鍍鋅板機器人焊接缺陷控制方法研究
2022-02-21 03:04:52尚保玉吳香清
汽車實用技術 2022年2期
于 前,尚保玉,吳香清
鍍鋅板機器人焊接缺陷控制方法研究
于 前,尚保玉,吳香清
(中聯重科股份有限公司,湖南 長沙 410013)
為了減少焊接缺陷以及不合格品返修的次數,從而降低生產成本,文章研究了薄板鍍鋅板焊接工藝的優化方法,分析了鍍鋅板機器人焊接中焊縫燒穿、咬邊、氣孔、弧坑等變形缺陷產生原因,提出了優化焊接程序、零件組合間隙、熔滴過渡方式、焊接姿態、船型位置焊接、焊接速度及選用后傾焊接方法、反變形等預防措施,結果顯示焊接缺陷得到有效控制,焊縫一次合格率達到95%以上,大幅降低了返修成本,具有重大意義。
機器人焊接;焊接缺陷;鍍鋅板
前言
隨著21世紀汽車工業的蓬勃發展,能源日益匱乏,輕量化以減少汽車油耗成為趨勢。薄板在汽車零部件上應用得越來越多,而普通薄板抗腐蝕性差,增加了汽車養護成本,還縮短了汽車使用壽命。鍍鋅鋼板以其良好的經濟性和耐腐蝕性被普及推廣到汽車結構件應用中,尤其是須防腐的零件[1],例如在汽車前橋、后橋、發動機罩、車輪罩、門板件、頂蓋、側圍等零部件中應用越來越廣,鍍鋅板在整車金屬件中占比已達到70%以上。由于材料自身板薄及其鍍鋅的特性,生產中容易產生焊縫熔深不達標(燒穿或熔深淺)、咬邊、氣孔、弧坑、變形等焊接缺陷,造成批量生產過程中大量的返修或報廢浪費。而產線也需要經常調試機器人焊接程序預防缺陷產生,工件焊縫燒穿至與工裝夾具連接時也將耗費大量時間進行工裝修復,導致停線,嚴重影響生產效率,因此結合生產實際,研究鍍鋅板機器人焊接缺陷控制的方法,減少焊接缺陷產生,具有重大意義。
本文主要以0.5 mm~4 mm板厚的鍍鋅板為研究對象,研究汽車零部件中常用的角接和搭接形式焊接接頭(如圖1所示)的焊接缺陷產生原因及預防辦法。
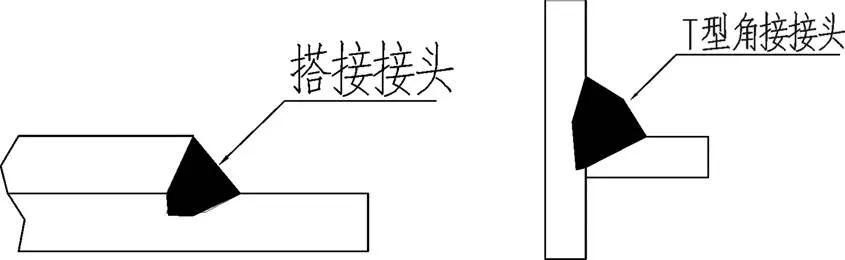
圖1 常見接頭形式
1 鍍鋅板機器人焊接缺陷產生機理
在薄板鍍鋅板自動焊接過程中,常見焊接缺陷有熔深不達標(燒穿或熔深淺)、咬邊、氣孔、弧坑、變形等。燒穿是指焊縫成型過程中未熔化的金屬,未能抵抗住所受到的熔池焊液重力、電弧吹力及液體表面張力的綜合應力作用,熔化金屬從焊接背面流出,形成穿孔的缺陷。熔深淺是指實際熔深沒有達到公稱熔深(設計要求熔深)的現象。沿焊趾或焊根產生溝槽,凹陷深度超過0.5 mm的稱為焊接咬邊。熔池凝固時氣體來不及逸出,殘留在焊縫中形成氣孔。弧坑是指弧焊時,由于斷弧或收弧不當,在焊道末端形成的低洼部分。
2 鍍鋅板機器人焊接質量缺陷產生原因分析
2.1 燒穿或熔深過淺產生原因
焊接熔池成型受力較為復雜,主要受重力,電弧壓力和液體表面張力的綜合影響,每種力相對不同的焊接接頭結構,所起作用不同。搭接接頭結構,電弧作用力和熔池金屬重力是促使焊縫往下板熔透的力,嚴重時導致下板燒穿,而表面張力是阻止熔池下塌或燒穿的力,見圖2(a)所示。下板未熔化金屬承載焊液下榻的重力及焊接電弧壓力,因此下板金屬越薄,抵抗能力越弱,越容易產生燒穿。電弧作用力并非垂直于下板,平行穿透下板方向分力越大,越容易產生燒穿。重力垂直于下板,重力越大越容易造成燒穿。
搭接接頭結構,立板和下板因燒穿方向不同,各種外力對燒穿所起作用有所不同。對于立板方向燒穿,電弧作用力(垂直于立板的分力)是導致熔池燒穿的力,表面張力是阻止熔池燒穿的力,重力對立板燒穿無影響,見圖2(b)所示。對于下板方向燒穿,電弧作用力(垂直向下的分力)和熔池金屬重力是導致熔池燒穿的力,表面張力是阻止熔池下塌或燒穿的力。
焊接接頭需熔透方向所承受的焊接綜合應力過小,造成了熔池在未熔化金屬的熔合深度過小,無法滿足設計要求,因此各種外力對熔深過淺所起的作用與燒穿相反。
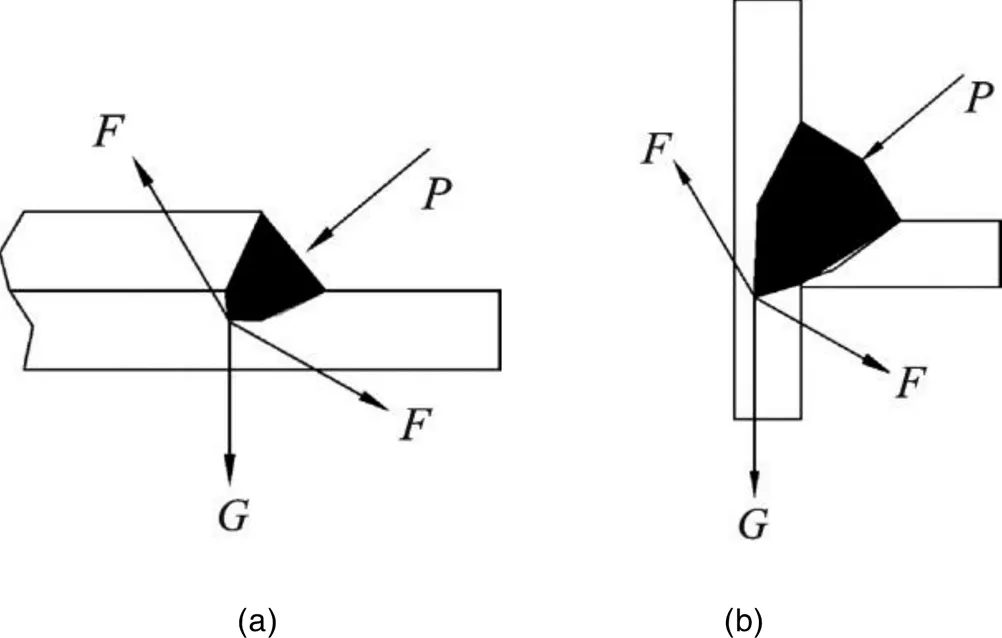
圖2 各接頭形式熔池受力狀態
2.2 咬邊產生原因
薄板焊接咬邊主要出現在平角焊縫中,汽車零件焊縫具有焊縫尺寸小、長度短、數量多等特點,為不降低生產效率,平角焊縫常采用平焊位置焊接角焊縫,這樣焊縫由于焊液自身重力作用,上端焊趾位置由于焊液填充不夠或不及時,容易產生溝槽,形成咬邊。搭接接頭及角接接頭,在焊接電流、焊接速度、電壓匹配不當以及焊接角度、運條不當、電弧過長的情況下,焊接咬邊產生可能性增大。
2.3 氣孔產生原因
未及時清理噴嘴及導電嘴座,造成堵塞,導致保護氣體流量降低,保護效果不好,常容易產生氣孔。導電嘴座出氣孔分布不均勻或保護氣流向紊亂也會產生氣孔。焊接母材及焊材潮濕,空氣濕度大,焊前未烘干處理容易產生氣孔。由于鋅的沸點(906 ℃)遠低于鋼的熔點(約1 500 ℃),而通常電弧溫度遠高于鋅的沸點[2],因此鍍鋅板在焊接過程中,鋅粉蒸發而未及時排出是產生氣孔的重要原因。
2.4 弧坑產生原因
薄板焊接時速度快,在收弧位置停留時間短,熔化的焊道位置未填充滿,焊槍便停止送絲,導致焊道末端焊液冷卻收縮后,形成凹坑。
2.5 變形產生原因
在焊接過程中,焊接熱輸入造成工件不均勻、不穩定的溫度場,同時由于板材受到夾具的約束作用,近焊縫區產生拉應力,而在遠離焊縫的區域內產生殘余壓應力。當焊縫的縱向收縮產生的壓應力達到臨界失穩應力時,將發生失穩變形[3-4]。閆俊霞等人[5]結合實際試驗對薄板焊接失穩變形的原因進行了較為細致的分析,研究表明薄板焊接變形的主要影響因素有:焊接構件的尺寸、熱輸入和夾具的約束等。
3 薄板鍍鋅板機器人焊接質量缺陷控制措施
3.1 燒穿及熔深淺預防控制方法
3.1.1 優化機器人焊接程序
在機器人軌跡調試時將焊絲指向略偏上板0.5 mm~1 mm(搭接接頭,如圖3所示)或將焊絲指向偏離立板0.5 mm~1 mm(T型角接接頭,如圖4所示),相當于增厚未融合金屬板厚,增強焊道抵抗力,可減少燒穿。將焊槍與水平方向夾角A調整至35°~40°(如圖3所示),可減小電弧穿透方向的分力,從而減少燒穿。
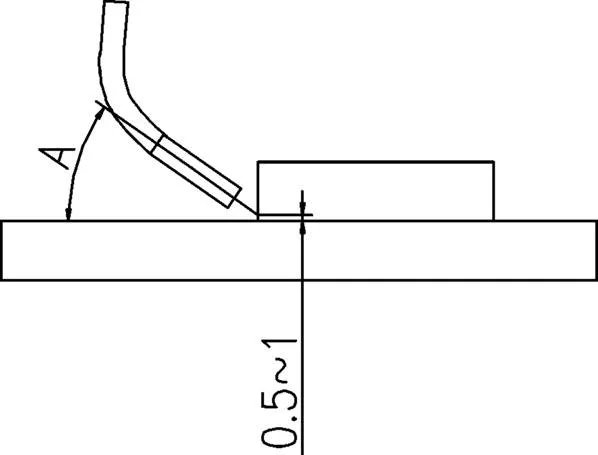
圖3 搭接接頭
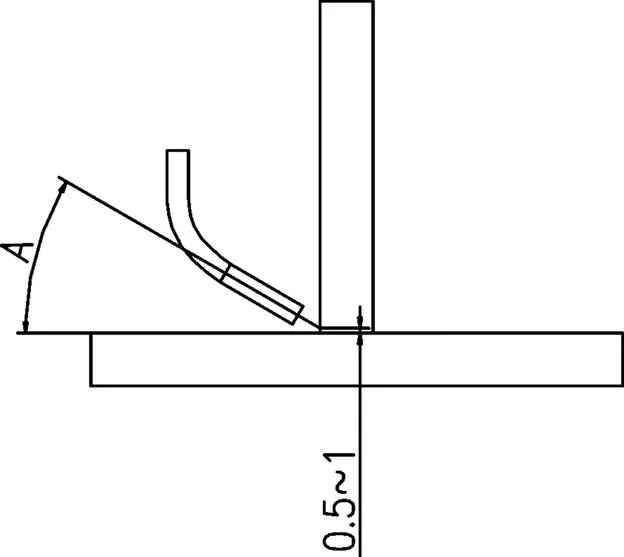
圖4 角接接頭
3.1.2 優化零件組合間隙
由企業所做出來的造價調控,只有在經過了高層管理人員的仔細檢查之后才能進行執行。在一開始的決定的過程中,就應該強調調控和日常的管理,在選定決策時,企業應該對該工程有一個非常全面的認識,讓所選擇出來的決策與項目相適合,因為這樣才可以確保決策能夠得以落實。當決策選擇出來后,應該保證這個決策是非常準確的,要反復的去審查估算結果,并且檢查和驗證估算,要確保所設定出來的預算是有效的,這樣才能選出最佳的方案來進行后期的投資。不管是在設計還是在施工的過程中,工程造價管理都應該有一個非常可靠的依據,只有這樣才能協助施工的企業,讓施工可以順利的進行下去。
控制零件精度和裝夾后零件間隙<1 mm,預防焊接過程中熱收縮引起橫向位移而引起的熔池前方接縫間隙過大,可減少焊接燒穿。
3.1.3 預處理
生產中由于各種原因,零件組對間隙無法消除,存在1 mm~3 mm的大間隙,這類角焊縫可在焊接整條焊縫之前用小參數焊接一段短的焊縫。預先連接兩個零件以及填充一部分間隙,避免在正式焊接時直接熔穿間隙,減少燒穿可能性。若間隙在焊縫起始位置且間隙長度<30 mm,也可采用小參數在間隙前方30 mm處起弧,回拉至焊縫起始位置,再持續往焊縫尾部焊接,實現連續焊接,減少燒穿。
3.1.4 選用合適的熔滴過渡方式
優化熔滴過渡方式,減少焊穿。以短路過渡為熔滴過渡方式的CO2焊,Fronius 公司在推拉送絲焊接技術基礎上研發的Cold metal transfer(冷金屬過渡)技術和林肯公司的Surface tension transfer(表面張力過渡)技術[6]具有低熱輸入、低熔深和高熱穩定性的特點,因此針對容易燒穿的焊縫結構,可選用上述熔滴過渡方式焊接,具有良好的焊接效果。
3.1.5 熔深保證方法
3.2 咬邊預防控制方法
盡可能利用變位機確保焊縫在船型位置焊接。若不能在船型位置焊接,則機器人調試時焊絲指向可偏向易咬邊方向0.5 mm~1 mm,將焊槍與水平方向夾角A調至25°~40°。
3.3 氣孔預防控制方法
3.3.1 焊槍清理
焊前確保保護氣流量,焊槍噴嘴,導電嘴座導氣孔狀態正常,焊接程序中設置定期清槍程序。
3.3.2 穩定焊接姿態
調試時選擇合適的干伸長(15 mm~20 mm),確定起弧焊絲干伸長度后,確保整條焊縫焊接過程中干伸長變化量<1 mm。同樣確定合適的焊接角度后,焊接過程中保持焊接角度不變。
3.3.3 選用后傾焊接方法
另外,采用后傾(5°~10°)焊接,利用電弧指向熔池前方預熱鍍鋅層,有利于鋅粉的揮發,可有效減少鋅蒸氣進入熔池。
3.3.4 提高CO2含量
適當提升20%CO2+ 80%Ar保護氣中CO2的比例,提高電弧穩定性[7],增強保護效果,穩定焊縫熔池;利用CO2在電弧的高溫作用下分解反應生成的氧化性氣體將鋅蒸氣氧化,形成浮渣,減少鋅氣孔來源,對氣孔有抑制作用。
3.3.5 優化焊接速度
選用合適的焊接速度,既能保證熔池凝固時氣泡能充分上浮排出,又能預防熔池凝固時間過長導致氣孔產生。
3.4 弧坑預防控制方法
薄板弧坑缺陷對焊接參數非常敏感,必須嚴格控制。焊接程序調試時,可將焊接軌跡距離在收弧點(3)前50 mm和20 mm的位置各插入一個軌跡點1和2(如圖5所示),將1到2軌跡速度調整為正常焊接軌跡速度的70%,再將2到3的速度調整為正常焊接軌跡速度的50%,同時將收弧電流降至焊接電流的60%,收弧停留時間設置為0.3 s~0.5 s,這樣既可避免燒穿,又可將弧坑凹陷深度降至最小。
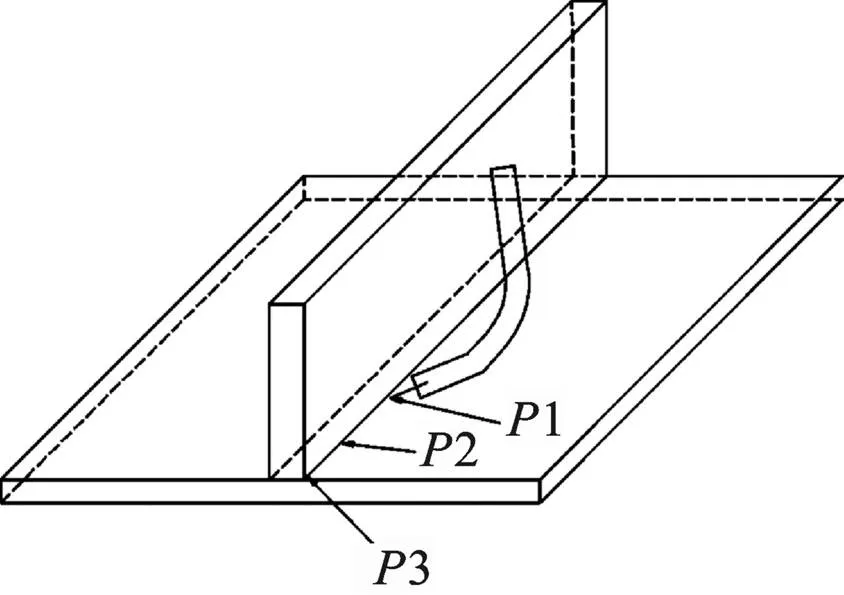
圖5 各接頭形式熔池受力狀態
3.5 變形預防控制方法
對零件來料進行控制,禁止變形>1 mm零件流入焊接崗位。焊前將工裝調整到位,不宜過緊,也不宜過松,應確保工件放入焊接工裝后在未壓緊狀態下,零件與工裝定位銷,定位塊,壓緊塊之間的間隙<0.5 mm,避免工裝自身與零件過定位的擠壓變形。選用合適的氣缸等壓緊裝置,并在焊接前確認工裝壓緊效果良好,確保焊接過程中變形得到有效約束。選用合理的焊接順序,先焊工件短焊縫,再焊接長焊縫,并且由工件中間向工件兩側焊接,減少焊接變形。根據設計要求,選擇焊接熱輸入較低的參數控制焊縫尺寸有利于減少焊接變形。
4 結論
采用預防措施后,通過弧焊生產線驗證結果,可得出以下結論:
(1)鍍鋅薄板機器焊接過程中,焊接缺陷不可避免,通過一系列優化后可將弧焊產線焊縫一次合格率提升到95%以上;
(2)通過調整焊接程序中焊絲指向位置、焊槍角度、回拉法、優化熔滴過渡方式、確保工件裝夾重復精度和控制零件裝配間隙可減少燒穿、咬邊發生和控制熔深;
(3)通過提前檢查焊接設備狀況、選用合適的干伸長度、設置合理的清槍程序及采用后傾焊接方法可減少氣孔產生;
(4)通過優化收弧軌跡速度及收弧參數,可預防弧坑缺陷;
(5)控制來料精度、調整工裝夾具至合理狀態、選用合理的焊接順序以及控制熱輸入有利于減少焊接變形。
[1] 魏元生.鍍鋅板種類及其在車身上的應用[J].汽車工藝與材料,2011(9):51-56.
[2] Lim Y M, Jang B S, Koh J H. The effect of shielding gas and arc voltage on the [bead shape and pore generation of galvan- ized steel pipe welds with gas metal arc welding[J].Advanc- ed Materials Research,2013(746):240-244.
[3] 閆俊霞.焊接薄板結構變形數值模擬研究[D].天津:天津大學,1999.
[4] Rakesh Kumar,Rich Dilthey,Ivedi D K,et al.In sheet welding of Al 6082 alloy by AC pulse-GMA and AC wave pulse- GMA welding[J].Materials and Design, 2009(30):306-313.
[5] 閆俊霞,劉群山.薄板焊接失穩變形的影響因素[J]. 鑄造技術, 2009,30(1):80-81.
[6] Selvi S,Vishvaksenan A,Rajasekar E.Cold metal transfer (CMT)technology-An overview[J]. Defence Technology, 2018, 014 (001):28-44.
[7] 李超豪.鍍鋅板CMT焊焊縫氣孔影響因素及產生機理[J].焊接學報,2019(1):94-98.
Research on Control Method of Welding Defects of Galvanized Sheet Robot
YU Qian, SHANG Baoyu, WU Xiangqing
( Zillion Heavy Industry Co., Ltd., Hunan Changsha 410013 )
In order to reduce the number of welding defects and repair of unqualified products and reduce the production cost, this paper studies the optimization method of welding process of thin galvanized sheet, and analyzes the causes of welding seam burn through, edge bite, porosity, arc pit and other deformation defects in robot welding of galvanized sheet. Puts forward the optimized welding procedure, parts assembled clearance, drop transfer mode, position welding, welding speed and welding posture, ship type choose backward of welding methods, prevention measures, such as reverse deformation effectively control results show that the welding defects, weld a qualified rate of 95% or more, greatly reduces the cost of repair, is of great significance.
Robot welding;Welding defects;Galvanized sheet
U466
A
1671-7988(2022)02-128-04
U466
A
1671-7988(2022)02-128-04
10.16638/j.cnki.1671-7988.2022.002.029
于前(1984—),男,工程師,現就職于中聯重科股份有限公司,研究方向為厚板高強鋼焊接工藝、機器人自動化焊接工藝、薄板焊接工藝研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36