汽車沖壓件拉毛刮鋅的分析及處理
2022-02-28 08:24:02曾平川杜敏唐榮劉超洋楊運良一汽大眾汽車有限公司成都分公司
鍛造與沖壓 2022年4期
隨著汽車工業的飛速發展,汽車領域的競爭也越發激烈,各大汽車企業為了搶占市場,都在追求能快速高效生產出優質的產品來吸引消費者,而這一切的根基都源于沖壓單件的品質。沖壓模具的狀態穩定與否,不但影響到單件質量,也直接決定了整車的品質。因此,快速有效解決模具在工作中出現的問題、降低生產消耗、讓狀態穩定的模具高效投入生產是模修人員工作的核心目標。
拉延模具型面基體材質分析
汽車覆蓋件拉延模型面基體都采用GGG70L 球墨鑄鐵鑄造而成,球墨鑄鐵的特點是:石墨呈球狀,對基體的割裂作用減至最低限度,基體強度利用率可達70%~90%,因此球墨鑄鐵具有比灰口鑄鐵高得多的力學性能,抗拉強度可以和鋼媲美,塑性和韌性大大提高,通常抗拉強度為400 ~900MPa,伸長率為2%~18%,同時,仍保持灰口鑄鐵的某些優良性能,如良好的耐磨性和減振性,缺口敏感性小,切削加工性好等,其焊接性能和熱處理性能都優于灰口鑄鐵。但是相較鋼件、銅件,其組織疏松,存在大量的鑄造氣孔和細小砂眼,如圖1 所示,經常會在加工過程中發現夾渣。針對這種缺陷,現用的方式就是整體降銑(在原有基礎上降低加工高度再次整體銑削)或局部清除夾渣后焊接處理,而這種方式只能掩蓋較大的砂眼,并不能消除細小砂眼。
拉毛的形成與分析
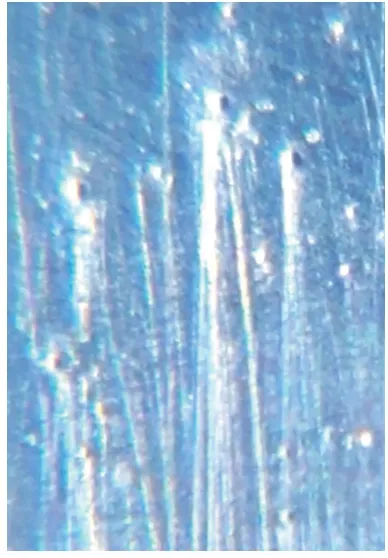
板料在拉延成形過程中,通過模具R 角向型腔內流動,在流動過程中,板材表面緊貼模具凸R 角,這時只要板料表面被異物、砂眼、粗糙表面劃傷,就稱之為拉毛。拉毛區域的鍍鋅層被破壞,防腐性能大大降低,直接降低汽車的防腐年限,同時也增加了生產用時和返修工時投入。板料表面狀態如圖2 所示。

沖壓件拉毛刮鋅主要是由模具引起的,具體原因主要有異物(打磨殘留砂礫、粒度較大灰塵)、基體砂眼、表面粗糙和基體硬度不足四個方面。
⑴異物。模具在上線生產前都會經過全面清擦,清擦后都會進行清潔度檢查,確保清潔后才能開具模具傳票告知此模具可進行生產,所以模具內部異物造成拉毛的情況并不多。用于生產的板料在落料過程中都會進行清洗,其表面的清潔度是經過檢驗的,雖偶有異物帶入,但概率較低也可以忽略。
①準備球頭沖子,要求硬度高于模具硬度即可,球面要求圓滑,表面粗糙度值達到Ra0.4μm,如圖11 所示;
隊主官是學員在校期間與朝夕相處的人,對學員的軍事訓練成績負直接責任,學員骨干是軍事基礎訓練的執行者。兩者的訓練安全意識、施訓方法直接決定了學員的訓練成績、訓練安全意識。首先,應定期組織學員隊主官、骨干進行科學施訓方法的學習,使他們掌握科學的施訓方法避免因盲目訓練而造成的訓練傷。其次,學員隊主官應關心愛護學員,與學員交心談心及時了解學員的身體、心理狀況,避免因身體、心理狀況不佳而導致的訓練傷。最后,要求每次組織軍事訓練,尤其是具有一定危險的軍事項目訓練時必須有一名主官坐陣現場。
⑵砂眼。模具表面存在的鑄造砂眼是無法完全消除的,當板料流過模具R 角時,由于強大的壓力使板料產生擠壓變薄,當模具砂眼達到一定直徑時,在擠壓力作用下,板料局部就會向砂眼內凸進,此時,砂眼口部的銳邊就會刮掉凸進砂眼內的多余板料,這樣就讓板料表面出現了傷痕,如圖3 所示,也會在砂眼內留下積屑瘤,如圖4 所示。當下一張板料再經過時積屑瘤就會對板料表面形成持續劃傷,在劃傷過程中,積屑瘤由于刮削堆積作用,會逐漸積累變大變厚,零件表面的拉毛痕跡就會越來越深,直至無法接受而停線處理。

⑶表面粗糙。當模具R 角處表面粗糙度值大于Ra0.4μm 時,如圖5 所示,在強大壓力作用下,兩側銳邊會對板料產生刮擦,并逐步發生碎屑堆積直至板料被嚴重劃傷到肉眼可見狀態而停線處理,如圖6所示。


⑷基體硬度不足。模具基體在無砂眼和表面粗糙度符合要求情況下本身是不會造成板料拉毛的,但是由于硬度不足,很容易被板料上附帶的小顆粒損傷,當損傷達到可刮傷板料的程度時,拉毛即隨之產生。
蓋地(2008)指出:增值稅作為企業上繳國家的最主要的稅種,在現行利潤表中了無痕跡,而以其為計稅依據計算附加稅卻在利潤表中列示,不具合理性,也不符合稅負轉嫁理論和商品價值論,現行的增值稅會計處理方法影響財務報表質量。[3]
拉毛處理方法及效果
基于PoS的共識機制還包括PPCoin[21]、Casper[22]、Snow-White[23]等。
脫水工序的配藥系統(絮凝劑制備系統)常因為進口脈沖水表故障而導致系統停運,嚴重影響生產的正常運行。本文通過闡述進口脈沖水表的工作原理,通過技改創新,將國產水表與電磁流相結合,解決了進口遠程脈沖水表的問題。
使用油石、砂紙、拋光輪等工具對模具型面進行拋光,使模具表面非常光滑,減小與板料之間的摩擦,從而降低拉毛的產生。但這種方式并不能解決砂眼拉毛的問題,最多只能讓拉毛的頻率有所下降。
采用表面淬火或表面涂層(如電鍍)等方式,如圖7 所示,可以有效提高模具表面硬度,大幅度降低模具表面被劃傷風險,增加模具表面的承受力。但是在進行表面淬火或涂層過程中經過高溫或化學腐蝕,模具基體的砂眼會再次放大,淬火時由于高溫將鑄件內部有機物燃燒掉,使砂眼孔口變得尖銳;而電鍍時由于尖端堆積作用,使原本已經磨鈍的砂眼孔口再次變銳,往往出現的情況是涂層或淬火回來的模具,拉毛情況會更加嚴重,要經過多批次的生產將砂眼孔口銳邊磨鈍后才會相應減低。

拉毛處理新工藝
⑴特點及用途。膠堵法就是采用高強度金屬粘接劑(暫用AB 膠)對砂眼進行填補,使砂眼的空腔填滿,銳邊被封閉,從而來消除砂眼位置的凹陷,避免板料擠壓凸進砂眼,這樣就從根本上消除了拉毛缺陷。其優點是操作簡便,效果顯著,缺點是油污清除不凈時易脫膠,主要適用于模具鑄造區域。
緊跟海鐵聯運的發展步伐,寧波海關通過增進與沿線海關合作,鼓勵“渝甬”“寧波舟山港-南昌”等多條海鐵聯運班列常態化雙向運行,打造內陸節點城市換裝中歐班列模式。“通過打造便利的通關環境,采用口岸直報及大通關等多種通關模式,讓這條邁向全球的開放大通道更高效便捷,讓內陸地區的外貿產品在國際市場上更具競爭力。”寧波海關相關負責人表示。
⑵工藝流程。
②用火焰烘烤需要粘接的區域,將滲入基體的油漬烤干,以確保粘接效果;
③勾兌粘接劑,如圖8 所示;

④將粘接劑附于砂紙背面,施加壓力在粘附區域來回按壓,確保粘接劑最大量進入砂眼內部,如圖9所示;
⑵工藝流程。

⑤等待粘接劑完全凝固后用600 目以上的砂紙對粘接表面進行流料方向拋光,模具R 角表面填補前后狀態如圖10 所示。

①清潔模具表面油污;
⑴特點及用途。凹陷法就是利用球頭沖子對較大的處于型面以外的砂眼進行輕微錘擊,使砂眼適當向下凹陷,避免砂眼銳邊與板料接觸來消除板料流動時產生的拉毛。其優點是操作簡便,無需添加材料,效果顯著,缺點是敲擊后會在模具上留下凹坑,走料后會形成走料線痕跡,主要適用于模具型面以外區域。
油箱表面增加0.64 m2的肋板,同時將油箱體積增加100 L、200 L(圖9),油液最終溫度為94.7 ℃,92.4 ℃。結果表明同時增加肋板和油箱體積也無法將油液溫度降低到80 ℃(圖10)。
我坐月子的時候,一天吃一只,把雞全吃了。媽每天幫我帶孩子,洗洗涮涮,從不讓我沾涼水。沒滿百天,她就說:“我知道你在家待不住,掛著油站。你去吧,去上班吧!”
運籌帷幄才能決勝千里。為有效應對洪災,云南電網公司高度重視,及時向相關部門和金沙江沿江重點防御單位傳達了省防汛抗旱指揮部的要求,并在11月5日、7日,召開專題會議,通報水情,研判形勢,對沿江重點防御單位的防范準備工作情況進行再部署、再檢查,要求按最壞的預測,做最充分的準備,確保各項工作安排落實到位,各類風險在控。重點強調了要圍繞群眾的安全轉移和安置來開展工作,對轉移地點、轉移路線、轉移方案、聯絡方式再檢驗、再落實
由此可見,在圖形與幾何的教學過程中,教師要避免生硬地把數學概念公式等特點機械灌輸給學生的教學做法,而應根據數學知識的特點以及數學操作的難易程度,讓學生們親自動手去試一試,如此教學,不僅可以激發學生的操作興趣,而且還可以降低學生理解數學知識的難度,加深學生印象,起到顯著的教學效果。

②找準砂眼中心位置,錘擊沖子使砂眼空洞周圍向下凹陷0.1mm 左右,如圖12 所示;

③利用1000 目以上砂紙對錘擊部位進行進料方向拋光,砂眼凹陷法修復前后模具表面狀態如圖13所示。

⑴特點及用途。錘擊法就是對模具R 角進行細密錘擊,使鑄件表面金相組織重新排列,消除鑄造時留下的砂眼空洞而達到消除砂眼拉毛的方法。其優點是操作簡便,無需添加材料,效果顯著,缺點是遇到鑄件夾渣時可能會整體脫落,不能保證原有R 角的尺寸,對錘擊精確度要求較高,否則容易在無關區域留下敲痕。主要適用于模具精加工之前,模具R 角需要加大的情況。
⑵工藝流程。
①準備合適的手錘(要求手錘工作面光滑無坑);
“丯”甲骨文作。于省吾《甲骨文字詁林》:“其構形中劃直,三邪劃作彎環之勢,象以木刻齒形。”[4]徐灝《段注箋》引戴侗說“丯即契也,又作 ,加刀,刀所以契也。又作契,大聲。古未有書先有契,契刻竹木以為識,丯象所刻之齒。”所以“丯”的字形當是象在木上契刻以記事,而與草無關。從“丯”取義的字也多與契刻有關,如:、 、害、砉。
②對需求區域進行細密錘擊,如圖14 所示;

③對錘擊后的區域進行精密機械加工或手工精密修整;


