高職生在任務訓練中快速掌握工藝尺寸鏈的解算技巧
2022-02-16 02:31:38孫晉梅王曉萌
科技創新導報 2022年19期
孫晉梅 王曉萌
(1.棗莊技師學院 山東 棗莊 277800;2.山東師范大學 山東 濟南 250358)
對從事機械制造類的高職學生來說,工藝尺寸鏈的解算是需要重點掌握的一項技能。基于部分高職生的基本計算能力較為薄弱,在解算中總會出現一些偏差,若在加工零件中一旦出現問題,直接會導致廢品率的上升。基于此,本文用簡單的順口溜,幫助學生在自然地誦讀中將基本概念很快地熟悉起來,并將尺寸鏈的計算公式也能牢記于心。結合尺寸鏈解算的案例,模擬加工過程,學生通過對工藝過程的細致分析,由基本概念找出各環,并且很有興趣地用單向箭頭將其連接成封閉的尺寸組,并用偏差的公式來計算,避開數字大造成的計算失誤。
1 用簡單的案例引入工藝尺寸鏈的相關概念
如圖1 所示,(a)圖為需要銑削的臺階面的零件圖,A0、A1是零件標注的設計尺寸,其他表面都已加工完,需要加工表面2。采用(b)圖工藝方案,以底面3為定位基準,銑削表面2,直接得尺寸A2(組成環),所以,尺寸A0(封閉環)是通過直接獲得A1(組成環)、A2(組成環)后間接得到的。A0、A1、A2是相關聯的,用(c)圖表示的尺寸組形成了尺寸鏈,在零件加工過程中,由有關的工藝尺寸(稱為環)組成的尺寸鏈稱為工藝尺寸鏈。A1是增環,A2是減環,判定:(1)定義,(c)圖中,A2不變,A1增大,封閉環A0增大,引起封閉環同向變化;A1不變,A2增大,封閉環A0減小,引起封閉環反向變化。(2)用單向箭頭連接各尺寸成封閉的圖形,箭頭方向與封閉環箭頭相反的為增環,箭頭方向與封閉環箭頭相同的為減環。
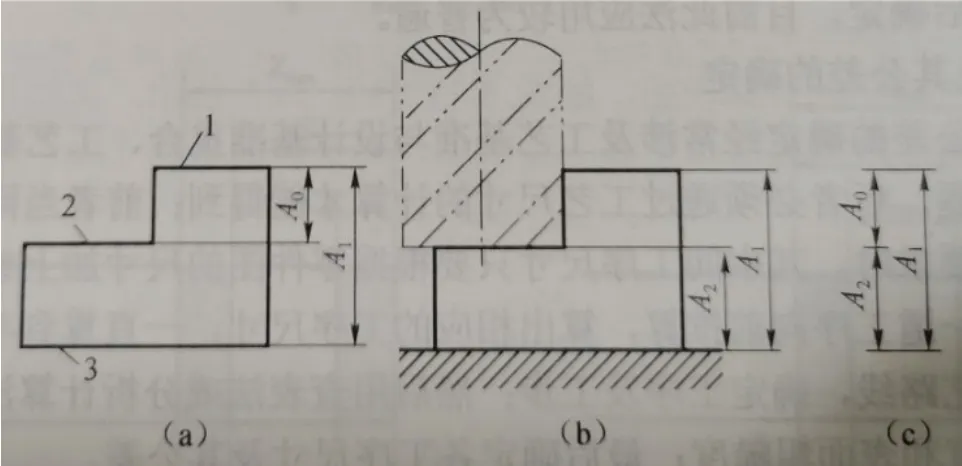
圖1 銑削臺階面工藝尺寸的建立
順口溜:首尾相接把圖畫,封閉環找出最關鍵,工藝分析很重要,間接最后是封閉,直接獲得組成環,組成環中增、減環,它環不變條件下,與封閉環同向變,箭頭相反是增環;與封閉環反向變,箭頭相同是減環。
如圖2 所示,L0是封閉環,用箭頭判斷更方便,L1、L3是增環,L2、L4是減環[1]。
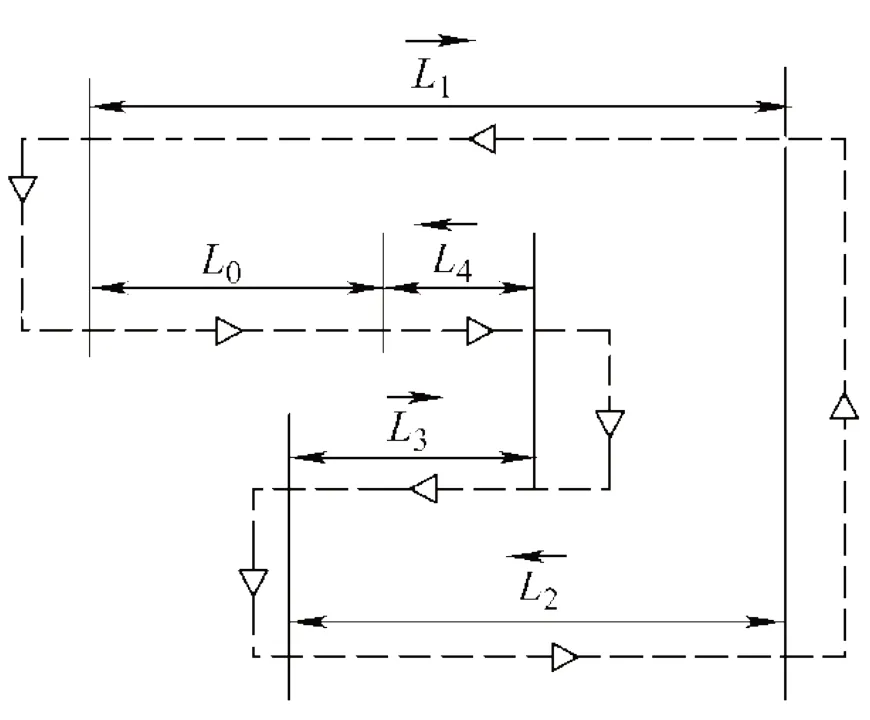
圖2 單向箭頭判斷增、減環
2 用順口溜將尺寸鏈的計算公式牢記于心
順口溜:封閉環尺寸算起來,增環減去減環得;封閉環基本尺寸解,增環基本減減環;封閉環的上偏差等于增環上減減環下;封閉環的下偏差等于增環下減減環上。
3 貫穿工藝尺寸鏈計算的五種典型案例分析
3.1 測量基準與設計基準不重合時測量尺寸的換算
如圖3 所示,套筒零件設計圖樣上根據裝配要求標注尺寸500-0.17和100-0.36,大孔深度尺寸未注,試分析該零件存在假廢品的解決方法。
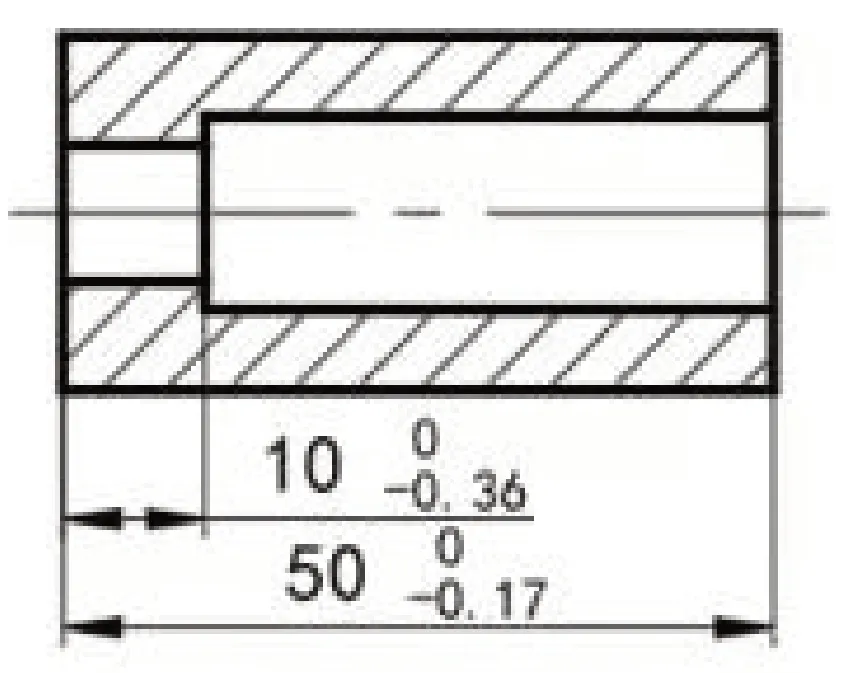
圖3 測量尺寸的換算
分析:按圖樣標注,由設計尺寸建立的工藝尺寸鏈圖,如圖4所示。
圖4 設計要求的尺寸鏈的建立
大孔深度尺寸可作為設計的封閉環,由封閉環公式可得:A0=A1-A2=50-10=40(mm);ESA0=ESA1-EIA2=0-(-0.36)=+0.36(mm);EIA0=EIA1-ESA2=-0.17-0=-0.17(mm),所以,A0:。

圖5 工藝要求的尺寸鏈的建立
A0′=A1′-A2′=50-A2′=10(mm),A2′=40mm;ESA0′=ESA1′-EIA2′=0-EIA2′=0(mm),EIA2′=0mm;EIA0′=EIA1′-ESA2′=-0.17-ESA2′=-0.36(mm),ESA2′=+0.19mm,所以,A2′:。
比較大孔深度A2′:的測量尺寸,和原設計要求A0:,由于大孔的內端設計基準是左端面,測量基準是右端面,測量基準與設計基準不重合,就要進行尺寸換算,換算的結果明顯地提高了對測量尺寸的精度要求,其公差值減少了(0.53-0.19=2×0.17)mm,此值恰是另一組成環A1′公差的2倍。假廢品的分析需對零件進行測量,當A2′的實際尺寸在40+00.19內、A1′的實際尺寸在內時,A0′必在內,零件為合格品。當A2′的實際尺寸超出范圍,但仍在原設計要求A0:內,工序檢驗時將認為該零件為不合格品,此時,檢驗人員將會逐個測量另一組成環A1′,再由A1′和A2′的具體值計算出A0′值,并判斷零件是否合格[2]。
假如A2′的實際尺寸比換算后允許的最小值(A2min=40mm)還小0.17mm,即A2′=40-0.17=39.83(mm),恰好A1′剛巧也做到最小,即A1′=50-0.17=49.83(mm),則A0′=A1′-A2′=49.83-39.83=10(mm),處于A2:的最大值,則零件為合格品;同樣,A2′的實際尺寸比換算后允許的最大值(A2max=40.19mm)還大0.17mm,即A2′=40.19+0.17=40.36(mm),恰好A1′剛巧也做到最大,即A1′=50+0=50(mm),則A0′=A1′-A2′=50-40.36=9.64(mm),處于A2:的最小值,則零件為合格品。
3.2 對鍍層零件,分析電鍍前的工序尺寸
如圖6所示,軸套類零件的外表面要求鍍鉻,鍍層厚度規定為0.025~0.04mm,鍍后不再加工,并且外徑的尺寸為,這樣,鍍層厚度和外徑的尺寸公差要求只能通過控制電鍍時間來保證,要求鍍層厚度為L2=,試求鍍前磨削工序的磨削半徑尺寸。
圖6 軸套鍍鉻工藝尺寸鏈
分析:鍍前磨削工序的磨削半徑是直接要保證的尺寸,L2是通過控制電鍍時間直接控制的鍍層厚度尺寸,因而軸套半徑尺寸是最后間接得到的,是封閉環,其工藝尺寸鏈圖如圖6 所示。顯然,看箭頭方向判斷L1和L2都與封閉環箭頭方向相反,所以都是增環。[3]
L0=L1+L2=L1+0.025=14(mm),L1=13.975mm;ESL0=ESL1+ESL2=ESL1+(+0.015)=0(mm),ESL1=-0.015mm;EIL0=EIL1+EIL2=EIL1+0=-0.0225(mm),EIL1=-0.0225mm,所以,L1:,所以鍍前軸套磨削直徑為。
3.3 定位基準和設計基準不重合的工序尺寸的計算
如圖7所示,鏜孔前,平面A、B、C已加工好。鏜孔時,為使工件定位穩定、裝夾方便,以底面A為定位基準來加工孔,設計需要保證鏜孔中心距平面C的距離為(120±0.15)mm,頂面B距底面A的距離為L1:300+0.10、頂面B距平面C的距離為L2:1000-0.06的工序尺寸均已加工好,試求鏜孔的孔中心距底面A的工序尺寸。

圖7 定位與設計基準不重合的機座尺寸換算
分析:由題意知,在鏜孔前,平面A、B、C已加工好,所以L1:300+0.10、L2:1000-0.06為已直接保證的尺寸為組成環,且鏜孔時,以底面A為定位基準,所以,鏜孔的孔中心距底面A的工序尺寸也是直接需要保證的尺寸,也屬組成環,那么設計需要保證鏜孔中心距平面C的距離:(120±0.15)mm,在已直接保證各表面的工序尺寸前提下,該尺寸是間接最后自然形成的,所以為封閉環。[4]
建立尺寸鏈圖如圖8所示。

圖8 鏜孔定位基準與設計基準不重合的尺寸鏈的建立
L0=L2+L3-L1=100+L3-300=120,L3=320mm;ESL0=ESL2+ESL3-EIL1=0+ESL3-0=+0.15,ESL3=+0.15mm;EIL0=EIL2+EIL3-ESL1=-0.06+EIL3-0.1=-0.15,EIL3=+0.01mm,所以,鏜孔的孔中心距底面A的工序尺寸L3:。
某軸套零件的軸向尺寸如圖9所示,其外圓、內孔及端面均已加工。試求當以B面定位鉆、鉸φ10H7mm孔的工序尺寸,并畫出尺寸鏈圖。

圖9 定位與設計基準不重合的軸套尺寸換算
分析:在鉆鉸孔之前,外圓、內孔及端面均已加工,所以,A2:50±0.05、A3:600-0.05都是直接能保證的工序尺寸,以B面定位鉆、鉸φ10H7mm 孔的工序尺寸A1,是能直接保證的,也屬于組成環,而設計圖樣要求的φ10H7mm孔中心距臺階面的距離:A0:25±0.15是間接得到的最后自然形成的,是封閉環,尺寸鏈圖如圖10所示[5]。
圖10 鉆鉸孔定位與設計基準不重合的尺寸鏈的建立
A0=A1+A2-A3=A1+50-60=25(mm),A1=35mm;ESA0=ESA1+ESA2-EIA3=ESA1+0.05-(-0.05)=+0.15,ESA1=+0.05mm;EIA0=EIA1+EIA2-ESA3=EIA1-0.05-0=-0.15,EIA1=-0.1mm,所以,以B面定位鉆、鉸φ10H7mm 孔的工序尺寸A1:。
3.4 中間工序尺寸的計算
如圖11所示,其主要加工工藝過程如下:(1)粗車外圓至φ26.30-0.28;(2)精車外圓至;(3)銑鍵槽;(4)滲碳淬火56-62HRC;(5)磨外圓至。加工完畢,要求保證鍵槽深度為,外圓單邊滲碳深度為0.9~1.1,試求:(1)銑鍵槽時,以上母線為測量基準,用深度尺測量鍵槽深A;(2)滲碳應控制的工藝滲碳層深度t。

圖11 銑削鍵槽的尺寸換算
分析:對工藝過程的先后順序一定把握清楚:粗車外圓(直接控制的工序尺寸,組成環)→精車外圓(直接控制的工序尺寸,組成環)→插鍵槽(銑鍵槽測量的鍵槽深度是需要直接控制的工序尺寸A,組成環)→滲碳淬火(滲碳應控制的工藝滲碳層深度t也是需要直接控制的工序尺寸,組成環)→磨外圓(直接控制的工序尺寸,組成環)。加工完畢,間接最后自然形成了鍵槽深度為,外圓單邊滲碳深度為0.9~1.1,所以這兩個尺寸屬封閉環[6]。建立尺寸鏈圖如圖12所示。
圖12(a)中,21.2=12.5+12.65-A,A=3.95mm;0=0+0-EIA,EIA=0mm;-0.14=-0.007-0.042-ESA,ESA=+0.091mm,所以,測量鍵槽深A:。
圖12(b)中,0.9=t+12.5-12.65,t=+1.05mm;+0.2=ESt+0-(-0.042),ESt=+0.158mm;0=EIt-0.007-0,EIt=+0.007mm,所以,滲碳應控制的工藝滲碳層深度t:。
圖12 銑削鍵槽的尺寸鏈的建立(a)和滲碳的尺寸鏈的建立(b)
4 結語
現代企業對高技能人才的需求量很大,如何把科學技術轉化為第一生產力,還需要高技能人才的精湛技藝。對機械制造類的高職學生來說,在零件加工中,未來的工作崗位需要對零件的各工序尺寸做到精準的控制,培養學生快速、精準地計算工藝尺寸的能力,掌握工藝尺寸鏈的解算技巧顯得尤為重要。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
