DCS系統在聯堿生產中的應用
2022-02-20 05:01:58閆晶辰
純堿工業 2022年1期
閆晶辰
(天津渤化永利化工股份有限公司,天津 300452)
DCS系統作為聯堿生產監控的“大腦”,決定著整個生產運行的安全與穩定,發揮著不可替代的作用。隨著生產管理越來越嚴格,自動化程度越來越高,對DCS系統功能的應用不斷加強,并朝著更為智能化、自動化、信息化、綜合化的方向延伸。
1 聯堿生產概述
向循環系統中連續加入鹽、氨、二氧化碳和水等原料,同時不斷地生產純堿和氯化銨產品的方法稱為聯堿法。聯堿法生產分為兩個過程,第一過程是純堿生產過程,第二過程是氯化銨生產過程,兩個過程構成一個循環。
簡要工藝流程是將含有氨和氯化鈉的AⅡ母液在碳化塔內與二氧化碳反應生成碳酸氫鈉結晶,分離后經煅燒,制得純堿。母液經吸氨、降溫、加鹽析出氯化銨結晶,經過濾、干燥后制得氯化銨產品,母液吸氨后再進入碳化塔反應,如此連續循環。
整個聯堿生產過程包括二氧化碳壓縮、真空制鹽、碳化、煅燒、結晶、重灰和小蘇打、干銨和精銨、包裝等10個工序,其中碳化和結晶工序是生產過程的核心工序,直接影響母液的平衡和產品的質量;重灰、小蘇打、精銨、干銨工序是成品產出工序;包裝工序是成品的包裝及運輸工序。
2 DCS系統在聯堿生產中的應用
2.1 結構組成及功能
聯堿DCS系統是杭州和利時品牌MACSV SM系列,采用C/S網絡架構,即客戶端/服務器體系架構,客戶端是操作站或工程師站,客戶端通過服務器讀取數據和獲取資源。整套系統由現場控制站、操作站、工程師站、服務器及網絡通訊系統組成,共同完成各種采集、控制、顯示、操作和管理功能。其中,現場控制站是DCS的核心,主要包括供電系統、主控模塊和I/O模塊,用于完成現場信號采集、轉換、輸入、輸出以及各種控制;操作站是操作人員與DCS系統間的界面,操作人員通過操作站對生產過程從全局到細節進行集中監視、操作和管理;工程師站是對DCS進行離線配置、組態、監控和維護的網絡站點,同時也具備操作站的所有功能;服務器用于計算負荷、管理系統歷史數據和實時數據,通過網絡系統上接操作站,下連控制站,是二者數據交換的媒介;通訊網絡用于實現各個站的相互通訊和數據交換,使之連成一個整體。
2.2 劃分與布局
聯堿DCS系統由兩個相對獨立的工程組成,即分為兩個域,0#域是對碳化、煅燒工序的監控和管理,包括50#工程師站,1#、2#服務器,10#、11#、13#現場控制站,51#~55#操作站,1#~4#工業交換機;1#域是對重灰、小蘇打、包裝、結晶、精銨、干銨、真空制鹽工序的監控和管理,包括50#工程師站,3#、4#服務器,13#~19#現場控制站,67#~79#操作站,5#~8#工業交換機。其中服務器、現場控制站的主控單元和工業交換機采用冗余配置,互為主備,當在用主設備發生故障時,從設備無擾切換,以確保整套DCS系統的正常運行,從而不影響生產。
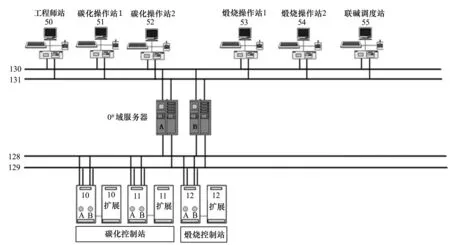
圖1 聯堿0#域DCS系統結構圖(1#域與0#域結構相同)
2.3 監控應用
聯堿裝置DCS系統共計4 655個I/O點,其中AI點2 744個,包括儀表的五大參數和電流指示等;AO點462個,包括儀表調節閥和變頻器的輸出;DI點432個,包括儀表切斷閥和各類開停車信號的反饋指示;DO點1 017個,包括儀表切斷閥和各類開停車信號的輸出。系統對現場各儀表參數進行連續監控,并通過預設的方式控制設備的自動運行,操作者通過1~2臺操作站可以監控整個工序或整套生產系統。
2.4 控制方案應用
2.4.1 PID控制
比例積分微分控制,簡稱PID控制,算法簡單,應用廣泛。簡單的說,就是根據給定值和實際輸出值構成控制偏差,將偏差按比例、積分和微分通過線性組合構成控制量,對被控對象進行控制。
聯堿生產工藝中近90%控制回路具有PID結構,如碳化塔出堿流量、煅燒爐爐氣壓力、液氨循環罐液位、母換器熱AI出液溫度等控制回路,都是結合實際生產,通過PID參數整定實現自動調節的。
2.4.2 順序控制
順序控制是按照生產工藝預先設定的順序,各個執行元件自動有序地進行操作。順序控制有三個要素,即轉移條件、轉移目標和工作任務。只有當轉移條件滿足時才可以進入到下一轉移目標并執行工作任務。按照順序控制系統實現順序控制的特征,可以將順序控制系統分為時間順序控制、邏輯順序控制和條件順序控制。
聯堿結晶工序外冷系統換車就運用了順序控制。正常負荷下的生產每6 h自動進行一次作業/清洗倒換,通過預設的邏輯程序自動順序開/關各臺進出口物料切斷閥,大大降低了勞動者的工作強度,提高了工作效率,而且避免在換車時手忙腳亂而誤開/關手閥,準確可靠、安全有效。
2.4.3 串級控制
串級控制系統是將主副兩個控制器串聯起來工作,主控制器的輸出作為副控制器給定值的系統,其中副回路在控制過程中負責粗調,主回路完成細調。主要用于對象滯后和時間常數很大、干擾作用強、負荷變化大、對控制質量要求較高的場合。
聯堿結晶吸氨控制中應用了串級控制,為了保證母液吸氨后溫度的穩定,溫度控制器的輸出作為母液進吸氨器流量控制器的給定值,用流量控制的輸出來操作調節閥。由于這個系統中引入了副回路,及時克服了因母液流量調整而導致母液溫度大幅度變化,使系統的穩定性有了極大的提高,有效的解決了由于系統波動過大帶來的不必要損失,使母液吸氨量滿足生產需求,而且更好地節約了人力資源。
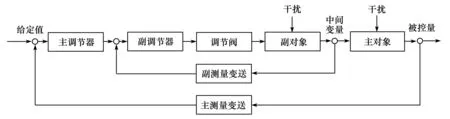
圖2 串級控制系統方框圖
2.4.4 流量累計
聯堿生產中,測量介質流量包括瞬時流量和累計流量,是原料、母液計量結算的依據,利用DCS控制算法中"HSACCUM"塊將輸入的流量瞬時值累計積算成累計值。聯堿生產中如包裝袋計數累計、MI/MII和AI/AII母液流量累計、進界區蒸汽總管流量累計、一次水流量累計等均采取此法,數據準確穩定,對計量結果影響較小,減少了人為過多參與,基本實現了自動結算功能,也方便了調度員、操作工對生產的整體把控和原料消耗的統計等。
2.5 安全應用
DCS系統在過程生產中除了能夠起到減少勞動力、實現生產智能化的作用,還保障了生產的安全,其中報警和保護聯鎖就是預防危險事故發生的重要功能。
2.5.1 報警
DCS系統報警分為兩類,一類是系統報警,即對控制單元、操作站、服務器、通信系統進行功能診斷,當發生異常時發出的報警。另一類是過程報警,即由控制單元發出的過程變量(工藝參數)異常情況,如測量值超限、控制輸出越限等發出的報警。兩類報警都是對整個系統的一種保護,通過警鈴和變色顯示的方式提示操作者出現設備故障、工藝波動或其它異常情況。當系統發出報警信號時,工藝操作者或儀表工程師就會及時采取有效措施進行干預和處理,以防止裝置停工、設備損壞或危險事故的發生。本公司聯堿裝置根據系統狀態和工藝要求,將報警進行了分級,其中一級報警623個,二級報警302個。
2.5.2 保護聯鎖
保護聯鎖是根據工藝控制要求或機組設備保護而做的邏輯組態,當生產過程中某些工藝變量或設備運行狀態發生異常并達到設定條件時,能夠自動(必要時可以手動)按照預先設計好的邏輯關系啟動備用設備或停車,使操作人員與工藝裝置處于安全狀態。
保護聯鎖可以是局部的,也可以是整個系統;可以是停車保護,也可以是開車允許。一套完整的保護聯鎖由聯鎖輸入、聯鎖輸出、聯鎖邏輯組成,同時還應具備聯鎖切除和手動停車功能。大型機組如重灰鼓風機、洗鹽球磨機、螺桿壓縮機,傳動裝置如帶式過濾機、運輸皮帶,以及各類小型機泵、煅燒爐、吸氨系統都采用了相應的DCS保護聯鎖。
2.6 調閱歷史信息應用
在日常生產維護中,經常會調閱歷史數據和信息,尤其是在工藝指標和設備運行異常的情況下,通過應用查詢歷史信息功能,能夠清楚地分析異常原因,并指導檢修方向。歷史信息包括日志和趨勢。
日志是記錄DCS系統所發生的的全部事件信息,并按照事件發生的時序存放,事件本質是開關量和模擬量的變化情況。日志的種類分為全日志、SOE日志、操作日志和設備日志。趨勢主要分為綜合趨勢、開關趨勢和XY趨勢,有曲線和數據兩種模式。
2.7 OPC Client的應用
OPC是“OLE for Process Control”的縮寫,是一個工業標準。它包括一整套接口、屬性和方法的標準集,用于過程控制自動化系統。OPC Client是OPC客戶端,用于讀取服務器數據,通過地址轉換在DCS操作站上顯示其它諸如PLC、SIS、ESD、DEH等系統數據。
聯堿裝置除了有一套DCS系統外,還有三套PLC系統和一套SIS系統,通過OPC Client將這五套儀表控制系統連接在一起,由調度操作站集中顯示,方便了調度人員的監視、查詢和統一調度,為指揮、協調生產提供了幫助。
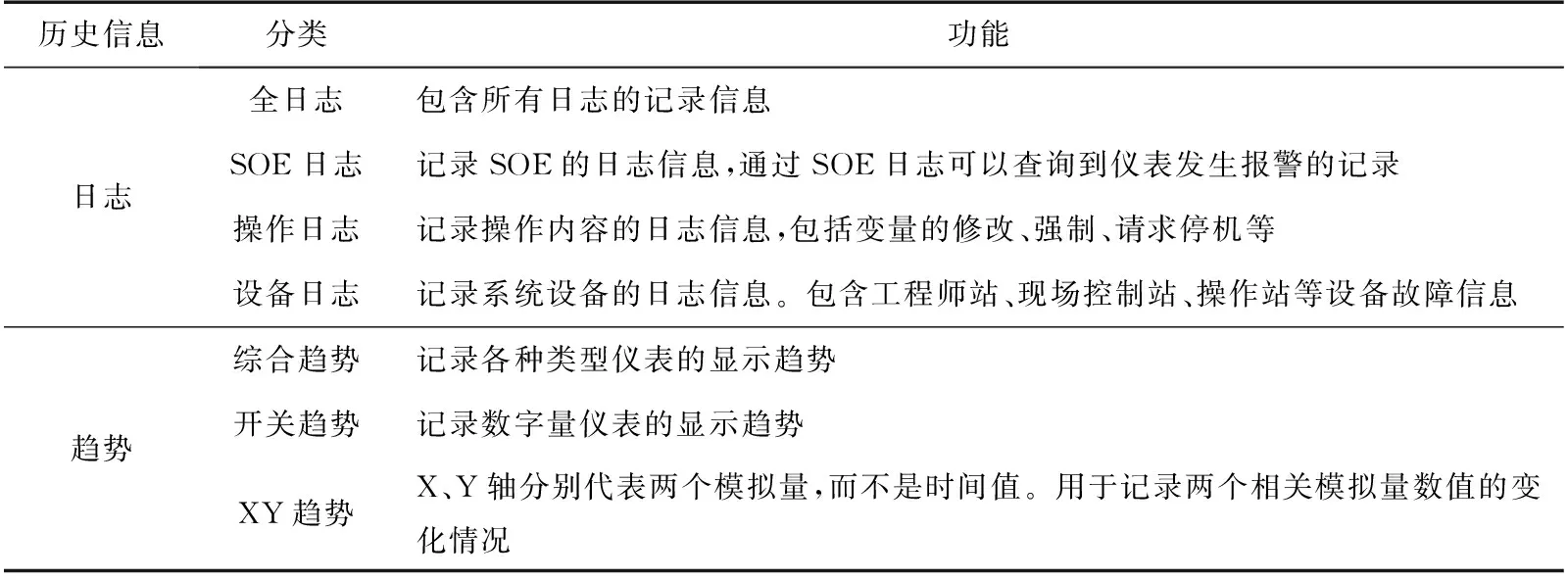
表1 幾種調閱歷史信息的方式
3 總 結
現階段,我公司聯堿生產自動化程度還處于一般水平,結合聯堿生產和DCS情況,預計今年還要進行如下改造:
1)Ⅱ過程吸氨自動化控制。Ⅱ過程有20個吸氨器,吸氨器液相出口現為DN200膠膜球閥,氣氨進口為DN150氨用截止閥。現已將氣相進口閥門全部改為儀表調節閥,由DCS遠程通過PID實現對單臺吸氨器的進氣控制,并預計在每臺吸氨器液相入口增加流量計。
2)DCS控制系統升級。在不影響整體框架的基礎上,升級控制器、操作員站,由P-TO-P網路結構取代C/S結構,既實現了硬件的更新換代,又解決了軟件系統無法開車下裝的弊端,使風險更加分散。
3)引入阿米巴經營管理模式等。增加相關流量計,搭建和完善阿米巴計量儀表系統管理體系,通過DCS將重點計量參數進行監控、統計,以點帶面,提升聯堿生產從低點向高點的智能化轉變。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16
