高溫合金焊接研究現狀及發展趨勢
2022-02-14 07:37:56劉武猛郭純吳隨松
金屬加工(熱加工) 2022年1期
劉武猛,郭純,吳隨松
1.安徽工程大學機械工程學院 安徽蕪湖 241000
2.安徽科技學院機械工程學院 安徽滁州 233100
1 序言
隨著科學發展,飛機生產對內燃機和噴氣發動機的升功率與耐用性有著越來越高的要求,因此用于內燃機和噴氣發動機的重要材料高溫合金獲得了快速發展。高溫合金可以在高溫的工況下承受復雜的機械應力,且可在嚴苛的工作環境下仍具備耐蝕、耐磨、抗蠕變性和抗疲勞等優良性能。
高溫合金的研發是由歐美國家率先展開的。在20世紀30年代,普通的金屬已經無法滿足飛機發動機研發改良的要求,因此英國、美國等開始研發早期的高溫合金。國內的高溫合金研發起步較晚。在高溫合金中占有重要地位的Inconel 718合金是美國在20世紀50年代研制的一種高性能高溫合金,因其具有的高抗拉、高屈服、高塑性、高持久強度以及優異的耐蝕和焊接加工特性,而被廣泛用于航空、航天、核能和發動機等領域。我國也于1968年開始逆向研發Inconel 718合金,并將其命名為GH4169合金。
目前,在粉末高溫合金領域,我國還處在研制第三代粉末高溫合金初期,而歐美等國已經研制出了第四代粉末高溫合金。2019年我國高溫合金產量為2.7萬t,而需求則達到了4.8萬t,尤其是用于航空航天領域的高溫合金,其產能嚴重不足,依賴進口程度高。
2 高溫合金的概況及分類
高溫合金的定義比較模糊,并沒有一個特別明確的定義,現在比較主流的高溫合金一般包括鐵基、鎳基和鈷基這三大類。
(1)鐵基高溫合金 以Fe為基體,加入少量Ni、Cr等合金來增強耐熱性和抗氧化性。
(2)鈷基高溫合金 以Co為基體,通過增加合金中的Cr、Ni等元素來實現耐熱性的提升。因Co元素的儲量與價格等方面因素,故鈷基高溫合金一般用于受復雜應力的高溫零件制造。
(3)鎳基高溫合金 以Ni為基體,其在高溫的穩定性上優于鐵基高溫合金;而在價格和儲量方面,Ni遠比Co適合大批量生產,因此鎳基高溫合金的使用較為普遍[1]。
根據材料成形方法,高溫合金可以分類為鑄造高溫合金、變形高溫合金和新型高溫合金。在目前生產實踐中,變形高溫合金占到了主體地位。變形高溫合金的最新進展為我國成功研發了φ1.2m的GH4698合金盤和φ0.8m的GH4742合金盤,成功擺脫了對進口的依賴,也滿足了我國大型艦船和燃氣輪機迫切的發展需要[2]。鑄造高溫合金具有更加穩定的結構,甚至能將其穩定工作溫度提升到1827℃。新型高溫合金解決了高溫合金偏析嚴重、成形困難等問題,主要包含普通粉末冶金和氧化物彌散強化高溫合金這兩大類。相較于前兩種方法成形的高溫合金,新型高溫合金適用范圍更加廣泛[3]。
3 高溫合金焊接的發展
3.1 焊接裂紋形成機理
因為高溫合金特殊的工作環境,所以焊接難點主要集中在對焊接裂紋的控制、焊接接頭強度和微觀組織的均勻度。
(1)凝固裂紋 由于凝固溫度區間內初生的發達枝晶互相勾連形成晶間的液體封閉,因而造成沿焊縫區的凝固晶界和凝固亞晶界開裂的裂紋稱為凝固裂紋。產生凝固裂紋的根本原因是常規高溫合金的導熱系數較低,液態高溫合金流動性差,因此焊接接頭往往具有較大的拘束應力,導致焊接接頭熱裂傾向較大。CHEN Shuangjian等[4]通過JMatPro 7 模擬計算獲得了同類合金不同成分的凝固溫度區間,并發現W含量與合金凝固溫度區間呈正相關。另外,界面活性原子如B、Si 等偏析于液相中,會降低固液界面能,減弱晶界結合力,降低焊縫塑性變形能力,使焊縫更容易產生裂紋。唐正柱等研究發現Nb元素在焊接熱影響下產生偏析并形成低熔點共晶相,降低晶界結合力,也是凝固裂紋產生的原因之一。
(2)液化裂紋 晶間連續或半連續的液膜在熱應力和機械應力的作用下開裂形成的裂紋稱為液化裂紋。產生液化裂紋的機理是焊縫的熱影響區(HAZ)晶間有液膜形成,會降低界面結合力,促使裂紋產生。張冬梅等[5]使用激光焊接儀器對718高溫合金進行焊接試驗,發現Nb、B等元素會增大液化裂紋敏感性,隨著焊接接頭所受焊接應力的增加,焊接接頭中產生的焊接裂紋的總長度增加,焊縫自身的拘束應力越大,液化裂紋越容易產生。此外,還發現液化裂紋產生的主要原因是熱影響區晶界上富 Nb 的碳化物相受焊接熱輸入影響而發生溶解以及部分組分液化。
(3)高溫失塑裂紋 沿晶開裂的細小顯微裂紋,通常發生在固相線以下的高溫低塑性溫度區間。學術界關于高溫失塑裂紋產生的機理還沒有統一的觀點,但是影響高溫失塑裂紋敏感性[6]的主要因素有:①焊接材料的元素及其含量,如P、S、Nb、Mn等。②采用的焊接以及焊后熱處理工藝。③晶界的曲折程度、晶粒的大小、晶界的滑移以及晶界與施加應變的適應性。
(4)應變時效裂紋,又稱再熱裂紋 這種裂紋產生的機理是焊接部件存在焊后殘余應力,當焊接部件處于熱環境下,殘余應力會得到釋放,殘余應力與熱處理過程中產生的時效應力相互疊加,合金塑性無法承受疊加產生的總應力時,晶界處會因應力的集中而發生沿晶開裂。基于其產生機理,這種裂紋通常在焊后熱處理或者高溫服役過程中的焊縫熱影響區晶界處。可通過細化合金晶粒尺寸、降低焊接時的熱輸入量、焊前預熱或焊后噴丸處理等方法進行防范[7]。
3.2 高溫合金的焊接工藝研究
(1)鎢極氬弧焊 鎢極氬弧焊簡稱TIG焊,它具有電弧穩定、無飛濺、焊接質量好和幾乎可以焊接所有合金及金屬等優點,此外還因其設備簡單,可以實現自動焊接,故應用十分廣泛。高溫合金鎢極氬弧焊的焊接研究方向主要集中在改善或添加某些焊接工藝,從而獲得性能更好的焊接接頭。
張曉鴻等[8]使用脈沖T I G 焊接方法,對Inconel690高溫合金進行焊接試驗,在對焊接工藝優化后發現峰值電流處于60~100A的區間內,Inconel690焊縫的晶粒相對較小,焊接峰值電流為50A和100A的焊縫晶相對比如圖1、圖2所示。通過不同焊接參數下的金相組織對比,發現在焊接過程中通過適當增大峰值電流、脈沖頻率、占空比,可以有效細化焊縫晶粒組織。
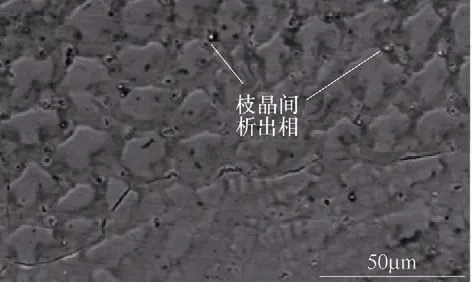
圖1 峰值電流50A 的焊縫晶相
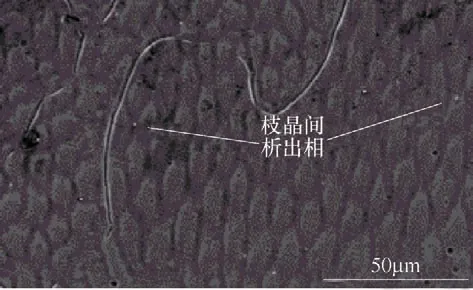
圖2 峰值電流100A 的焊縫晶相
王濤[9]通過對高溫合金Inconel601H進行試驗,探究脈沖TIG焊的工藝參數對焊縫的影響,并發現將參數控制在合理范圍內時,焊縫強度會隨著峰值電流、脈沖頻率及占空比的提高而提高,并且以上焊接參數的提高對焊縫區晶粒細化效果明顯。
國外學者GONZáLEZ等[10]使用預熱處理后的Inconel939高溫合金對TIG焊熱影響區的開裂進行研究,發現在合金進行焊前預熱處理后,會減少焊接過程中熱影響區液化裂紋的產生。
TIG焊自身也有部分缺點,如焊接速度慢,焊接熔深淺,容易出現咬邊、氣孔等缺陷,且熱影響區較大,以及在實際使用中還會增加液化裂紋產生的概率,因此TIG焊只適合普通用途的高溫合金焊接,而無法滿足航空航天方向關鍵構件的焊接。
(2)激光焊接 激光焊接是將高能量密度的激光束作為熱源進行焊接的一種高效精密焊接方法。激光焊接具有熱輸入集中,焊件熱影響區小,以及自動化控制精度高等優點,是航空航天領域最常使用的焊接技術之一。高溫合金使用激光焊,需要盡量減少熱輸入,因為熱輸入過大容易產生裂紋。對高溫合金進行激光焊,可以很好地解決高溫合金熔池流動性低的問題。對高溫合金的激光焊接研究主要是嘗試采用不同的焊接參數,來減少裂紋產生,并增加焊縫的強度。
孫文君等[11]使用激光焊分別對傳統軋制態(R)GH4196板材和SLM增材制造(3D)GH4196板材進行焊接,相同熱輸入條件下獲得成形良好的不同材料狀態的GH4196激光焊接頭,焊縫均無裂紋和氣孔等嚴重影響焊接質量的缺陷。焊縫因母材的材料狀態不同,強度也不相同,熔合區平均顯微硬度依次是3D/3D GH4196為274HV,R/R GH4196為261HV,R/3D GH4196為250HV。
因為G T D-111鎳基高溫合金的焊接性不良,易產生裂紋,所以ZHANG Guiju等[12]選用250W的Nd:YAG激光器焊接GTD-111鎳基合金板,研究了不同的焊前、焊后熱處理對熔析、凝固和應變時效裂紋的影響。經過試驗發現,焊前固溶熱處理(1120℃)可以使鎳-鋯金屬間化合物和富鉻-鉬硼化物完全溶解,且母材金屬硬度的增加也會引起凝固和熔化裂紋長度的增加。
(3)電子束焊 電子束焊(Electron Beam Welding)是指真空或大氣狀態下對焊件使用加速和聚焦的電子束轟擊焊接區域完成焊接的方法。電子束焊具有能量密度高、深寬比大、焊縫熱影響區小、焊接殘余變形小和在真空環境下焊縫純凈等優點,主要在航空航天等高端制造領域應用廣泛。電子束焊接的熱沖擊雖會增加熱裂紋的產生,但是采用焊前熱處理可以減少熱裂紋產生。常見的電子束焊接設備結構如圖3所示。
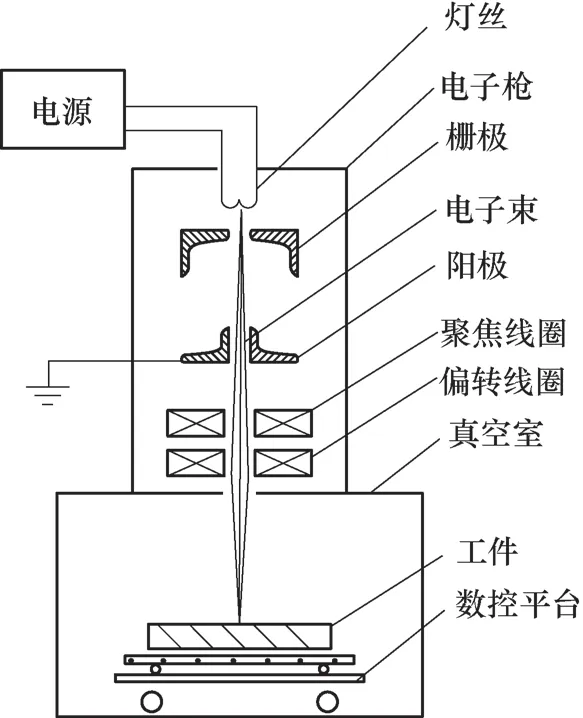
圖3 電子束焊接設備結構
章晨楊等[13]使用電子束焊接工藝對6mm厚的GH4169合金進行了焊接參數對焊縫成形及微觀組織影響的試驗。經過試驗得出,熔深和深寬比與電子束流的大小呈正相關,加入掃描波形易導致焊縫背面未焊透,接頭橫截面中下部出現彎曲現象,呈不對稱性。試驗數據表明,當電弧電壓為60kV、聚焦電流為504mA、工作距離為275mm、焊接速度為900mm/min、束流為29mA時,可獲得成形最優的焊縫,成形美觀,無明顯缺陷,接頭橫截面呈上寬下窄的釘形。各試驗數據下的接頭硬度皆高于母材,焊縫區硬度皆低于母材。加入電子束的掃描波形不能有效提高焊縫硬度。而熱處理不但可以提升接頭硬度,還可以顯著增加抗拉強度和伸長率。
HAN Ke等[14]使用電子束焊接工藝對K465合金進行焊接試驗,探究焊接裂紋組織、裂紋特征和焊接性,發現Ti、Nb、Al元素在枝晶間偏析,導致在焊接凝固的最后階段于晶界和枝晶間形成液膜,從而造成液化裂紋。另外,還發現了液化裂紋是由于γ’、MC、初(γ+γ’)共晶相、富Cr 硼化物的成分液化所致。
電子束焊接雖然有諸多優點,但是在焊接時局限性也很明顯。因為焊接時需要真空環境,且抽真空的時間較長,并受限于真空室的大小,所以過大的工件無法使用電子束焊接。在生產中電子束焊主要焊接要求高質量的零件,大批量的焊接不適合用電子束焊接。
(4)釬焊 釬焊是用低于焊件熔點的釬料與焊件同時加熱到釬料熔化溫度后(熱源可以是化學反應熱,也可以是間接熱能),利用液態釬料填充固態工件的縫隙使金屬連接的焊接方法。業內學者對于釬焊的研究少于常見焊接方式,主要研究方向是探究焊接成形良好的焊接參數。
閭川陽等[15]使用BNi71CrSi釬料對鎳基Hastelloy N高溫合金實現了高質量真空釬焊連接。試驗針對1120~1240℃和保溫1~50 min條件下的BNi71CrSi釬料與典型Hastelloy N鎳基高溫合金的焊接接頭成分進行研究。研究結果顯示,在釬焊溫度1240℃、保溫10min條件下,所獲得的接頭抗剪強度最高,為643.3 MPa。
李思思等[16]介紹了4種釬焊K465高溫合金技術在發動機渦輪葉片修復中的應用,闡述了各種釬焊技術在實際發動機渦輪葉片修復應用中的優缺點對比,介紹了各種釬焊技術在面對不同發動機渦輪葉片修復應用情況下的使用方法與參數。
(5)摩擦焊 摩擦焊是工件在壓力作用下以接觸面的相對摩擦產生的熱量為熱源,使待焊面產生塑性變形而完成焊接的方法。摩擦焊的熱量集中在接合面處,具有熱影響區窄、焊接接頭質量較好和不容易產生熱裂紋等優點[17]。國內外學者對高溫合金摩擦焊的研究主要集中在焊接參數的優化上,對機理研究相對較少。
金峰等[18]使用φ25mm的GH4169實心合金棒進行摩擦焊試驗,探究飛邊與轉速的關系。試驗表明,轉速低于800r/m in時,飛邊呈光滑形貌;轉速介于800~1500r/min時,飛邊出現弧紋;轉速≥1500r/min時,飛邊顯著開裂。
VISHWAKARMA等[19]通過對Allvac718 Plus合金進行線性摩擦焊試驗,發現焊縫區域由細小的重結晶晶粒組成,與常規熔焊工藝的焊縫不同。由于焊接過程中施加的壓應力抑制了裂紋的產生和擴展,所以也不會導致熱影響區產生液化裂紋。
CHEEPU Muralimohan等[20]研究了攪拌摩擦焊的轉速對焊接頭性能及微觀組織形貌的影響。通過控制其他焊接參數不變,選擇不同的轉速來對inconel718合金進行焊接。結果表明,攪拌摩擦的熔核區出現晶粒細化和沉淀,并且攪拌摩擦焊的攪拌頭旋轉速度越高,熔核區硬度值也越高。
4 高溫合金焊接技術未來發展趨勢
高溫合金優良的綜合性能決定了其應用前景廣闊,各種焊接技術的發展也使得高溫合金可以應用在越來越復雜的環境下。更成熟的高溫合金焊接技術可以使高溫合金用在坦克制造、渦輪扇葉焊接以及尖端戰斗機發動機制造方面[5,6]。因此,對高溫合金焊接加工的研究,依舊是應用科學研究的重要方面。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
