AGV在汽車工廠焊裝線中的應用探索
2022-02-14 07:37:56王夢甜李吉翔
金屬加工(熱加工) 2022年1期
關鍵詞:設備
王夢甜,李吉翔
1.機械工業第九設計研究院股份有限公司 吉林長春 130011
2.一汽解放汽車有限公司 吉林長春 130011
1 序言
AGV全稱自動引導小車(Automatic Guided Vehicle),它是在計算機的控制下,經磁或激光燈導向裝置引導并沿程序設定路徑運行完成作業的無人駕駛自動小車。作為20世紀50年代發展起來的智能化運載設備,AGV在90年代就已經在歐美、日本等發達國家被大規模使用[1]。近年來,隨著國內機械化設備供應商能力的逐步提升與技術的不斷進步,AGV制造成本不斷降低,同時我國制造業人力成本不斷上升、勞動力出現短缺現象,這些因素共同推動了AGV的應用普及和功能拓展。
2 焊裝線工序間輸送形式
近年來,AGV在汽車工廠焊裝車間逐步得到應用。除作為常規的物流運載設備外,AGV還可以作為工序間輸送設備,輸送總成及分總成工件到下一序工位,用以取代人工運送、機器人+七軸、BUFFER、滑橇輸送機及EMS等輸送形式。下面對上述幾種輸送形式在焊裝車間的應用進行簡單介紹與比較。
2.1 輸送形式
(1)人工運送 主要有兩種方式,即工人直接推料箱和工人操作叉車舉升料箱完成工序間總成及分總成的輸送。在這種輸送形式中,需要有料箱作為承載物,相當于在料箱中緩存一定量的工件,滿箱運送效率更高。叉車作為起重運輸機械,不僅可以運輸,還可以舉升料箱,這個功能在一些工藝規劃中十分必要,這時使用叉車可減少相應的舉升設備。目前,大多數主機廠選擇租賃叉車,不用考慮叉車的存儲、保養和維修,按生產需要可以靈活調整叉車臺數,機動性強。但人工運送這種輸送形式只能在地面上使用,送件及返回路徑可以根據需要變更。工件種類的多少只會影響料箱的形式和多少。當生產線發生變化時,這種輸送形式改造量很小,費用低。
(2)機器人+七軸 機器人配合七軸在一次動作中可以完成工件抓取、運輸和放置3個動作。考慮到安全性,機器人+七軸必須放置到圍欄內或考慮其他安全措施(見圖1)。由于其結構特點,這種輸送形式一般不能距離過長,因此常用在同一自動線內的上下序工位傳輸或兩個距離相近的自動站間。根據抓手的結構形式,每次只能運送一兩個工件,不能緩存工件。同時,考慮到安全性及結構件成本,這種形式基本都在地面上使用,送件及返回路徑完全一致。其可以和自動線體的控制系統互聯,自動化程度高。即使機器人的抓手可柔性化設計,一種抓手能抓舉的工件種類也很有限,因此種類增加時通常都要伴隨著抓手的更新。
圖1 機器人+七軸
(3)BUFFER BUFFER為鏈式帶輸送系統,采用雙層循環3倍差速鏈線為主體輸送。一層為工件輸送,另一層為空工裝返回(見圖2)[2]。根據工件的形狀,確定輸送時工件是被托舉還是吊掛,從而選擇利用上層輸送或是下層輸送,那么相應的另一層為返回層。BUFFER可以根據需要布置在地面或空中。這種輸送形式可以緩存工件,具體的數量根據工藝需要決定。其可以和自動線體的控制系統互聯,自動化程度高。通過更新帶上的工裝可實現運輸不同的總成件和分總成件。當生產線發生變化時,原來的BUFFER是否能繼續使用,需要重新評估。此外,其維護方便,故障率低。

圖2 BUFFER
(4)滑橇輸送機 滑橇輸送機是由多種標準單元模塊組合成的復雜的組合式輸送系統,其輸送物件的橇體依靠托滾或鏈條的摩擦力實現前進、后退、平移、舉升、積放和旋轉等多種功能(見圖3)[3]。滑橇輸送機可以根據需要布置在地面和空中。需要單獨考慮空橇返回路徑,對輸送距離沒有限制。輸送的速度快,每一個輥床可以單獨控制。這種形式可以緩存工件,具體的數量根據工藝需要設計。其可以和自動線體的控制系統互聯,自動化程度高。當車型發生改變時,更換或調整滑橇體就可以繼續工作。維護方便,故障率低。如果對節拍要求高且車型較多,則采用滑橇輸送機比較合適。

圖3 滑橇輸送機
(5)EMS 空中自行小車輸送線,主要由自行小車、環鏈葫蘆、道岔、升降站及電控系統組成。軌道、道岔等采用積木式設計,可滿足不同路線布局及功能要求(見圖4)[4,5]。由于其結構形式的特點,故EMS只能布置在空中,在空中完成對工件的緩存,具體的數量可以根據工藝需要設計。需要考慮空橇返回路徑,輸送距離沒有限制。其可以和自動線體的控制系統互聯,自動化程度高。通過更換吊具,即可完成對不同車型的適應性。維護方便,故障率低。

圖4 EMS
(6)AGV AGV采用伺服驅動(見圖5)[6],只能布置在地面,在小車上完成對工件的緩存,具體的數量可以根據工藝需要設計。在地面需要考慮返回路徑,輸送距離沒有限制。其可以和自動線體的控制系統互聯,自動化程度高。AGV的調度主機使其具有很強的智能化,具有最優路徑規劃、交通自行管制等功能。AGV維護難,故障率高。

圖5 AGV
2.2 輸送形式比較
根據上述工序間輸送形式的描述,對工序間輸送性能進行對比,得到的結論見表1。
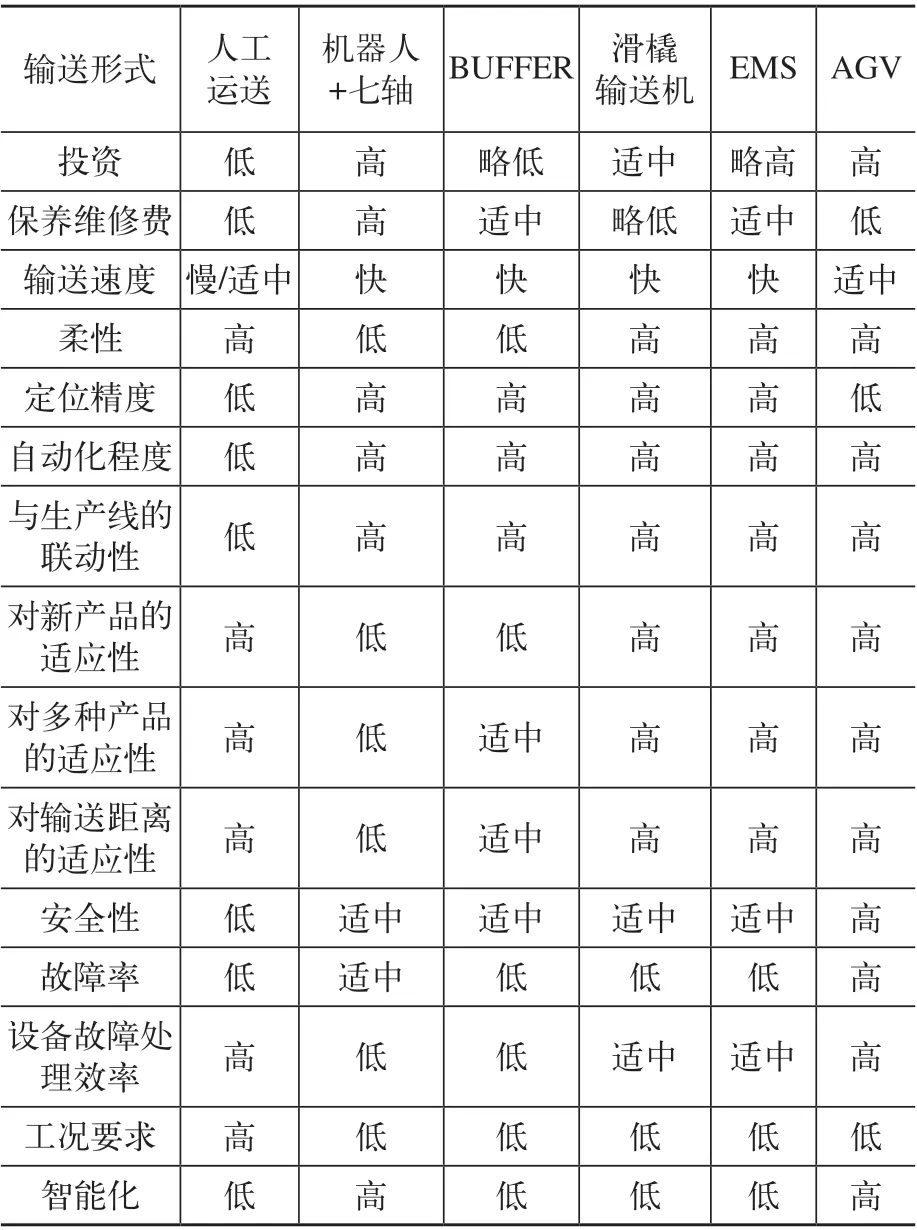
表1 工序間輸送性能對比
3 AGV具體應用形式
AGV在焊裝車間作為工序間輸送有以下3種方式:①AGV托夾具進自動站完成相應焊裝工作,此時AGV可以根據產品的生產工序,依次托夾具進點焊自動站、螺柱焊自動站及弧焊自動站等,直至逐步完成所需的工序(見圖6)。②AGV替代調整線的板式帶或滑橇輸送機線,此時AGV可以加上腳踏板等考慮人機工程的裝置,加強工藝的可實現性(見圖7)。③AGV將側圍總成和頂蓋總成送至主焊線,將車門總成運送至調整線等(見圖8)。這種情況下AGV裝載著分總成的料箱,執行調度中心指令,將分總成運送到指定位置,在此過程中料箱與AGV可脫離也可不脫離。在上述3種方式中,AGV小車均具有自己獨特的應用特點。下文以第一種方式為例,具體分析AGV的應用前提、特點和可行性。
圖6 AGV托夾具進自動站

圖7 AGV應用于調整線

圖8 AGV 運送車門總成
4 AGV具體應用前提
AGV托夾具進自動站,在自動站中要完成點焊、涂膠、螺柱焊和在線檢測等工作任務,此情況下使用AGV有一些需要注意的前提。
1)規劃好向夾具上放置工件的具體形式、相應面積、上件區的物流路徑。由于一般夾具的重量>1t,所以只能使用背馱式和牽引式的AGV。兩種形式夾具的上表面高度不同,若利用人工上件,需要根據具體情況考慮增加相應設置實現可操作性。若產能較大,需要將料箱按需分散布置,縮短上件時間,以滿足后續生產節拍的要求。這樣布置料箱必然需要較大的上件區面積。
2)規劃合理的配套夾具的存儲和更換形式。若AGV和夾具為一對一,考慮到小車的投資,應優化BASE板上夾具的布置,提高夾具的柔性,減少夾具的數量。若AGV和夾具為一對多,則需綜合考慮夾具的存儲形式、夾具的區域及更換夾具手段等因素,給出最優綜合方案。可以通過夾具的立體存放來解決存儲區面積不足的問題。
3)AGV進自動站后的二次定位。目前,AGV自身的定位精度尚無法達到焊裝自動線工序銜接的精度水平,需要通過對夾具進行二次定位。例如:通過在進入自動下線后對夾具進行舉升,放置到帶有定位銷的固定支架上,來達到定位精度要求。AGV可以自帶舉升設備,也可以將舉升設備設置在自動線內。
4)目前,常用的是按照完成某一總成或分總成的全部工藝在車間內進行分區(手動區和自動工作站)。自動站在小批量生產時,根據生產節拍,其中各工序間不能形成流水線模式,各工序設備會出現等待現象。采用AGV托夾具這種輸送形式進入自動站時,考慮到布置空間和設備利用率,每個自動站建議只布置一種功能的設備(例如:此自動站僅完成涂膠、點焊或螺柱焊等一項功能),這種布置形式并配合調度主機的協調可使自動站設備的利用率達到90%以上。而設備的種類越多,自動站做的規模會越大,單臺設備的利用率則隨之降低。
5)由于AGV相對故障率較高,因此在規劃時應充分考慮AGV的故障維修方案,杜絕串聯布線。當選定某家的AGV后,根據其故障率和維修時長的經驗值,備好備用小車,現場出現有故障的小車及時替換,保證不影響生產節拍。
6)AGV是利用電池驅動設備,在儲存時注意庫房溫度(18~30℃),延長電池壽命。
在充分考慮并滿足了上述前提后,可以看到AGV托夾具進自動站的方案是可以實施的,尤其適合應用在小批量、多產品的生產模式下。這種方案只是AGV作為焊裝線中輸送的一種,可以推斷其他方案在經過充分的考慮和規劃后,也都可以在實際生產中應用。
5 AGV的特點
(1)節省人力 AGV作為一種智能化的運載工具,運行過程中無需人員操作,節省人工成本,在人工成本日益增加的現狀下,此優勢會越來越明顯。提高自動化率,降低錯誤率,提高生產效率。
(2)設備本身故障處理迅速 當某臺AGV出現問題時,可以通過替換備用小車,迅速恢復生產。替換過程僅為夾具的轉移過程,方便快捷。
(3)柔性強 其行走路徑可以根據需要隨意調整,具有很強的靈活性,適應柔性生產線,減少后期因工藝更新而產生的投資。只需在主機處重新設置路徑,無需對AGV小車本體進行任何改造,就可以完成全部的改造工作
(4)更為智能 AGV可以通過調度管理中心進行最優路徑規劃、交通自行管制,調度主機利用網絡與MES/ADON系統相連,使本班次生產計劃與整個生產計劃相協調,并根據需要備份所需歷史數據。若因為生產計劃臨時改變或某個工序間工件出現質量問題需要離線處理時,則其他系統內AGV均不受影響。只需要調度主機重新計算路徑,便可以得到新的合理路徑方案。
(5)產品易升級 在對A G V系統進行升級時,通常情況下僅需要對主機進行升級即可,升級過程時間短、花費的人力少、便捷。
(6)可塑性較高 可以對AGV進行并不復雜的機械改造,使其可以完成一些附帶的功能,例如:帶舉升功能,從而使工藝流程完成得更為順暢。
(7)展示性強 目前,AGV作為制造業熱門的輸送設備,安全性又是AGV的突出優勢,因此很合適在可參觀車間應用。參觀人員可以近距離觀察AGV的行進過程,增加被參觀車間的可參觀性。
(8)投資高 AGV在中國發展較晚,配套廠家有限,應用時成本高。但伴隨這種設備應用的進一步普及,由需求帶動市場,配套廠家必然會不斷增多,產品價格會逐步降低。
(9)設備故障率高 由于技術尚不成熟,所以目前國產AGV故障率較高,且維修時間相對較長。這樣迫使為了保證生產線節拍,盡量采用下線維修方式。若用備用AGV直接替換故障設備,則需要考慮更多的備用AGV,從而增加了投資。
(10)定位精度低 AGV定位精度低,在與自動線配合使用時,需要通過二次定位或配套自動線增加視覺設備才能實現工件的轉接,但此過程必然增加操作時間并增加了相應設備的投資。
6 結束語
綜上所述,可以看到AGV作為焊裝線輸送設備的方案是切實可行的,在利用其特點且注重其應用的前提下,利用其優點,規避其不足,結合焊裝車間實際情況進一步開發和優化AGV,會使其在焊裝車間會有更大的發展。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
