連續擠壓接觸線制造技術探究
2022-02-16 09:33:38武鴻亮
世界有色金屬 2022年21期
關鍵詞:生產
武鴻亮
(中鐵建電氣化局集團康遠新材料有限公司,江蘇 無錫 214000)
在人民生活和社會經濟的發展中,高鐵有著不可取代的地位。銅合金接觸線和承導線是電氣化鐵路接觸網建設不可或缺的一部分,列車運行的電能通過受電弓、接觸線及承力索不斷傳輸獲得。無氧銅因高純度、防腐蝕、低電氣阻抗的優點被應用于高速鐵路接觸線及承力索的生產,并在同軸射頻電纜、干式變壓器繞組等高端產品組件方面起到了十分重要的作用。銅合金接觸線常見的生產方法有上引連鑄法、連鑄連軋法及連續擠壓法[1,2]。其中連續擠壓法在生產無氧銅桿時有耗能低、生產效率高、線材成品率高等特點,因此該工藝在接觸線的生產中得到了廣泛應用[5,6]。中鐵建電氣化局集團康遠新材料有限公司是國內領先的專業生產電氣化鐵路用銅及銅合金接觸線、承力索的高新技術型企業之一。公司擁有2條進口生產線,4條國產生產線,具有國際先進水平的熔煉爐、連續擠壓機、多模拉制機、HMP軋機、二輥軋機、630型絞線機等大型生產設備。該公司在銅合金連鑄上引、連續擠壓、多模拉拔、多模拉絲等無氧銅深加工等技術方面有獨特的優勢,在我國銅合金線材生產及高鐵事業發展方面有重大推動作用。文章現就該公司的連續擠壓無氧銅桿制造技術應用問題進行探究。
1 連續擠壓無氧銅熔煉技術
連續擠壓無氧銅桿新技術生產中,必須對技術參數詳細整理掌握,這樣才能夠為無氧銅桿生產做好準備,并且保證連續擠壓無氧銅桿生產質量。上引連鑄銅桿生產期間,鑄造爐與牽引系統等均是重要組成,同時還需要收線裝置的輔助。連續擠壓無氧銅桿生產制作中,必須對材料精細化處理,選擇高純極陰銅為主要材料,所有選擇標準必須按照GB/T 467極陰銅為準,及時檢查銅材料的雜質,雜質元素要求標準以<0.0065%為標準。待高純陰極銅材料選定,進入到熱烘干環節,烘干溫度要求為1150℃,誤差要求上下不能超過30℃,熱烘干熔化后,隨即調整結晶器水壓,標準為0.1MPa~0.3MPa,此外還需調整結晶器出水溫度控制范圍,適當溫度范圍為30℃~50℃,水溫差的控制上下不能超過10℃。連續擠壓無氧銅桿生產中,上牽引速度按照生產進度情況將參數設置為500mm/min~1500mm/min,無氧銅桿原料在因為烘干原因,銅液表面有木炭、石墨鱗片等覆蓋。
上引連鑄生產工序,因無氧銅桿生產需要,在熔化爐、保溫爐需增設隔倉部分,借助流溝有效連接熔化爐與保溫爐。流溝設置期間,其上限參數對照爐底數值,高出20mm~100mm,此高度差的調整主要作用在于保證銅液均勻流動,為后續生產制作流程的順利開展做好準備工作。其中隔倉2號設置期間,涉及到連續除氣熔煉技術,主要作用是通過表面覆蓋木炭等進行氧化還原反應取得理想的除氣與脫氧效果。為無氧銅桿生產高質量提供了保證,真正做到了無氧銅桿Cu+Ag含量≥99.99%,含氧量>0.0005%的標準,并且導電率>99%IACS,提高生產品質。
連續擠壓無氧銅熔煉期間,還涉及到熱處理內容,主要涉及兩方面,其一是中間退火;其二是退火。選擇電加熱強對流罩式光亮退火設備,待銅桿擠壓成型,以分層處理的方式,歸置到耐熱不銹鋼架,并按照處理要求扣蓋鐘罩式爐殼。隨后根據密封標準,及時抽真空,并同步填充混合氣,具體包括氫氣、氨氣、氮氣。退火嚴格按照加熱處理、保溫處理與冷卻處理流程完成。中間退火處理中溫度要求必須控制到250℃~400℃,成品退火溫度控制則調整到180℃~250℃。隨著溫度控制的變化,保溫時間均以4h~6h為主,借此有效提高連續擠壓無氧銅熔煉質量。
2 連續擠壓無氧銅生產工藝原理
連續擠壓法原理如圖1所示。銅料進入擠壓腔后,通過擠壓模具,材料原有的鑄態組織破碎,產生的大量變形熱使材料再結晶,在擠壓腔出口處形成超細晶銅合金桿坯。
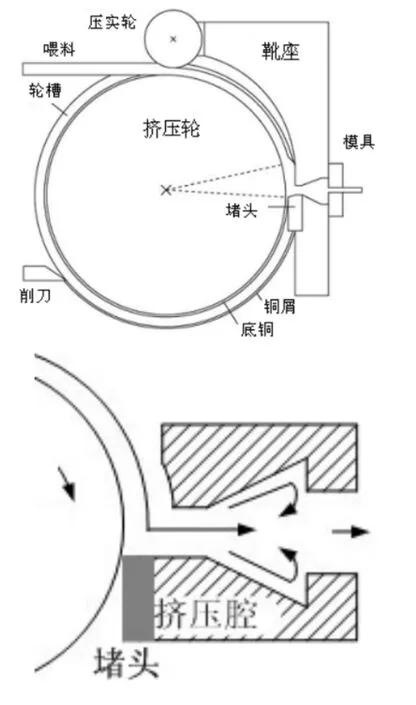
圖1 連續擠壓法原理圖
在連續擠壓過程中會產生組織演變中有明顯的鑄態組織,晶粒尺寸約為3mm,晶粒粗大,并存在粗大的樹枝晶。動態再結晶后的連續擠壓組織結構上亞晶、位錯等亞組織結構消失,晶粒進一步細化,大小僅為8μm。相對于上引連鑄組織,連續擠壓法可以有效的破壞鑄態組織,接觸線晶粒縮小100萬倍以上。該工藝能用銅、銅銀、銅錫、銅鎂合金線坯料生產出細晶尺寸的電力機車接觸材料。連續擠壓工藝生產出的細晶銅桿坯料再經過軋制、拉拔等冷加工后,晶粒尺寸進一步細化,通過冷加工進一步提升接觸線強度。
3 連續擠壓無氧銅生產工藝技術參數分析
3.1 上引連擠生產工藝說明
利用工頻感應電爐熔化電解銅,按照合金成分配比添加合金元素,通過上引連鑄裝置引出銅桿后進入連續擠壓機進行擠壓,生產出規定要求直徑的銅、銅銀、銅錫、銅鎂合金桿坯,后經過軋機和拉拔機冷加工成型生成所需規格的接觸線成品。其主要工藝流程如圖2所示。

圖2 生產工藝流程
3.2 連續擠壓銅桿坯
連續擠壓銅桿坯以20mm的上引銅桿為原材料,通過連續擠壓技術制造的銅桿坯直徑達到了32mm。銅桿在經過矯直處理后被送入到壓實輪和擠壓輪之間。銅桿在摩擦力量的作用下經過直角擠壓區、擴展擠壓區等變形區域,連續擠壓機的轉動速度為每分鐘3轉到10轉。銅桿坯擠出模具之后會經過真空防氧化罐管、水槽,同步完成材料的冷卻和降溫工作,在其溫度達到規范的范圍時可以使用無芯收卷的方式來實現卷取。使用連續擠壓方法生產無氧銅桿的重要特點是拓展性擠壓,能夠將20mm到30mm的銅桿擠壓形成較大的銅桿,拓展比優越。
3.3 軋制工藝
軋制處理使用了高精準度的冷軋機,關聯設備包含液壓系統、液壓彎輥、分段冷卻系統、自動化控制裝置。軋制道次加工率會被控制在25%到50%,在具體實施操作的時根據不同的產品要求合理安排加工的道次。
3.4 多模拉制接觸線成品工藝
為了更好地提高銅合金接觸線的質量,我公司在原有的一級五模拉拔機的基礎上引進德國接觸線專用拉拔機。
首先,通過有高精度的線切割、電火花加工機床和20倍投影儀,對模具進行制做、維修和分析,保證模具設計和尺寸制造精度,滿足接觸線成型過程的要求,接觸線實物圖及橫截面如圖3所示。
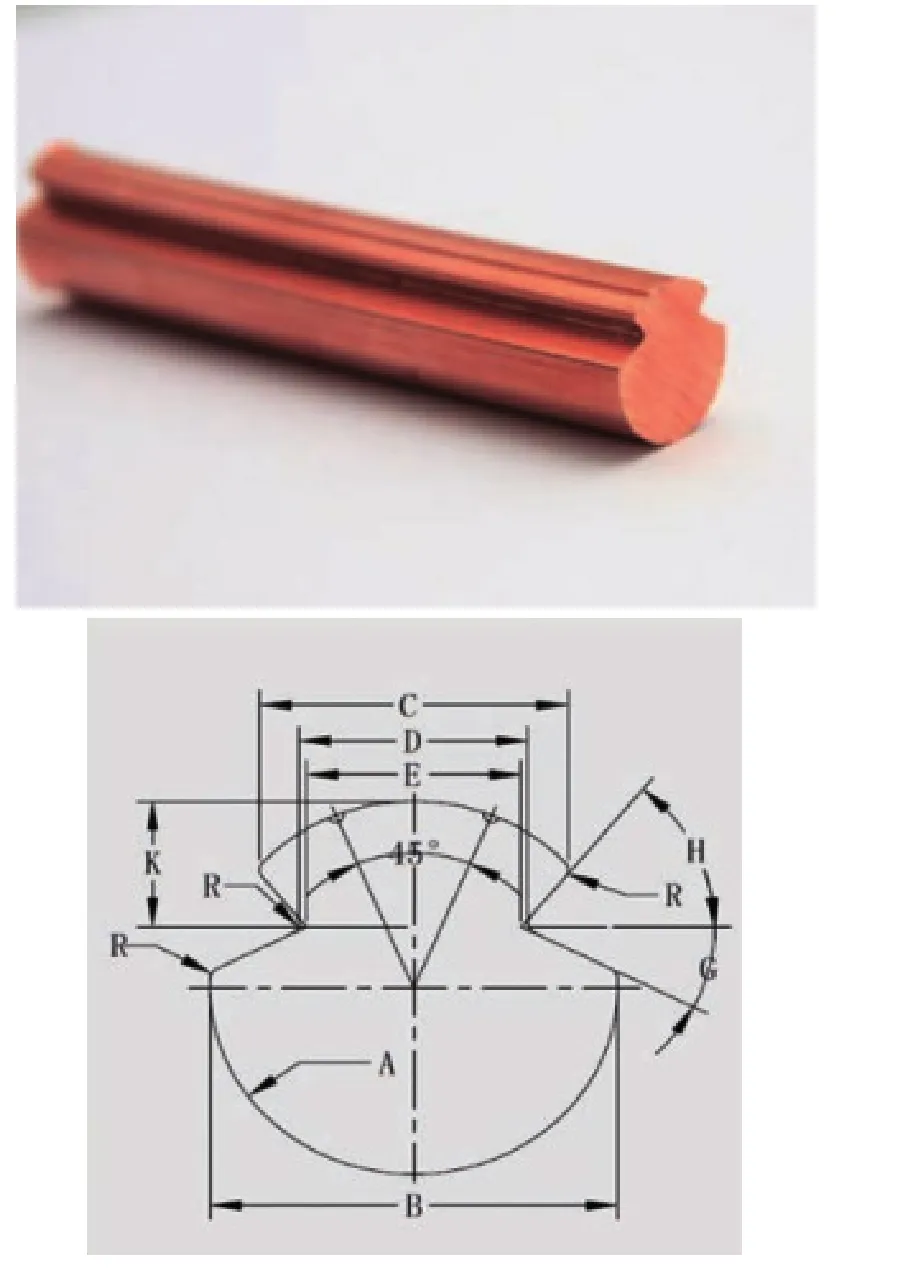
圖3 接觸線實物圖及橫截面
其次,將銅合金桿坯通過多模拉制成接觸線規定的形狀、尺寸,并使其物理性能達到規定要求。銅合金接觸線通過四個異型模變形設計并冷拉成型,生產的銅合金桿金相組織、晶粒大小更趨均勻,保證接觸線在全長度上各種性能數據的分散性少。
然后,采用平直校正技術矯正大長度合金桿的平直度,使產品的平直度達到了德國同類產品的質量水平。
最后,對接觸線產品進行檢測分析。公司采用了高質量的檢測分析手段,如在線探傷、原子吸收檢測、機械性能測試等,保證了產品化學成分、物理性能及機械性能檢測結果的嚴謹性。
3.5 排線上盤
銅合金接觸線采用收排線裝置進行排線上盤。接觸線排線上盤前,還要經過校直、精整,進一步抵消和平衡接觸線的殘余應力,以保證產品的平直度,使接觸線在使用過程中提高接觸網的受流質量。通過計米器在線計長,渦流探傷儀在線探傷,收盤后取樣檢測等,確保產品使用的安全可靠性。
4 連續擠壓無氧銅桿制造技術發展展望
4.1 改進銅桿直徑
上引連續擠壓銅桿生產的直徑為32mm。為了能夠提高生產效率,節省成本的消耗,需要思考如何進一步改進銅桿的直徑。在實際操作中,擠出銅桿坯的直徑越大,拉拔工序越困難。在實際的生產加工中可以通過優化銅桿直徑,優化模具設計,完善拓展區結構的方式來提高擠壓桿性能。
4.2 銅桿合金化
現階段,市場上使用的上引連續擠壓銅板技術生產的產品多聚焦于紫銅系列,為了能夠更好的順應電氣化鐵路接觸網用銅的發展需要,可加大對銅合金接觸線產品的研發。純銅接觸線和銅銀合金接觸線的導電性能出色,但抗拉強度性能較低,耐磨性差;銅鎂合金接觸線、銅錫合金接觸線等較多以降低導電性來提高接觸線抗拉強度等機械性能,可進一步研究優化銅合金配比,配合優化生產工序來提升銅合金接觸線的各項性能。
尤其是銅鎂合金接觸線在使用中,機械強度優勢非常突出,既可以滿足機械制造需求,又能夠保持超高導電率。基于我國高速電氣化鐵路發展現狀,銅鎂合金接觸線制造中應用上引連續擠壓方法,不僅實現了銅鎂合金接觸線的產業化生產,更是提升了產品性能。參考鐵道行業標準TB/T2809-2005《電氣化鐵道用銅及銅合金接觸線》可以發現,“上引連擠法”應用下,銅鎂合金接觸線性能明顯高出標準參數,并且超出國外同類產品質量,為鐵道行業技術指標修改提供了可靠的支持。由此可以看出,銅鎂合金接觸線研究非常必要。
4.3 高效率低能耗工裝模具
在連續擠壓技術銅桿直徑增加、銅桿合金化發展背景下,人們對工裝模具結構和材料加工提出了更高的要求,工裝模具的開發和研究能夠有效提升連續擠壓無氧銅桿的使用壽命,降低產品開發費用。
4.4 連擠連軋技術
連擠連扎技術是連續擠壓和軋制在線連接在一起的技術形式,該技術需要對設備實施必要的養護處理,整個操作過程工藝流程短暫、節能環保的特點。連擠連扎技術先對無氧銅桿進行連續擠壓,利用擠壓銅桿坯的熱量實現連續軋制處理。連擠連扎技術融合了上引連鑄技術、連續擠壓技術、軋制技術等優勢,在具體實施操作的時候具有含氧量低、高效節能的特點,同時銅桿坯內部組織會更加緊密,由此會改善連續擠壓銅桿坯橫向組織不均勻的問題。
5 結語
綜上所述,文章探究了連續擠壓無氧銅桿制造技術,其融合了無氧銅深度精煉技術、連續擠壓銅帶坯技術,該技術生產的銅桿坯質量穩定。公司使用結合熔煉工藝、連續擠壓無氧銅制造技術、軋制工藝及多模拉拔拉制工藝,在生產電氣化鐵路用接觸線方面取得了階段性的成果。
目前,傳統接觸線以純銅及銅銀合金接觸線為主,產品導電率較高但抗拉強度性能不足,較多應用于低速鐵路;銅鎂合金接觸線和銅錫合金接觸線等犧牲了導電率提高了抗拉強度。
在未來,企業可通過優化銅合金接觸線配比,結合優化生產工藝技術,進一步提高電氣化鐵路用接觸線的性能,積極推廣連續擠壓無氧銅桿技術的創新發展,旨在能夠為我國有色金屬工業,特別是電氣化鐵路用銅加工的持續發展做出更大的貢獻。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16