷。門把手深坑拐角處外凸曲面一般都會產生該缺陷,內凹曲面因油石無法打磨且內凹處的凹坑缺陷不明顯,所以內凹處一般不予關注。

汽車前后門外板門把手處缺陷原因分析及預防措施
1.2.1 分組及麻醉方法 將患者隨機分為常規保溫組(A組)44例和輸液加溫組(B組)43例。兩組患者全部采用靜吸復合全身麻醉,以芬太尼4 μg/kg,阿曲庫胺0.5 mg/kg,丙泊酚2 mg/kg行全身麻醉誘導插管。插管后以丙泊酚、異氟烷及阿曲庫胺維持麻醉。縫合切口時,停用麻醉藥。
十八大以來,從“八項規定”的貫徹落實狠剎不正之風,到以《廉潔自律準則》等為代表的一系列黨內法規的密集頒布實施逐漸固本培元,從“以治標為主,為治本贏得時間”到“推動全面從嚴治黨向縱深發展”,全面從嚴治黨根據黨內形勢與狀況的不斷演變發展而呈現出富有階段性、節奏性和科學性特征的治黨戰略。當前提出的“推動全面從嚴治黨向縱深發展”這一戰略要求,一方面承續著前期已取得的治黨成效,另一方面昭示著全面從嚴治黨開啟的新階段和面臨的新任務,對新時代條件下進一步加強黨的自身建設提出了新的要求,即要實現“縱深發展”應該做到“四個統一”的基本要求。
⑴門外板門把手處凹坑缺陷,主要原因是產品工藝性差造成的,該缺陷處前期SE(Synchronous Engineering)階段,在保證產品功能需求的前提下,H
深度盡量淺、拐角半徑盡量加大。
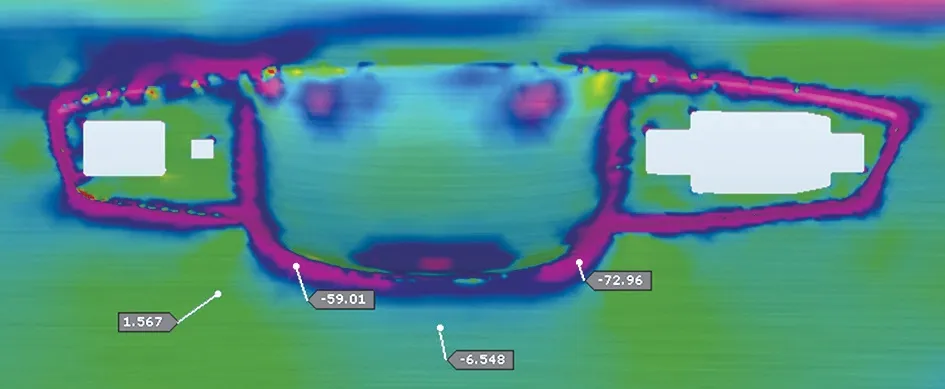
⑶外觀A 面處CAE 分析,拉延成形回彈后的次應力一般要求大于-50MPa 才能滿足面品質量要求,拐角處小于-50MPa 也易產生面品缺陷,如圖5 所示。
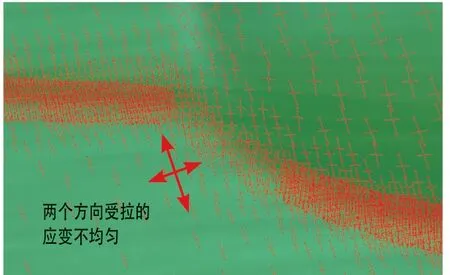
⑴門把手處凹坑面品缺陷主要是因為H
深度的拐角處拐角半徑太小,深度深,導致拉延成形過程中此處聚料,成形到底時該處應變方向雖然兩側都受拉,但兩側受拉的應變值相差較大,造成變形不均勻,如圖3 所示,從而形成面品凹坑缺陷。
今年的金樽獎有1325款酒參選,說實話在沒加入《葡萄酒》雜志之前,真沒想過評選的工作量會是如此巨大。團隊加班加點努力,才最終選送了286款葡萄酒進入終選,并由來自6個國家22位評審評選出5名金樽大獎、19名金獎、128名銀獎、113名銅獎。從數量上來看,今年送選的酒款里面確實優質葡萄酒比例多了不少,一方面說明進入葡萄酒市場的好酒越來越多;二來也說明了酒商們對金樽獎是越來越信賴,不拿出自己看家的好酒,實在難以跟別家PK一下。
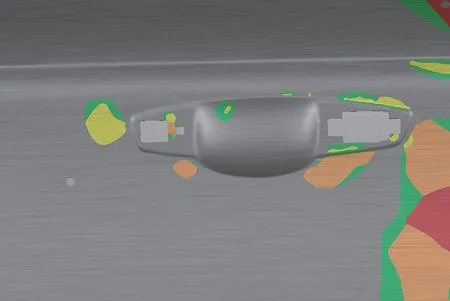
⑵拉延成形到底后,通過CAE 分析及油石面品檢查,拐角處面品缺陷如圖4 所示。
⑵加工階段,拉延模門把手周圈A 面處,上凹模做強壓0.1mm 處理,保證研合著色良好,以減輕產品面品缺陷,門把手處強壓區域要求如圖6 所示。
夏育之的內心不知受到了什么觸動,他轉過身摟住兒子的雙肩,把兒子的頭使勁按在自己的肩膀上,他咬著牙齒,閉著眼睛,好像要哭出來,但是夏天一把推開了他,他跌跌撞撞地摸索到葉曉曉身邊,乞求道:“曉曉,曉曉,你帶我走,帶我走,好不好?我不想呆在這里,我害怕呆在這里……”
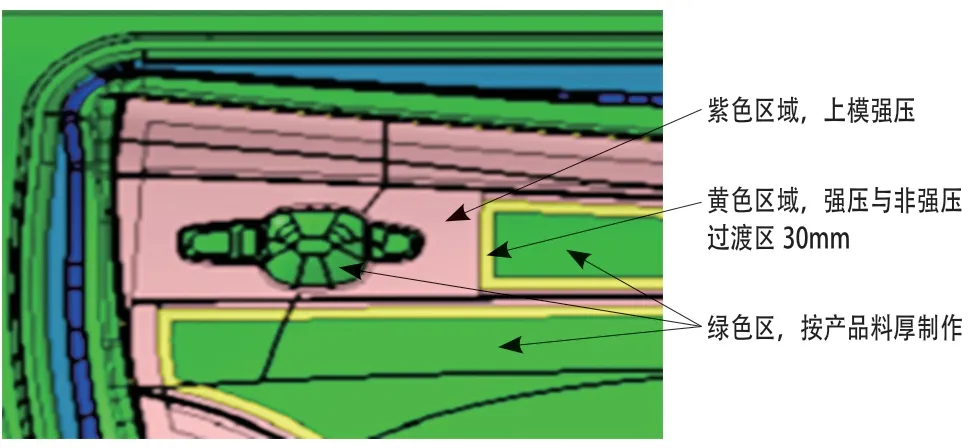
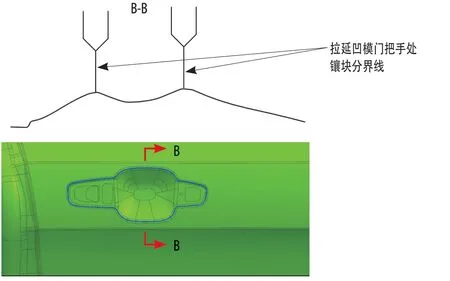
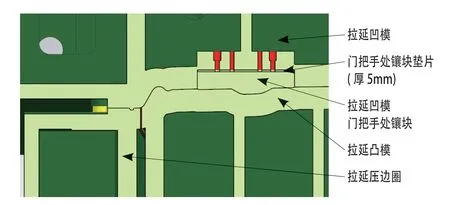
⑶拉延凹模研合拋光時,由于拉延凹模門把手處為凸起形狀,油石推到門把手周圈A 面強壓區時,受到凸起形狀影響,無法拋光。因此要對此處拉延模結構加以改進,拉延凹模對應門把手處,沿著門把手與A 面圓角處的理論交線進行鑲塊分割,鑲塊下加5mm 墊片,油石拋光拉延凹模門把手處周圈A 面強壓區域時,先把此鑲塊拆除,A 面強壓區研合完成后,再安裝此鑲塊。如果門把手處凸凹模有干涉導致A面處研合效果差,可把鑲塊下墊片厚度降低進而改善A 面處的強壓研合效果。拉延凹模對應門把手處鑲塊分割要求及結構如圖7 和圖8 所示。
結束語

