基于非支配排序遺傳算法的細紗工藝參數優化
2022-02-21 01:18:18邵景峰石小敏
紡織學報 2022年1期
邵景峰, 石小敏
(西安工程大學 管理學院, 陜西 西安 710048)
在第七十五屆聯合國大會上,我國向世界做出承諾:力爭二氧化碳排放量在2030年前達到峰值,力爭2060年前實現碳中和[1]。這一目標的實現迫切需要各行各業加速推進綠色低碳發展。工業、制造業作為我國碳排放的主力軍,低碳發展迫在眉睫[2]。在高能耗、高排放的制造業中,紡織行業占有一定比重,其減少碳排放最直接有效的手段應該放在生產階段[3]。在紡織產品的生產制造過程中,細紗車間的能耗最高,細紗機作為細紗生產加工中的關鍵設備,其包含的牽伸、加捻及卷繞等裝置均是高耗能裝置,約占整個流程耗電的62%[4]。細紗機的運行狀態、上機工藝參數也直接影響著細紗成紗質量的波動,制約著后續紡織品的產品質量。為此,如何實現細紗生產工藝參數的優化,降低細紗生產加工過程中的能耗,減少碳排放量,同時控制生產工藝參數,提高產品成紗質量,對實現紡織行業綠色低碳發展具有重要意義。
近年來,紡織生產工藝參數優化、降低能源消耗、減少碳排放量,實現紡織工業“綠色紡織、低碳發展”,一直是國內外學者研究的熱點內容。Liu等[5]對混紡紗線的水足跡和碳足跡進行評估,從產品設計的源頭上進一步減少水的消耗和廢水的排放;Tsai[6]針對碳排放、能源回收、廢棄物再利用等環境問題,采用作業成本法和約束理論建立數學模型,實現了紡織工業綠色生產計劃與控制的目的;Ozturk等[7]通過研究羊毛織物生產設施中的能源效率應用來減少能源消耗和空氣排放;Sim等[8]對羊毛地毯和尼龍地毯的能源和碳排放進行了生命周期評估,減輕了能源消耗、碳排放對環境的影響;Diyaley等[9]基于教學的優化算法,確定了環錠紡紗過程中前后區變量和輸入變量的最優參數組合,從而生產出具有滿意質量特性的紗線。國內學者劉文珊等[10]建立了毛紗工業碳足跡的核算模型,通過核算6類毛紗產品的工業碳足跡值得出:紗線越細,紗線生產工藝越復雜,對應工業碳足跡值越大;王曉峰等[11]研究了紡織企業和品牌商構成的兩級供應鏈模型與加入回收商進行回收再利用的三級供應鏈2種模型下的節能減排策略;顧燕等[12]通過對紡紗錠速、捻系數等工藝參數進行正交試驗,從而確定最優工藝配置,為紡織行業生產高質量產品提供了依據;王青等[13]通過數學建模,得到主牽伸區中二皮輥和二羅拉橫向距離的最佳調整位置,為實際生產中并條機牽伸機構工藝調整提供了理論指導;吳震宇等[14]分析了捻接壓力、退捻時長以及紗頭重疊長度對捻成紗強力保持率的交互影響規律,根據構建的響應曲面模型得出了最優工藝參數組合,按優化后工藝參數進行配置生產出的紗線質量得到提高。
綜上所述,針對紡織行業節能降耗進行工藝參數優化,提高紡織產品質量,是實現紡織行業綠色低碳經濟長遠發展的必要前提。但現有文獻針對紡織生產過程中碳排放量、提升產品質量的設計研究基本上處于單一研究,考慮降低紗線生產加工過程中碳排放量并提高成紗質量的研究較少。為此,本文從細紗生產工藝流程出發,提取影響碳排放以及成紗質量的關鍵可控工藝參數,構建基于非支配排序遺傳算法NSGA-II(nondominated sorting genetic algorithm II)的工藝參數優化模型,以保證細紗成紗質量的同時降低細紗生產過程的碳排放量。
1 優化目標及參數確定
1.1 確定優化目標
細紗工序是紡織生產過程中的關鍵工序,紗線生產過程常常伴隨著紗線條干不勻、紗線斷頭、偶發性粗節、棉結、毛羽等成紗質量的問題,細紗成紗質量的好壞,直接決定著后續紡織品的生產質量,也影響著最終紡織產品的性能,細紗質量的提高對提高紡織品質量發揮著重要作用。細紗車間是紡紗廠用電最多的車間,在目前綠色制造大背景下,如何降低細紗工藝尤其是細紗機的能耗,一直是紡紗廠探討的重要課題[15],因此,以提高細紗生產過程中成紗質量、降低碳排放量為優化目標要進行多目標優化,即:
(1)
式中:Q表示綜合質量指標,由條干CV值、斷裂強度、細節、粗節、棉節及毛羽6個質量指標z1~z6轉化而成;Ce表示碳排放量,kg;e為各類能源;x1~x7分別表示錠子速度、后區牽伸倍數、捻系數、前羅拉速度、鋼領直徑、鉗口隔距以及前羅拉隔距參數。
1.2 關鍵指標確定
1.2.1 工藝參數
細紗工序的主要目的是牽伸、加捻及卷繞成型,其中牽伸、加捻和卷繞機構是反映細紗機運行狀態、影響細紗成紗質量的重要裝置。細紗機能耗的降低、碳排放的減少以及細紗成紗質量的提高,與細紗機牽伸、加捻及卷繞工藝密切相關。細紗機牽伸裝置與牽伸工藝參數的優化能夠提高細紗機的運轉效率,降低能耗的產生,能夠提高紗線的加捻效率,有效改善細紗條干均勻度、減少毛羽的產生[16],其涉及的工藝參數主要包括:后區牽伸倍數、前羅拉速度、鉗口隔距、前羅拉隔距。細紗機的加捻卷繞工藝的優化可降低生產過程中的斷頭率,提高成紗質量,其涉及的工藝參數主要包括:錠子速度、捻系數、鋼領直徑。
1)后區牽伸倍數的配置直接影響著細紗條干均勻度,后區牽伸倍數過小時,容易導致細紗牽伸不開,過大時,容易造成細紗的分布結構惡化。因此,合理配置后區牽伸倍數,增強其穩定性,能有效改善成紗質量的波動。
2)前羅拉速度過大,容易造成紗線過度牽伸,導致紗線斷頭率增加,前羅拉速度過小,容易造成紗線堆積,產生松紗。
3)鉗口隔距制約著牽伸時紗線的運動,其設置是否合理關系到細紗“硬頭”現象的產生,合理配置鉗口隔距的大小,能夠有效改善細紗“硬頭”。
4)前羅拉隔距的大小決定了浮游長度,從而影響膠圈對纖維的握持力,進而影響紗線條干均勻度和產品的外觀質量。
5)錠子是細紗機加捻卷繞過程中的重要組件。隨著錠子轉速的增大,加捻卷繞過程中的空氣阻力也隨之增大,細紗與鋼領、鋼絲圈之間的摩擦力增大,從而導致細紗機所消耗功率增大以及紗線毛羽增加。
6)在合理范圍內,增加細紗捻系數,細紗的捻度也增加,有利于將邊緣纖維加捻到紗條內部,外側的纖維能夠很好地被束縛,有利于提高細紗的斷裂強度、減少毛羽[17]。
7)鋼領是細紗加捻卷繞過程中的重要器材,常與鋼絲圈配合使用,選擇適當的鋼領能夠降低與鋼絲圈之間的滑動摩擦力,減少發熱從而降低細紗機能耗。
基于此,選擇錠子速度、后區牽伸倍數、捻系數、前羅拉速度、鋼領直徑、鉗口隔距、前羅拉隔距為關鍵工藝參數,探尋其與綜合質量指標Q與細紗碳排放量之間的關系。以比較典型的“7.29 tex”紗線為例,具體的工藝參數為:錠子速度13 423 r/min、后區牽伸倍數1.16、捻系數354、前羅拉速度154 r/min、鋼領直徑38 mm、鉗口隔距2.5 mm及前羅拉隔距18 mm。
1.2.2 細紗質量指標
衡量成紗質量的指標眾多,為提取影響細紗成紗質量的關鍵指標,以咸陽紡織集團有限公司為例,以紡紗車間生產統計管理系統中的紗線質量管理子系統為基礎[18],以細紗車間的典型品種JC7.29 tex為對象,以20 d 2個班(三班兩運轉)的質量數據為例,從構建的數據存儲系統中選取20組質量波動較大的紗線實際生產數據,包括單強CV值、百米質量偏差、條干CV值、粗節、細節、棉結、毛羽、單紗強力及紗線斷裂強度9個紗線質量波動指標,采用熵權法(其權重越大,所反映的數據離散程度就越大,在評價質量的過程中起到的作用也越大)對影響質量波動的相關指標進行分析,指標如表1所示。
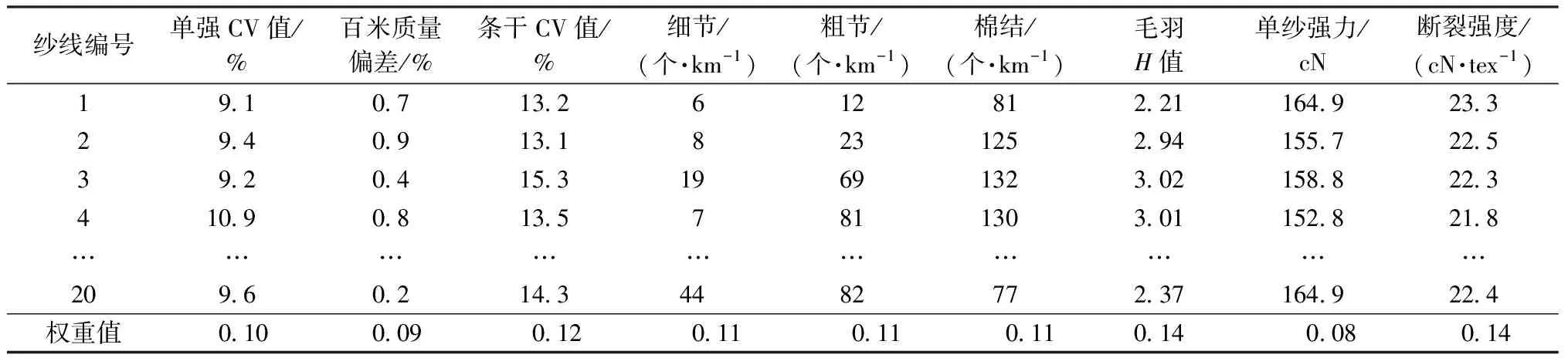
表1 JC7.29 tex質量指標Tab.1 JC7.29 tex quality indicators
由表1可知,在衡量成紗質量的指標中,條干CV值、斷裂強度、毛羽及粗節、細節、棉結對成紗質量影響較大。基于此,選取紗線斷裂強度、棉結、粗節、細節、條干CV值、毛羽作為評估細紗成紗質量的關鍵指標。
1.2.3 細紗碳排放量核算
根據紡織生產半成品、工藝參數指標、能源等輸入量與細紗生產加工處理過程以及輸出合格的細紗產品間的“輸入-處理-輸出”關系,建立如圖1所示的細紗工序碳排放計量模型。
對細紗生產工藝流程,定義In為細紗工序碳排放計量模型的輸入量(包括粗紗半制品、能源等),On為細紗工序質量輸出量,En為第n類能源的碳消耗量,fn為第n類能源消耗對應的碳排放系數。Ce為細紗工序生產過程中的碳排放量。在圖1的基礎上,建立式(2)所示的細紗工序生產過程碳排放函數。
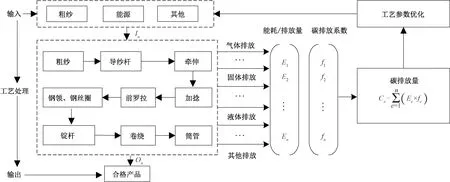
圖1 細紗工序碳排放計量模型Fig.1 Carbon emission metering model of spinning process
(2)
式中:Ce為細紗工序生產過程中的碳排放量,kg;Ee為生產過程中各項能源的碳消耗量,kg(以1 kg的CO2碳含量為標準計量);fe為各項能源消耗對應的碳排放系數。
2 多目標優化
2.1 多目標優化總體設計
基于NSGA-II的細紗工藝參數多目標優化,總體設計流程圖如圖2所示,步驟如下。
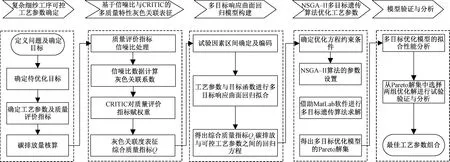
圖2 基于NSGA-II的細紗工藝參數多目標優化流程圖Fig.2 Multi-objective optimization flow chart of spinning process parameters based on NSGA-II
步驟一:細紗機工藝參數選取與關鍵質量指標確定。分析細紗機運行機制,選取待優化的工藝參數,分析采集數據,確定關鍵質量評價指標數據。
步驟二:基于信噪比的穩健性設計與CRITIC(criteria importance though intercrieria correlation)賦權的灰色關聯度分析。對關鍵質量評價指標數據進行穩健性處理,并用CRITIC對指標賦權重,再利用灰色關聯分析法確定綜合質量指標Q。
步驟三:多元非線性響應曲面回歸建模。確定模型的目標函數、約束條件,借助Design Expert軟件對變量進行訓練擬合,建立多目標二階響應曲面回歸模型。
步驟四:NSGA-II多目標遺傳算法優化。利用NSGA-II算法對多目標優化數學模型進行優化,得到Pareto最優解。
步驟五:模型驗證與分析。對所建立的多目標優化模型、NSGA-II算法尋優的Pareto解進行實驗驗證分析。
2.2 綜合質量指標的確定
2.2.1 基于信噪比的穩健性設計
為使關鍵質量評價指標趨于強穩健性,常用信噪比(signal-to-noise ratio,S/N)來對質量評價指標進行處理,通過信噪比處理過的質量評價指標不易受到干擾。信噪比分為望大特性、望小特性和望目特性3種,由于在一定范圍內,細紗質量指標條干CV值、細節、粗節、棉結及毛羽越小越好,因此選擇望小特性的信噪比公式(3)進行相應的轉換。
(3)
式中:aS/N為轉換后的條干CV值、細節、粗節、棉結及毛羽的信噪比值;n為每組試驗重復的次數;yi為第i次試驗的質量指標值。
細紗斷裂強度指標在一定范圍內越大越好,所以選擇望大特性的信噪比公式(4)進行相應的轉換。
(4)
式中:bS/N為轉換后的細紗斷裂強度指標的信噪比值;n為每組試驗重復的次數;yj為第j次試驗的細紗斷裂強度指標值。
試驗設計過程中涉及的指標數據多,需要對質量指標數據進行編碼處理,借助Design Expert軟件,獲取62組試驗數據,并根據式(3)、(4)對試驗數據信噪比處理,信噪比處理后的數據如表2所示。
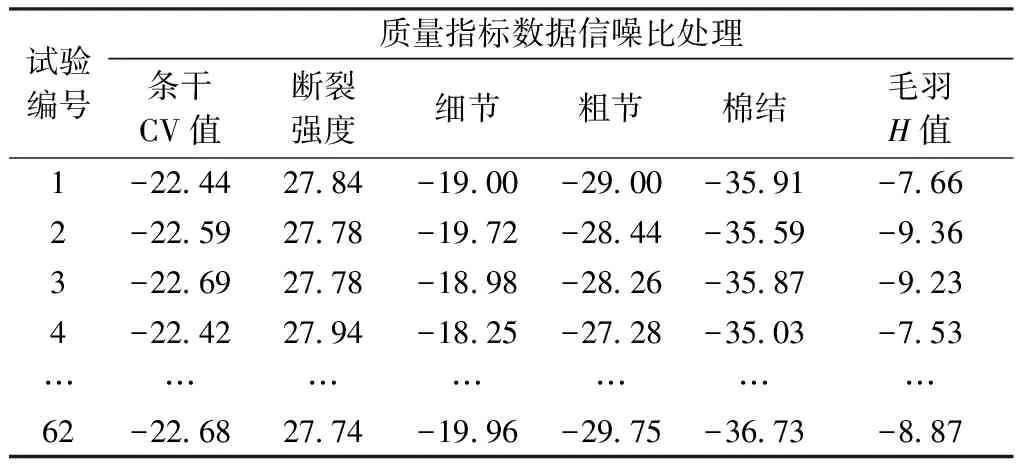
表2 細紗質量指標數據信噪比處理Tab.2 SNR processing of spinning quality index data
2.2.2 CRITIC賦權的灰色關聯度分析
灰色關聯分析是通過分析各因素之間的關聯程度,用一個綜合的、影響最大的因素表征多個因素的方法,能夠實現將復雜因素到單一因素的轉化,常被用于解決多目標優化問題以及工藝參數優化問題。
考慮到單一質量指標的優劣往往不能準確衡量細紗成紗質量的好壞,因此,借助灰色關聯分析理論,將紗線條干CV值、紗線斷裂強度、細節、粗節、棉結以及毛羽這7個質量指標轉化為綜合質量指標Q,以便于更客觀、準確地評價細紗成紗質量的性能。灰色關聯分析將多個指標轉化為綜合指標的過程中,往往是用平均值法為各指標進行權重分配,但在實際的細紗生產過程中,各質量指標之間的重要程度是不同的,因此并不能很好的凸現出各質量指標之間的相對重要程度。因此,為消除各質量指標權重的主觀性,準確反映其重要性,借助CRITIC法在目標賦權方面的優勢,對各質量指標進行綜合賦權。
2.2.2.1數據歸一化處理 為消除各質量評價指標之間的差異,需要對信噪比數據進行歸一化處理,選用歸一化公式(5)計算:
(5)
式中:yij為試驗數據信噪比轉化處理結果中的第i行第j列的數值;yijmin為表2中質量指標的最小信噪比;yijmax為表2中質量指標的最大信噪比;xij為yij規范化處理后的值。
2.2.2.2確定灰色關聯系數 灰色關聯系數是信噪比數據規范化處理后的數據與參考序列的關系,采用式(6)計算灰色關聯系數。
(6)

2.2.2.3CRITIC賦權重 CRITIC法作為一種客觀賦權法,能夠避免平均值賦權重而導致綜合質量指標的主觀性,以對比強度和指標間沖突性來衡量所反映的信息量的大小,其中對比強度用標準差的形式表現,指標間沖突性用相關系數來表示。基于歸一化處理后的數據,根據式(7)、(8)分別對質量指標進行信息量處理及客觀權重賦值。
(7)
(8)
式中:Cj為各質量指標之間的信息量;Sj為第j個指標的標準差;P為質量指標的個數;rij為各質量指標之間的相關系數;Wj為各質量指標的權重。細紗質量指標的權重結果如表3所示。
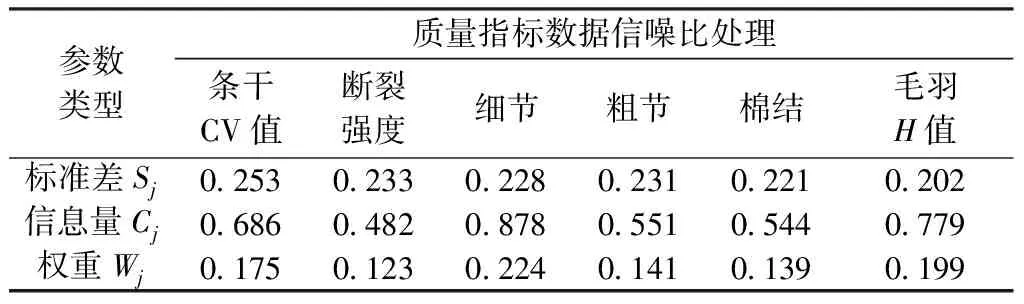
表3 細紗質量指標的權重Tab.3 Weight of spinning quality index
2.2.2.4綜合質量指標表征 用灰色關聯度γj來表征綜合質量指標Q,用式(9)計算灰色關聯度,其結果如表4所示。
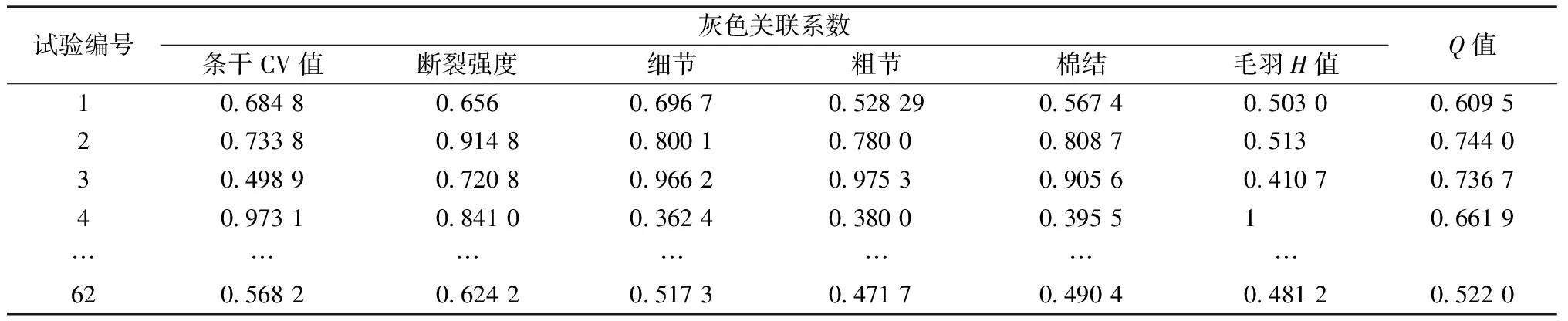
表4 灰色關聯度Tab.4 Grey correlation
(9)
式中,γj為綜合質量指標值。
2.3 多目標優化模型的建立
2.3.1 試驗因素及約束區間確定
響應曲面的試驗因素為:錠子速度x1、后區牽伸倍數x2、細紗捻系數x3、前羅拉速度x4、鋼領直徑x5、鉗口隔距x6、前羅拉隔距x7。根據所選工藝參數樣本數據,確定待優化工藝參數的取值范圍,進而確定綜合質量指標和碳排放量多目標優化模型數學表達式如下:
(10)
2.3.2 響應曲面法試驗設計
響應曲面法是通過試驗設計的空間點,用數學多項式方程來擬合響應變量與輸入參數之間的關系,因其能直觀的分析出響應變量與輸入參數間的函數關系常被用于求解多目標優化問題。二階響應曲面模型如式(11)所示。其中:xi為輸入參數;y為響應變量;β0、βi、βij、βii為二次回歸系數;ε為誤差項。
(11)
試驗因素量綱不同會對試驗結果的準確性造成影響,因此需要對試驗因素進行水平編碼以消除影響,根據公式(10)中試驗因素的區間范圍,經過變換操作后,結果如表5所示。
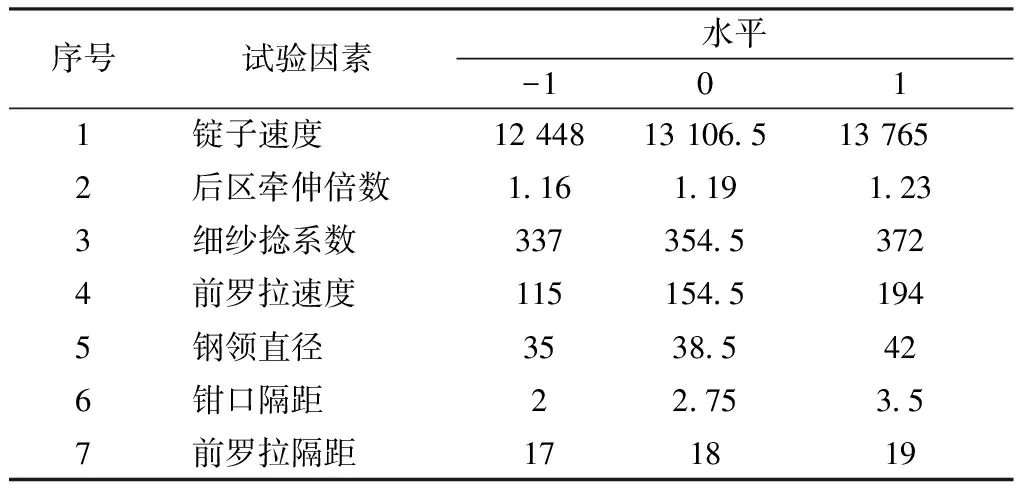
表5 試驗因素水平編碼變換Tab.5 Experimental factor level coding transformation
借助響應曲面常用分析方法Box-Behnken Design設計方法,對試驗因素進行水平編碼處理,從而獲取62組試驗數據進行分析,進而構建7因素3水平的響應曲面回歸模型,通過模型訓練可分別建立細紗工藝參數與綜合質量指標、碳排放量之間的非線性關系,部分試驗方案及結果如表6所示。
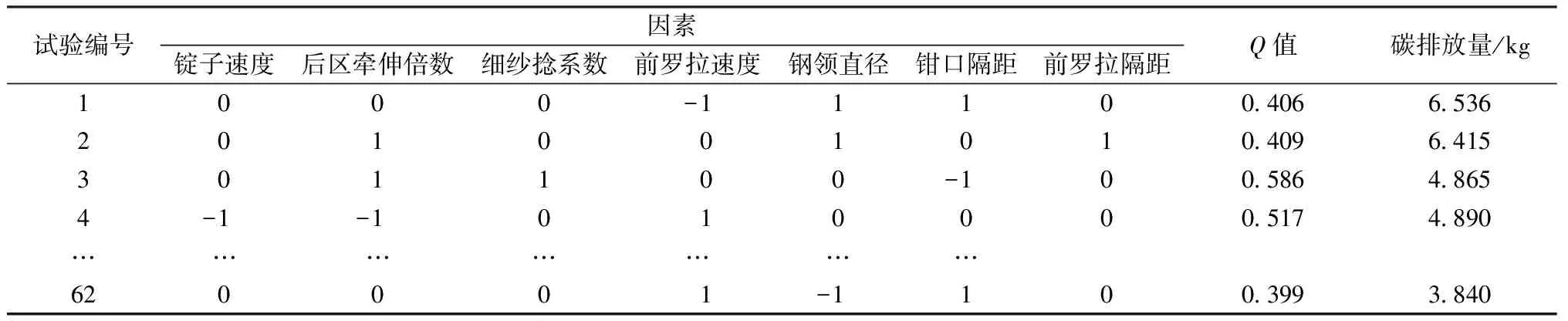
表6 部分試驗方案及結果Tab.6 Partial test scheme and results
2.3.3 多目標優化響應曲面模型擬合
選用精度較高的Box-Behnken Design設計方法對綜合質量指標Q、碳排放Ce與細紗機的工藝參數(錠子速度x1、后區牽伸倍數x2、捻系數x3、前羅拉速度x4、鋼領直徑x5、鉗口隔距x6、前羅拉隔距x7)之間進行二次多項式擬合,可分別得到所構建的二階響應曲面回歸方程f1(x)、f2(x)表達式為:
f1(x)=-37.329 7-0.001 7x1+42.960 3x2-0.079x3+0.036 4x4+0.293 6x5-0.247 2x6+
0.133 3x7-0.000 4x1x2-0.054 1x2x3-0.010 6x2x4+0.044 6x2x5+0.511 3x2x6-
0.178 63x2x7-0.000 2x3x5-0.000 5x3x6+0.001 3x4x6-0.000 5x4x7-0.007 3x5x6-

(12)
f2(x)=447.653 3-0.024 1x1-122.983 3x2-1.022 3x3-0.255 3x4+0.184 2x5+10.337 7x6-
4.796 1x7-0.003 3x1x2-0.000 2x1x5-0.000 3x1x6-0.000 2x1x7-0.116 5x2x3-0.050 1x2x4-
2.248 4x2x5-4.460 6x2x6-0.987 7x2x7+0.000 5x3x4+0.003 1x3x5-0.011 4x3x6+0.003x3x7+
(13)
2.4 多目標優化模型尋優
在以往的紡織工藝優化過程中,廣泛采用以提升成紗質量或是以減少碳排放量為優化目標的單目標優化方式,亦或是將多目標轉化為單目標來達到提高成紗質量和減少碳排放量的目的,而帶精英策略的快速非支配排序遺傳算法不需要將多目標轉化為單目標問題[19],為此,通過帶精英策略的快速非支配排序遺傳算法來實現細紗工藝參數多目標優化。基于NSGA-II算法的細紗工藝參數設計屬于多目標優化問題,各目標之間相互影響、存在矛盾,即在2個目標函數上并非同時存在最優解,其解應為非支配解或者Pareto最優解。
在工藝參數的取值范圍內,運用MatLab軟件中的gamultiobj函數對待優化的目標函數f1(x)、f2(x)進行求解,其中參數設置為:最大迭代次數200,種群大小100,最優前端個體系數0.3,適應度函數偏差1e-100。對優化模型求解后得到綜合質量指標與碳排放量所對應的60組Pareto解集如圖3所示。
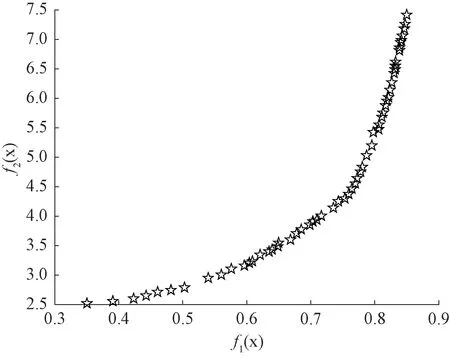
圖3 Pareto最優解集Fig.3 Pareto optimal solution set
由圖3可知,隨著綜合質量指標與工藝參數之間的目標函數f1(x)增加,f2(x)所對應的碳排放量與工藝參數之間的目標函數也隨之增加。在Pareto解集中,最右端綜合質量指標值大,碳排放量也高;最左端綜合質量指標值小,碳排放量也小,可見,碳排放量的降低是以質量指標降低為代價的,而位于中間區域的解屬于Pareto最優解,滿足了相對小的碳排放量和相對高的綜合質量指標2個優化目標,因此,該區域的目標函數折中解可作為工藝參數優化組合。
3 試驗驗證與分析
3.1 多目標優化模型的擬合性能分析
基于2.3節,借助Design Expert軟件對細紗工藝參數與綜合質量指標、碳排放進行擬合,得到如圖4所示的擬合效果殘差概率分布圖。可知,建立的多目標優化模型所對應的數據殘差概率分布均趨于一條直線兩側,說明建立的多目標優化模型具有良好的擬合性能。
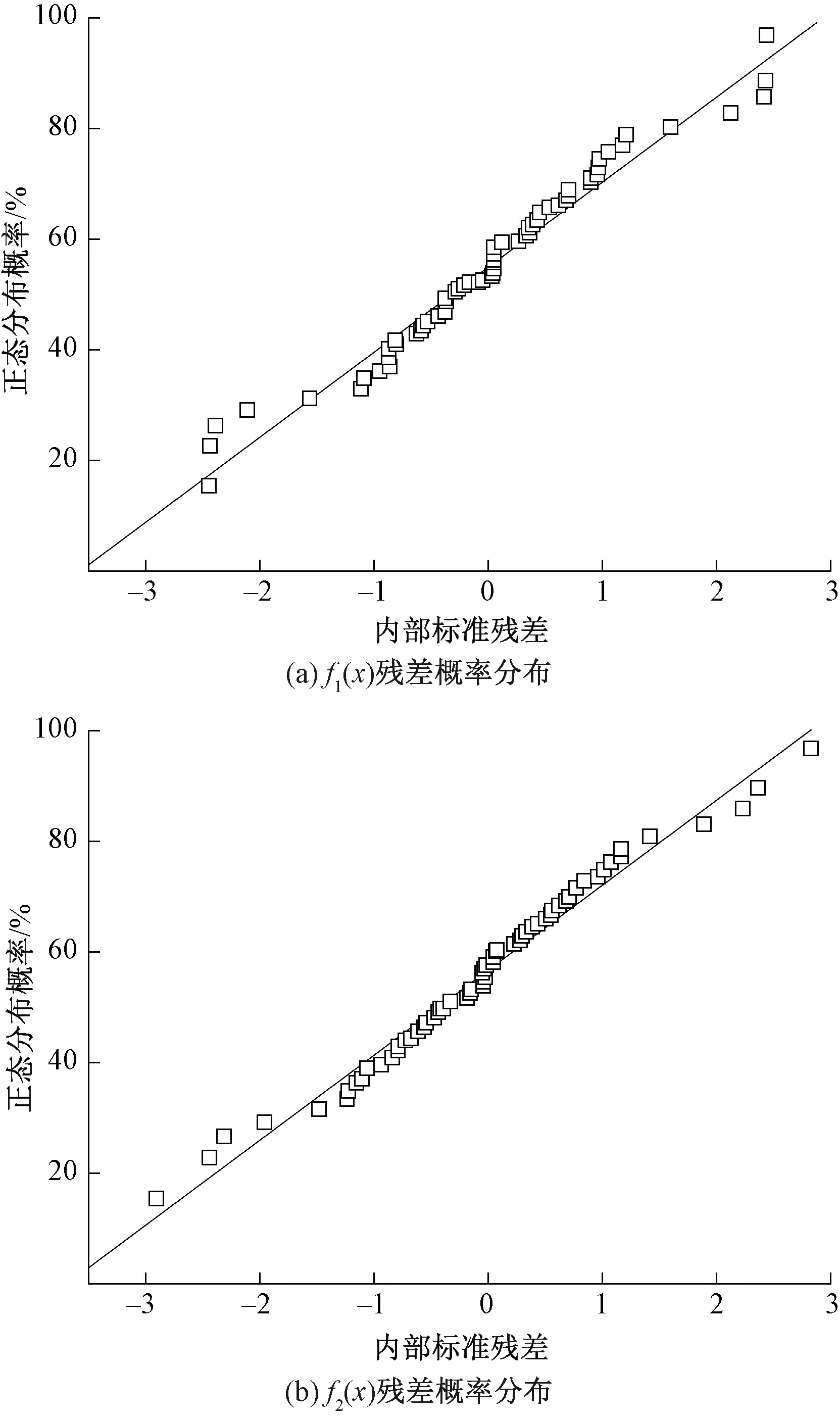
圖4 模型擬合性能分析Fig.4 Model fitting performance analysis. (a) Residual probability distribution of f1(x);(b) Residual probability distribution of f2(x)
為進一步驗證回歸方程f1(x)、f2(x)的顯著性,使用方差分析檢驗回歸模型能否顯著反映工藝參數與目標函數之間關系,模型的方差分析如表7所示。

表7 回歸方程顯著性分析Tab.7 Significance analysis of regression equation
由表7可知,2個模型的F檢驗值分別為15.56和52.89,且對應的顯著性水平P值均小于0.000 1,表明回歸模型的擬合效果顯著。其次,2個模型的決定系數R2分別為0.954 4和0.986 1,其值非常接近1,進一步表明該回歸模型具有良好的擬合優度,能用該回歸方程表示工藝參數與優化目標之間的規律。
3.2 多目標優化結果分析及驗證
NSGA-II算法優化后得到60組Pareto最優解,從解集中選取2組優化解來驗證優化模型的有效性。基于咸陽某紡織企業試驗平臺,以紡織JC7.29 tex細紗工藝為例,結合表8中多目標優化后得到的FA507細紗機加工工藝參數,與企業現有的傳統工藝參數進行對比分析,評價指標優化前后對比值如表9所示。

表8 工藝參數優化結果Tab.8 Optimization results of process parameters
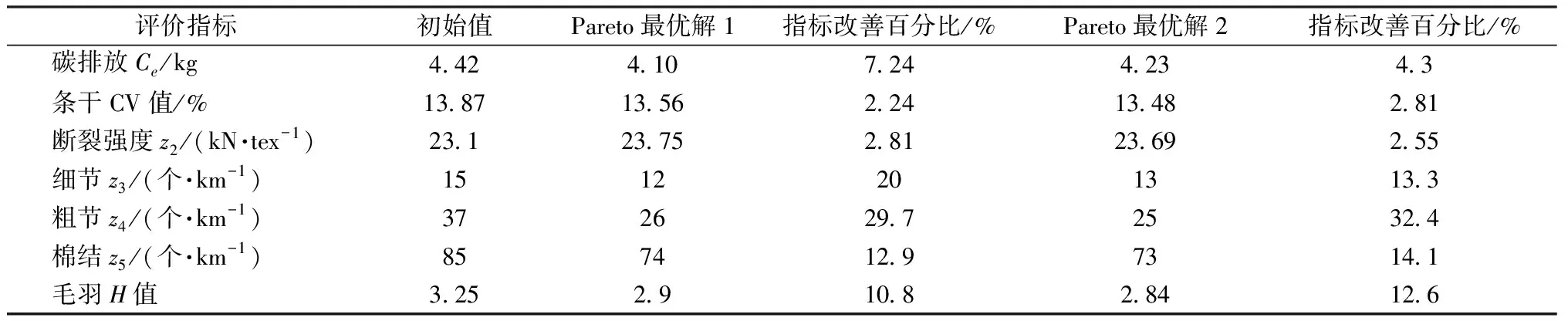
表9 評價指標優化前后對比值Tab.9 Ratio of evaluation indexes before and after optimization
結合表8、9可知,通過試驗對比分析可知,基于NSGA-II的細紗工藝參數多目標優化優選出的2組優化解所生產出的各項評價指標值較初始值均得到提高。對于碳排放量指標,在優化后的工藝下,優化解分別改善7.24%和4.3%;對于質量評價指標,細紗平均條干均勻度、斷裂強度、毛羽等質量評價指標均得到改善,所生產出的細紗結構均勻,不易產生毛羽、斷頭,具有良好的外觀質量。
4 結 論
基于NSGA-II的細紗工藝參數多目標優化方法,考慮了細紗生產加工過程中的成紗質量及碳排放問題,利用CRITIC賦權的灰色關聯分析方法將影響細紗質量的各因素轉化為綜合質量指標,并構建了多目標響應曲面優化模型,采用NSGA-II算法對模型求解得到最優解并對其試驗驗證,結果表明當工藝參數為:錠子速度12 822 r/min、后區牽伸倍數1.17、捻系數366、前羅拉速度194 r/min、鋼領直徑35 mm、鉗口隔距3.5 mm、前羅拉隔距17 mm時,細紗生產過程中的碳排放量及各項質量評價指標值較初始值均得到改善,生產出的細紗品質得到提升。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
汽車觀察(2016年3期)2016-02-28 13:16:26
