SMT制程品質(zhì)改善研究
2022-02-17 11:58:56趙琳袁翠蘋(píng)
電子制作 2022年3期
趙琳,袁翠蘋(píng)
(石家莊諾通人力資源有限公司,河北石家莊,050000)
0 前言
本文主要目的是探討SMT制程質(zhì)量改善的方法,可以將企業(yè)的SMT制程改善分成改善前、提升零件進(jìn)料品質(zhì)以及整體質(zhì)量改善等三個(gè)階段,并在各階段中利用車(chē)間系統(tǒng)資料統(tǒng)計(jì)及分析的手法,找出影響制程質(zhì)量的主要原因,提出改善對(duì)策,執(zhí)行改善方案,檢查分析結(jié)果,并持續(xù)改善直到問(wèn)題被解決。
1 SMT制程概述
1.1 SMT基本制程
SMT基本制程如圖1所示,包括如下順序和環(huán)節(jié):領(lǐng)料→備料→架料→送板→錫膏印刷→SPI檢驗(yàn)→置件→回流焊接→AOI檢驗(yàn)→X-Ray檢驗(yàn)。

圖1 SMT基本制程
圖中的SPI(Solder Paste Inspection)指的是錫膏印刷的自動(dòng)化質(zhì)量檢驗(yàn),Pick&Placement指的是SMT的零件置件制程,Reflow指的是將錫膏高溫熔化使零件與PCB得以結(jié)合的回焊制程,AOI是自動(dòng)光學(xué)檢驗(yàn)機(jī)用于檢查零件本體與置件后錫膏回焊的品質(zhì),X-Ray檢驗(yàn)制程是補(bǔ)強(qiáng)AOI(Automatic Optical Inspection)設(shè)備檢驗(yàn)?zāi)芰Σ蛔愕牟糠郑话阌糜跈z查球柵數(shù)組封裝IC零件與PCB焊墊錫膏結(jié)合強(qiáng)度的質(zhì)量。
1.2 SMT制程不良率計(jì)算方式
SMT制程不良率是以(不良零件數(shù)/SMT總置件數(shù))*1,000,000的方式來(lái)表示,也就是一般通稱(chēng)的DPPM(Defect Parts Per Million每一百萬(wàn)顆置件數(shù)中的不良零件數(shù))。
1.3 制程問(wèn)題的統(tǒng)計(jì)分析
SMT制程問(wèn)題的統(tǒng)計(jì)主要是經(jīng)過(guò)下述幾項(xiàng)數(shù)據(jù)得來(lái):①AOI設(shè)備100%的不良檢驗(yàn)數(shù)據(jù);②X-Ray的抽檢不良數(shù)據(jù);③后段測(cè)試制程檢測(cè)后歸屬于SMT制程的不良數(shù)據(jù),這三項(xiàng)數(shù)據(jù)的總合稱(chēng)為SMT的總不良率,但因后段制程檢測(cè)及維修的時(shí)效問(wèn)題,常常無(wú)法及時(shí)反應(yīng),因此統(tǒng)計(jì)上常以Trend Chart(推移圖)的方式取得不良率推移及改善效果的統(tǒng)計(jì)分析。
2 SMT制程品質(zhì)優(yōu)化總體設(shè)計(jì)
2.1 個(gè)案研究企業(yè)介紹
本文選擇某企業(yè)作為個(gè)案研究對(duì)象,它是一個(gè)工業(yè)計(jì)算機(jī)、電源供應(yīng)器、RF天線及網(wǎng)絡(luò)通信產(chǎn)品的銷(xiāo)售、研發(fā)與制造的公司,公司的SMT部門(mén)每個(gè)月的置件數(shù)量,平均超過(guò)0.4~0.85億個(gè)零件,其制程不良分析早期主要以產(chǎn)出的不良數(shù)進(jìn)行每個(gè)月的不良原因分析與改善對(duì)策的追蹤。本文選取的SMT不良數(shù)據(jù)為2020年4月份的數(shù)據(jù)如表1所示,其中前十大不良總數(shù)為426。

表1 SMT十大不良現(xiàn)象
表1顯示SMT該月的不良數(shù)據(jù),在當(dāng)月PCBA(Printed Circuit Board Assembly)的總不良數(shù)10963中,零件不良數(shù)為6078,其不良數(shù)占比為55.44%;SMT的制程不良數(shù)有2199,其不良數(shù)占比為20.06%。因?yàn)镾MT不良現(xiàn)象種類(lèi)過(guò)多,所以平常主要針對(duì)前10大主要不良現(xiàn)象做分析。
2.2 SMT制程質(zhì)量改善項(xiàng)目執(zhí)行架構(gòu)
企業(yè)在實(shí)施SMT制程質(zhì)量改善項(xiàng)目過(guò)程中,嚴(yán)格按照?qǐng)?zhí)行架構(gòu)要求,在每周的質(zhì)量檢討會(huì)議中討論的前一周制程質(zhì)量問(wèn)題,經(jīng)過(guò)數(shù)據(jù)的分析,提出對(duì)應(yīng)的改善措施,并持續(xù)追蹤改善的方案是否有效、改善的結(jié)果是否達(dá)到預(yù)期。本文提出的制程品質(zhì)改善架構(gòu)如圖2所示。

圖2 SMT項(xiàng)目改善架構(gòu)圖
為了徹底改善SMT的制程品質(zhì),企業(yè)可以在指定時(shí)間范圍內(nèi),討論前一周的生產(chǎn)結(jié)果,內(nèi)容主要有三個(gè)部分:針對(duì)SMT上一周整體的生產(chǎn)數(shù)據(jù)進(jìn)行主要質(zhì)量問(wèn)題的要因分析,并提出對(duì)應(yīng)的改善措施;討論前兩周的質(zhì)量改善狀況;通過(guò)質(zhì)量改善項(xiàng)目小組持續(xù)以PDCA循環(huán)的方式針對(duì)改善未達(dá)目標(biāo)問(wèn)題進(jìn)行追蹤,直到問(wèn)題解決。
2.3 改善項(xiàng)目解決問(wèn)題的步驟與方法
通過(guò)對(duì)SMT項(xiàng)目制程改善過(guò)程進(jìn)行分析,制定了如圖3所示的解決問(wèn)題的基本框架。

圖3 解決問(wèn)題流程圖
(1)主題選定
根據(jù)企業(yè)領(lǐng)導(dǎo)給的方針、目標(biāo),明確自己任務(wù)和職責(zé),將各種問(wèn)題列出來(lái),并分析潛在性、長(zhǎng)期性問(wèn)題;然后列出評(píng)價(jià)項(xiàng)目及其重要程度,并進(jìn)行全體組員表決,通過(guò)比較來(lái)選定主題;最后明確表達(dá)問(wèn)題地點(diǎn)及確定衡量指標(biāo),顯示出主題目的。
(2)把握現(xiàn)狀
描述流程或制程情況,決定主題收集特性項(xiàng)目,調(diào)查以前到目前的數(shù)據(jù)。然后根據(jù)時(shí)間系列觀察其變化情況,進(jìn)行層別,找出問(wèn)題所在,核實(shí)是否有其他變異、傾向、趨勢(shì)等,并根據(jù)過(guò)去數(shù)據(jù)經(jīng)驗(yàn)和經(jīng)營(yíng)目標(biāo)合理設(shè)定目標(biāo)。
(3)擬定執(zhí)行活動(dòng)計(jì)劃
活動(dòng)計(jì)劃擬定需要采用5W1H方針,明確Why目的、What實(shí)施項(xiàng)目、Who負(fù)責(zé)人、When活動(dòng)期間、Where執(zhí)行活動(dòng)的地點(diǎn)以及How如何做的方法。
(4)要因分析
從廣度角度來(lái)分析,要善于運(yùn)用材料、人員、機(jī)器、方法、量測(cè)、時(shí)間及其他來(lái)源層別(供貨商、生產(chǎn)地點(diǎn)、線別、班別等)等,收集這些數(shù)據(jù),并觀察變化及相對(duì)關(guān)系。利用現(xiàn)場(chǎng)、現(xiàn)物、現(xiàn)時(shí)去觀察和證實(shí)原因。從深度角度來(lái)分析,要多問(wèn)Why,每一次Why即為一層,每一次Why的答案需相互獨(dú)立事件,如此開(kāi)展下去,自然浮現(xiàn)要因深度情況。另外就是妥善運(yùn)用各種品保手法,要因分析圖(魚(yú)骨圖、樹(shù)圖)、管制圖、直方圖、查檢表、相關(guān)圖、層別法等。
(5)對(duì)策擬定
確定方案前需要提出對(duì)策,根據(jù)真實(shí)要因,小組成員都可提出相對(duì)應(yīng)改善行動(dòng),可利用各種對(duì)策創(chuàng)意方法,充分提出討論,通過(guò)分析效果性、可行性、經(jīng)濟(jì)性等因素后,最終選定對(duì)策,并將對(duì)策具體化。
(6)對(duì)策實(shí)施
根據(jù)計(jì)劃來(lái)執(zhí)行,在軌道上有一定方向、目的前行,可衡量、可追蹤、要檢討和實(shí)時(shí)修正、調(diào)整。
(7)效果確認(rèn)
在指定時(shí)間范圍內(nèi),將成效數(shù)字化,并和目標(biāo)進(jìn)行短期、長(zhǎng)期的比較,有形成果看量化,無(wú)行成果看士氣、態(tài)度、行為、觀念及群體合作關(guān)系。如果成效不顯著或不佳,應(yīng)考慮具體原因。
(8)防止再發(fā),標(biāo)準(zhǔn)化
如果成效良好,應(yīng)思考如何持續(xù)維持和擴(kuò)大范圍。先行制定特定(時(shí)、空、物)臨時(shí)標(biāo)準(zhǔn)和管理方法,經(jīng)過(guò)培訓(xùn)作業(yè)者來(lái)保障標(biāo)準(zhǔn)化實(shí)施。
(9)反省、比較及制定以后主題
對(duì)整個(gè)項(xiàng)目改善的過(guò)程、方法以及效益進(jìn)行反省,并在改善小組成員之間進(jìn)行分享和總結(jié),并制定以后主題。
3 SMT質(zhì)量改善前的狀況分析
從企業(yè)車(chē)間系統(tǒng)數(shù)據(jù)庫(kù)提取出相關(guān)資料和數(shù)據(jù),得到如表2所示的SMT質(zhì)量狀況,再經(jīng)由Pivot Analysis方法,進(jìn)行不良率分析所得到的結(jié)果。企業(yè)工程技術(shù)人員及品管工程師采取項(xiàng)目管理、全面質(zhì)量管理、六西格瑪、商業(yè)智能系統(tǒng)、Pivot Analysis,并以親和圖架構(gòu)的改善機(jī)制來(lái)進(jìn)行SMT制程質(zhì)量的改善計(jì)劃。執(zhí)行方式是將SMT工程師、技術(shù)人員進(jìn)行分組,針對(duì)每日的制程生產(chǎn)數(shù)據(jù)提出報(bào)告,維修工程師負(fù)責(zé)提出歸納SMT質(zhì)量問(wèn)題的報(bào)告,生產(chǎn)和質(zhì)量工程師負(fù)責(zé)不良原因的分析,并在每日的檢討會(huì)議中,由相關(guān)單位的工程人員共同提出改善對(duì)策,然后由制程控制和生產(chǎn)工程人員依PDCA的方法,持續(xù)追蹤改善的結(jié)果。

表2 SMT質(zhì)量狀況
4 SMT質(zhì)量改善實(shí)際案例分析
本文將SMT制程質(zhì)量改善項(xiàng)目執(zhí)行過(guò)程中的一個(gè)實(shí)際操作案例展開(kāi)分析。
4.1 選定主題
成立品質(zhì)改善小組,明確小組領(lǐng)導(dǎo)、成員以及他們負(fù)責(zé)的三條生產(chǎn)線line1、line2、line3,選定主題為“SMT 2020年4月份品質(zhì)前3大異常改善”,SMT制程質(zhì)量不良數(shù)據(jù)前三分別為“空焊、偏移以及立碑”,它們的異常數(shù)量分別為1140、1092、553,如圖表3所示。

表3 SMT line1-line3的制程前三大不良數(shù)據(jù)
4.2 問(wèn)題描述與分析
本文將以其中幾個(gè)維修工單的設(shè)備維修情況進(jìn)行分析:
問(wèn)題一:設(shè)備SN-902 SPK V2 B1的隔離框空焊,其中,隔離框本體不平整,零件共面度高于廠內(nèi)鋼板厚度0.10mm錫膏與隔離框無(wú)法接觸造成爐后空焊,如圖4所示。

圖4 隔離框空焊
問(wèn)題二:設(shè)備PCE4556AH的零件位置U1偏移,其中,使用機(jī)臺(tái)2080,506吸嘴橡膠破皮造成漏真空,置件不穩(wěn)定發(fā)生U1位置偏移,如圖5所示。
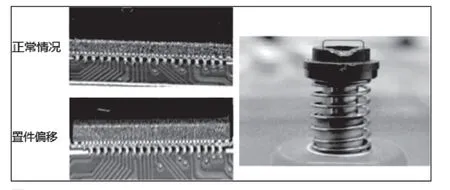
圖5 PCE4556AH U1偏移
問(wèn)題三:設(shè)備FAP-321的零件位置C55、C200立碑,其中,F(xiàn)X3-1 RR邊3號(hào)頭電磁閥衰減、真空異常,造成置件位置偏移,零件與錫膏接觸面積不均,過(guò)爐中發(fā)生拉力不平衡,產(chǎn)生立碑,如圖6所示。
4.3 真因分析
(1)魚(yú)骨分析圖
生產(chǎn)線line1~line3前3大異常改善的魚(yú)骨分析圖,如圖7所示。

圖7 line1—line3前三大異常改善魚(yú)骨分析圖
(2)不良真因分析
原物料隔離框不良真因分析:隔離框本體不平整;零件共面度高于廠內(nèi)鋼板厚度0.10mm;錫膏與隔離框無(wú)法接觸造成爐后空焊,不良率8.08%。
設(shè)備部品老化:機(jī)臺(tái)吸嘴零件老化破損,造成漏真空影響置件準(zhǔn)確度,使零件置件偏移;FX3-1RR邊3號(hào)頭電磁閥衰減,造成真空吸力異常,使零件位置偏移;發(fā)生零件與錫膏接觸面積不均,過(guò)爐中發(fā)生拉力不平衡,產(chǎn)生立碑現(xiàn)象。
4.4 對(duì)策擬定
經(jīng)確認(rèn)真因后,制定對(duì)策如下:
(1)材料:原物料問(wèn)題反應(yīng)供貨商,進(jìn)行原物料改善。同時(shí)隔離框位置加放0.60mm錫絲。預(yù)計(jì)改善空焊不良率達(dá)到7%以上。
(2)設(shè)備:更換不良吸嘴、更換電磁閥。預(yù)計(jì)改善立碑(1%)、偏移(0.83%),改善不良率總計(jì)為1.83%。
4.5 實(shí)施對(duì)策
(1)對(duì)策1:設(shè)備SN-902 SPK V2 B1隔離框加放0.60mm錫絲:因隔離框平整度超過(guò)廠內(nèi)鋼板厚度0.10mm,錫膏無(wú)法覆蓋隔離框變形造成的空焊問(wèn)題,增加0.60mm錫絲,可以增加融錫后的吃錫量,降低隔離空發(fā)生空焊的機(jī)率。通過(guò)實(shí)施該對(duì)策獲得結(jié)果:將隔離框位置加放0.60mm錫絲,將原物料不良改善,經(jīng)追蹤對(duì)象 SN-902 SPK V2 B1隔離框生產(chǎn)情況的統(tǒng)計(jì)數(shù)據(jù)發(fā)現(xiàn),執(zhí)行改善對(duì)策后,追蹤3個(gè)工單,不良率為0%,改善幅度8.08%。
(2)對(duì)策2:更換2080機(jī)臺(tái)506吸嘴:因吸嘴橡膠破皮造成吸嘴漏真空,取料置件的不穩(wěn)定性,發(fā)生置件偏移;更換新吸嘴可解決漏真空問(wèn)題,改善零件偏移的發(fā)生。通過(guò)實(shí)施該對(duì)策獲得結(jié)果:更換不良吸嘴,可將零件偏移改善,經(jīng)追蹤對(duì)象PCE4556AH U1生產(chǎn)情況,追蹤4個(gè)工單,不良率為0%、改善幅度0.91%。
(3)對(duì)策3:更換設(shè)備FX3-1 RR3電磁閥:電磁閥衰減,引起真空異常,造成置件位置偏移產(chǎn)生立碑現(xiàn)象;更換電磁閥可改善真空異常問(wèn)題,解決因零件偏移造成的立碑問(wèn)題。通過(guò)實(shí)施該對(duì)策獲得結(jié)果:經(jīng)追蹤對(duì)象設(shè)備FAP-321C的零件位置C55、C200生產(chǎn)情況,追蹤2個(gè)工單,不良率為0%、改善幅度1%。
三個(gè)對(duì)策實(shí)施結(jié)果表明,這些對(duì)策都為有效對(duì)策,可以達(dá)到預(yù)期效果,但是它們都屬于矯正對(duì)策,為已發(fā)生的不良情況事后補(bǔ)救措施。
真正有效對(duì)策在于預(yù)防措施,即風(fēng)險(xiǎn)評(píng)估與避免發(fā)生不良,因此需要提出有效預(yù)防對(duì)策。對(duì)策一:隔離框位置加放0.60mm錫絲,制定進(jìn)料標(biāo)準(zhǔn),共面度不可大于0.1mm,要求供貨商提出具質(zhì)量保證的制程證據(jù),核實(shí)供貨商確保根據(jù)制程證據(jù)執(zhí)行生產(chǎn)及出貨。對(duì)策二:更換不良吸嘴和電磁閥,建立定期設(shè)備保養(yǎng)及點(diǎn)檢作業(yè)標(biāo)準(zhǔn),確保不良設(shè)備提早發(fā)現(xiàn)及更換。
5 研究結(jié)論
本文對(duì)電子制造業(yè)生產(chǎn)制程中的SMT流程質(zhì)量改善進(jìn)行了研究,指出SMT是電子產(chǎn)品生產(chǎn)流程的第一個(gè)相當(dāng)重要的制程,其質(zhì)量高低決定了后續(xù)維修或報(bào)廢的機(jī)率,因此必須高度重視該制程的品質(zhì)。項(xiàng)目執(zhí)行過(guò)程中,需要?jiǎng)?chuàng)建質(zhì)量改善項(xiàng)目小組和確定成員,將制造流程管理的相關(guān)資料,進(jìn)行要因分析,找出影響不良的因素,加以改進(jìn)。在分析車(chē)間系統(tǒng)數(shù)據(jù)時(shí),會(huì)運(yùn)用到樞紐分析的功能,極大提升了數(shù)據(jù)的有效性、完整性以及正確性。另外它具有數(shù)據(jù)處理的時(shí)間壓縮功能,并且可以按照需求設(shè)定特定的時(shí)間區(qū)間格式,所以對(duì)數(shù)據(jù)處理的時(shí)間推移上,有很大的彈性。本文研究讓參與SMT制程品質(zhì)改善項(xiàng)目的工程人員意識(shí)到,只要依循相關(guān)的的步驟,就可縮減數(shù)據(jù)整理的時(shí)間,企業(yè)在后期已將此功能結(jié)合商業(yè)智能系統(tǒng)與車(chē)間系統(tǒng)數(shù)據(jù),讓用戶能隨時(shí)隨地的截取相關(guān)數(shù)據(jù),并運(yùn)用在日常的管理工作中。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年11期)2021-12-06 05:38:46
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
江蘇安全生產(chǎn)(2020年3期)2020-04-21 05:44:14
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
云南教育·中學(xué)教師(2019年6期)2019-08-13 07:03:28
基層中醫(yī)藥(2018年11期)2019-01-31 05:26:52
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22