常泰長(zhǎng)江大橋鋼沉井?dāng)?shù)字化制造技術(shù)研究*
2022-02-17 08:46:38鄭海濤陳建榮吳啟和
施工技術(shù)(中英文) 2022年24期
關(guān)鍵詞:信息化
鄭海濤,陳建榮,吳啟和,唐 震
(1.中交第二航務(wù)工程局有限公司,湖北 武漢 430040; 2.長(zhǎng)大橋梁建設(shè)施工技術(shù)交通行業(yè)重點(diǎn)實(shí)驗(yàn)室,湖北 武漢 430040; 3.交通運(yùn)輸行業(yè)交通基礎(chǔ)設(shè)施智能制造技術(shù)研發(fā)中心,湖北 武漢 430040)
1 工程概況
1.1 橋跨布置
常泰長(zhǎng)江大橋起自泰興市六圩港大道,跨長(zhǎng)江主航道,經(jīng)錄安洲,跨長(zhǎng)江夾江,止于常州市新北區(qū)港區(qū)大道,跨江路線全長(zhǎng)約5.3km,如圖1所示。大橋采用“高速公路+城際鐵路+普通公路”方式過(guò)江,主航道橋采用雙層鋼桁梁斜拉橋,橋跨布置為142+490+1 176+490+142=2 440m,橋梁上層為高速公路,下層為城際鐵路和普通公路。

圖1 常泰長(zhǎng)江大橋橋跨布置(單位:m)
1.2 鋼沉井結(jié)構(gòu)
主橋主塔采用沉井基礎(chǔ),沉井平面呈圓端形,立面為臺(tái)階形,沉井底面尺寸為95.0m×57.8m(橫橋向×縱橋向),圓端半徑28.9m;沉井頂面尺寸為77.0m×39.8m(橫橋向×縱橋向),圓端半徑19.9m;臺(tái)階寬9.0m,如圖2所示。沉井為填充混凝土的鋼殼結(jié)構(gòu),總高64.0m,外井、內(nèi)井壁厚分別為1.8,2.0m,隔墻厚1.4m,沉井總重約18 450t。

圖2 5號(hào)墩沉井結(jié)構(gòu)(單位:cm)
沉井在高度方向上設(shè)計(jì)分為10個(gè)環(huán)形節(jié)段,底部設(shè)有刃腳,第1節(jié)沉井鋼殼壁板厚度均為18mm;其余各節(jié)段鋼殼壁板厚度分別為:外井壁外壁板、內(nèi)壁板厚度分別為10,12mm,外井孔隔墻壁板厚14mm;內(nèi)井壁外壁板、內(nèi)壁板厚度分別為12,10mm,內(nèi)井孔隔墻壁板厚10mm。
井壁及隔墻壁板內(nèi)部設(shè)置豎向加勁肋,規(guī)格為 ∟110×70×6, 間距40cm。在鋼沉井塊段間的井壁、隔墻內(nèi)部設(shè)置隔艙板,以方便鋼殼內(nèi)分區(qū)澆筑混凝土,外井孔隔墻不設(shè)置隔艙板,隔艙板設(shè)置水平加勁肋,加勁肋采用 ∟110×70×8。 沉井標(biāo)準(zhǔn)段沿高度方向每隔1.5m在壁板上設(shè)置1道水平環(huán),水平環(huán)采用260mm(寬度)×18mm(厚度)扁鋼板。在每層水平環(huán)間設(shè)置水平加勁桁架,加勁桁架采用 ∟110×10, 如圖3所示。

圖3 沉井平面構(gòu)造
相較于國(guó)內(nèi)外沉井基礎(chǔ),常泰長(zhǎng)江大橋主橋主塔沉井平面尺寸巨大,為全鋼結(jié)構(gòu),沉井制造精度要求高、制造工期緊、制造難度大[1-2]。
2 沉井制造方案及總體工藝流程
常泰長(zhǎng)江大橋5號(hào)墩沉井制造總體方案為:沉井總體采用水平建造法,在造船廠內(nèi)進(jìn)行分層、分塊制造,為了充分發(fā)揮工廠內(nèi)大型起重設(shè)備的起吊能力,對(duì)設(shè)計(jì)分層進(jìn)行了優(yōu)化,加工制作時(shí)在高度方向分為8層,從下往上每層高度依次為(9+6+9.72+8.28+10+8+6+7)m,總高64m,如圖4所示。其中,第1~5層共43m高沉井在工廠內(nèi)制作并在干船塢內(nèi)拼裝成整體后浮運(yùn)至施工現(xiàn)場(chǎng);第6~8層在廠內(nèi)完成塊單元制作,后通過(guò)駁船運(yùn)至橋位進(jìn)行現(xiàn)場(chǎng)接高作業(yè)。

圖4 鋼沉井制造分層示意
根據(jù)工期要求,為了加快沉井制造進(jìn)度,沉井總段制作安排在長(zhǎng)江中下游某大型造船廠的3個(gè)廠區(qū)同時(shí)進(jìn)行,總段完成后集中運(yùn)至船塢進(jìn)行總裝及接高。
沉井總體上采用工廠內(nèi)流水線式的分段制造法進(jìn)行制造,其總體工藝流程為:鋼板下料→零件預(yù)制→基本單元件制作→塊單元制作→塊段組拼→整節(jié)預(yù)拼裝及干船塢總裝,如圖5所示。

圖5 沉井制造總體工藝流程
3 沉井?dāng)?shù)字化加工制造技術(shù)
為了提高沉井制造質(zhì)量、加快施工進(jìn)度,在傳統(tǒng)的沉井制造加工技術(shù)的基礎(chǔ)上[3-6],充分發(fā)揮信息化、數(shù)字化技術(shù)優(yōu)勢(shì),將設(shè)備的自動(dòng)化加工與信息化、數(shù)字化控制技術(shù)深度融合,實(shí)現(xiàn)沉井的數(shù)字化加工制造。
3.1 鋼板下料與零件預(yù)制
本項(xiàng)目主體結(jié)構(gòu)采用BIM正向設(shè)計(jì),為了確保沉井制造精度、減少余料提高材料利用率,將設(shè)計(jì)與加工制造深度串聯(lián),將設(shè)計(jì)BIM模型直接導(dǎo)入專業(yè)制造套料軟件,通過(guò)套料軟件三維處理,生成數(shù)字化套料和下料加工圖,然后通過(guò)數(shù)控等離子切割機(jī)進(jìn)行自動(dòng)切割下料,型材彎曲成型采用數(shù)控自動(dòng)彎曲成型工藝,完成零件的數(shù)字化、自動(dòng)化切割與焊接(見(jiàn)圖6)。

圖6 零件的自動(dòng)下料與焊接
3.2 基本單元件制作
基本單元包括板單元、桁片單元、桁架單元3種類型,主要由板材和角鋼等零件拼焊組成。鋼板按數(shù)控切割尺寸下料完成后在加工車間拼板工位專用設(shè)備上進(jìn)行拼裝,經(jīng)精控尺寸測(cè)量合格后,使用二氧化碳?xì)怏w保護(hù)焊或埋弧自動(dòng)焊方式焊接完成,焊接作業(yè)全部由焊接機(jī)器人自動(dòng)焊接完成,如圖7所示。
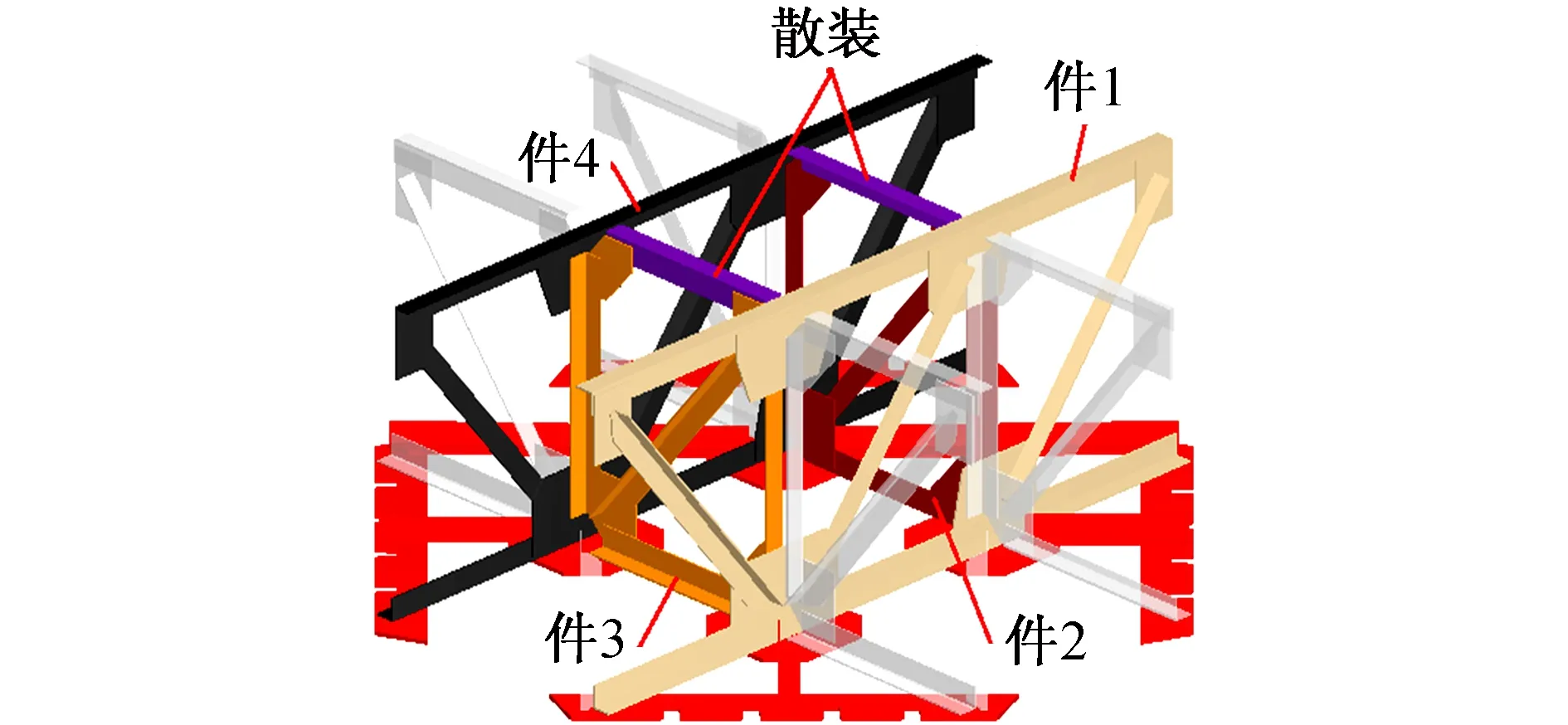
圖7 桁架單元件制作
3.3 塊單元制作與塊段組拼
為了便于沉井制造、運(yùn)輸及安裝,每層沉井在平面上分成若干個(gè)塊單元,塊單元由若干個(gè)板單元組成,塊與塊間通過(guò)焊接進(jìn)行連接,組拼成雙弧形曲面塊段和十字形平直塊段2種類型,如圖8所示。

圖8 沉井塊段劃分
塊單元制作和塊段組拼均在胎架上完成,事先通過(guò)三維軟件對(duì)塊單元的制作過(guò)程進(jìn)行數(shù)字化模擬,如圖9所示,確定各板單元件的組拼順序,并進(jìn)行碰撞檢查。

圖9 塊單元的數(shù)字化組拼
3.4 大節(jié)段預(yù)拼裝及干船塢總裝
沉井首節(jié)43m以下的5層分段在船塢接高前應(yīng)先進(jìn)行總拼,將多個(gè)分段連接成一個(gè)整體(大節(jié)段)。其中,第1層以散件在船塢內(nèi)吊裝,無(wú)須進(jìn)行總拼,第2層預(yù)先總拼成4個(gè)大節(jié)段,第3~5層預(yù)先總拼成5個(gè)大節(jié)段,如圖10所示。
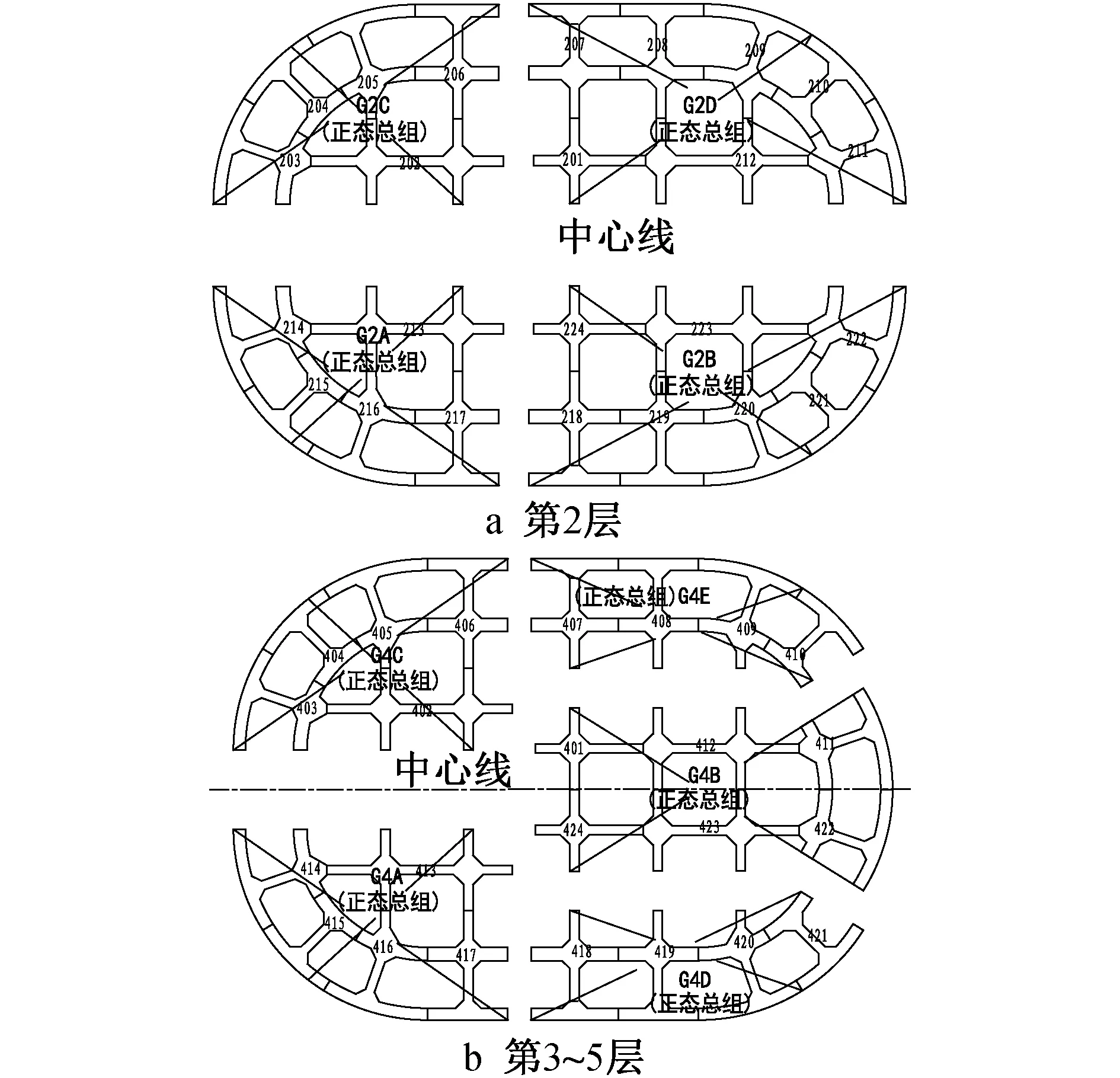
圖10 沉井總拼
各種塊單元制作完成后,為了確保大節(jié)段拼裝精度,采用虛擬預(yù)拼裝技術(shù)[7],在塊段拼裝前,采用三維激光掃描儀對(duì)已制作好的各塊段的空間幾何特征進(jìn)行掃描并生成點(diǎn)云數(shù)據(jù),通過(guò)計(jì)算機(jī)處理生成帶有制造誤差的三維模型,并模擬拼裝過(guò)程,如圖11所示,檢查分析加工拼裝精度,得到所需修改的調(diào)整信息,經(jīng)過(guò)必要校正、修改與模擬拼裝,直至滿足精度要求。
圖11 大節(jié)段虛擬預(yù)拼裝
首節(jié)43m沉井在船塢內(nèi)進(jìn)行總組拼,先散拼第1層的各塊段,再依次接高拼裝第2~5層的大節(jié)段,如圖12所示。總拼過(guò)程中也采用虛擬預(yù)拼裝技術(shù),確保沉井總裝精度。
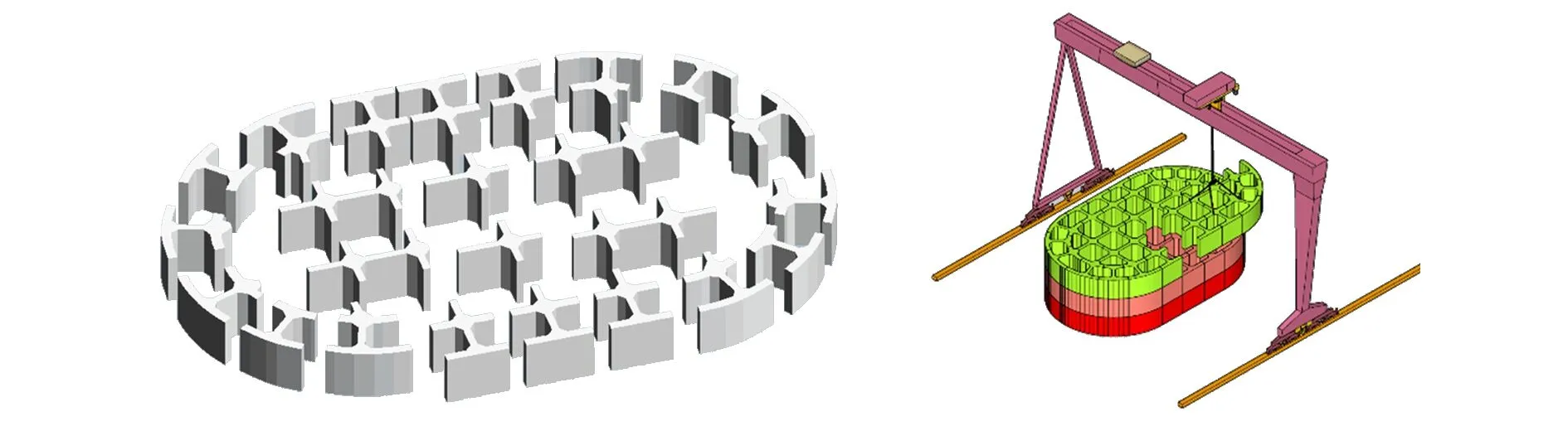
圖12 首節(jié)沉井總裝
4 沉井加工制造過(guò)程中的信息化管理
因沉井制造工期的需要,首節(jié)5層沉井塊段分別在3個(gè)廠區(qū)同步進(jìn)行制造。沉井制造過(guò)程中基本單元件、塊單元、塊段及大節(jié)段數(shù)量眾多,總計(jì)達(dá) 2 000 多個(gè),單元件和組拼件需在多個(gè)場(chǎng)地制作并轉(zhuǎn)運(yùn)拼裝,為了提高管理效率,杜絕預(yù)制件的誤拼裝,采用了圖像識(shí)別技術(shù),建立了沉井制造信息化管理系統(tǒng),在每個(gè)單元件和塊段上貼上包含詳細(xì)制作信息的二維碼,為每個(gè)塊段制作專屬“身份證”,實(shí)現(xiàn)了塊段的物聯(lián)管理,提升了沉井制造信息化水平。
5 結(jié)語(yǔ)
常泰長(zhǎng)江大橋水中沉井結(jié)構(gòu)新穎、規(guī)模大、地質(zhì)條件復(fù)雜,沉井制造及水上施工技術(shù)難度大,精度難以保證,安全風(fēng)險(xiǎn)高。通過(guò)信息化、數(shù)字化、智能化技術(shù)的應(yīng)用,為沉井高效、高質(zhì)量制造提供了技術(shù)支撐。
1)通過(guò)數(shù)字化制造技術(shù)的應(yīng)用,確保了1.5萬(wàn)t首節(jié)43m沉井在短短100d內(nèi)制造總拼完成,且結(jié)構(gòu)尺寸、焊縫質(zhì)量一次合格率均達(dá)到99.8%以上。
2)基于沉井設(shè)計(jì)三維BIM模型,將設(shè)計(jì)與加工制造深度串聯(lián),通過(guò)專業(yè)軟件建模、自動(dòng)套料,數(shù)控機(jī)床自動(dòng)切割與焊接,實(shí)現(xiàn)了真正意義上設(shè)計(jì)與施工的信息互通。
3)采用圖像識(shí)別技術(shù),建立沉井制造信息化管理系統(tǒng),實(shí)現(xiàn)了沉井制造構(gòu)件的物聯(lián)管理,提高了沉井制造信息化水平。
4)利用虛擬預(yù)拼裝技術(shù)進(jìn)行總拼精度控制,實(shí)現(xiàn)了沉井的數(shù)字化制造。
通過(guò)信息化、數(shù)字化、智能化技術(shù)的應(yīng)用,解決了傳統(tǒng)工藝依賴人工操作、施工效率低下、測(cè)量與監(jiān)控手段落后等問(wèn)題,減少了工程人力資源投入、保證了進(jìn)度和質(zhì)量的同時(shí)降低了項(xiàng)目施工風(fēng)險(xiǎn),具有顯著的經(jīng)濟(jì)、社會(huì)效益,可為后續(xù)類似大型沉井施工提供借鑒。
猜你喜歡
中小學(xué)信息技術(shù)教育(2021年8期)2021-09-10 17:59:45
中小學(xué)信息技術(shù)教育(2021年4期)2021-06-06 04:36:26
甘肅教育(2020年18期)2020-10-28 09:06:02
河南水利年鑒(2020年0期)2020-06-09 05:43:44
活力(2019年21期)2019-04-01 12:16:40
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:02
消費(fèi)導(dǎo)刊(2017年20期)2018-01-03 06:27:29
中國(guó)公路(2017年10期)2017-07-21 14:02:37
中國(guó)公路(2017年10期)2017-07-21 14:02:37
中國(guó)衛(wèi)生(2015年7期)2015-11-08 11:10:00