軌道交通車軸噴鉬技術攻關
2022-02-14 07:37:56邱永紅姜宇飛李烊劉科鑫
金屬加工(熱加工) 2022年1期
邱永紅,姜宇飛,李烊,劉科鑫
株洲九方裝備股份有限公司 湖南株洲 412001
1 序言
車軸作為轉向架重要構成部分,是列車行車安全的重要保障。車軸噴鉬作為車軸質量保證的重要特殊工序,其作用是增加車軸輪座部位表面強度,防止表面磨損帶來的車軸裂損問題。另外,噴涂可靠性是確保產品質量,保證行車安全的重要條件。
2 線材火焰噴涂基本原理
線材火焰噴涂是采用氧乙炔燃燒火焰作為熱源,噴涂材料為鉬絲線材的熱噴涂方法。對鉬絲的加熱和霧化是借助火焰噴槍進行的,如圖1、圖2所示[1,2]。噴槍通過虹吸頭分別引入乙炔、氧氣和壓縮空氣,乙炔和氧氣混合后在噴嘴出口處產生火焰,溫度可達3100℃。送絲輪帶動鉬絲連續地通過噴嘴中心送入火焰,在火焰中受熱熔化,壓縮空氣經空氣帽形成的高速氣流,焰流速度為150~250m/s(與噴嘴結構、氣流參數等因素有關),熔化的鉬滴在焰流中可被加速到100~130m/s。熔化的鉬絲霧化成細微的顆粒,在火焰和高速氣流的推動下,熔融顆粒噴射到經過預處理的車軸輪座表面形成鉬涂層。
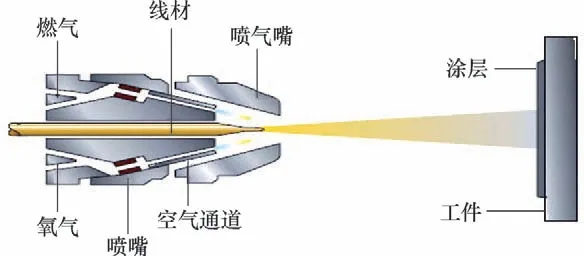
圖1 線材火焰噴涂原理

圖2 線材火焰噴涂現場
3 前期調研
我公司于2008年開始引進德國火焰絲材軌道交通車軸輪座噴鉬加工技術。由于目前國內還沒有鐵路車軸輪座部位的噴鉬處理相關標準,所以主要參照德國BN 918 260《車軸輪座部位的噴鉬處理》鐵路標準進行加工,其主要技術指標有:為防止裂紋,要求噴涂厚度不允許超過0.5mm,加工后成品鉬層厚度要求在0.15~0.35mm內;黏附剪切強度在與車軸等同條件下噴制3個試棒、9個剪切環,其黏附剪切強度平均值必須≥40MPa,且不允許任何一個值低于30MPa;鉬層加工后表面粗糙度值(Ra)最大為3.2μm。
經過多年的經驗積累,我公司噴鉬技術已日益成熟,試棒黏附剪切強度平均值達到了60~90MPa,9個剪切環中的最低黏附剪切強度≥40MPa,完全滿足標準要求,年噴鉬車軸達7000余件。但我公司僅負責噴鉬單工序加工,噴鉬前與噴鉬后均由不同供應商、用戶負責,而噴鉬車軸最終成品加工合格率與前、后工序均有關聯,因此在最終用戶輪座磨削加工后合格率一直穩定在96%~97%。鉬層不合格車軸原因,主要是車軸產品在加工過程中出現鉬層脫落、鉬層缺陷后的返工現象。其中輪座部位兩頭鉬層脫落占主要部分,尤其是城軌類機車車軸。本文主要針對城軌類機車車軸輪座部位噴鉬后加工過程中出現的兩頭鉬層脫落問題,與前工序供應商及后工序中車株洲電力機車有限公司技術人員一起進行分析,并提出改進措施。
軌道交通車軸輪座噴鉬加工基本工藝路線:車軸半精車(供應商加工)→噴鉬(我公司加工)→輪座兩頭圓弧車削(用戶加工)→輪座兩頭圓弧滾壓(用戶加工)→輪座鉬層外圓磨削(用戶加工)。經反饋,鉬層脫落基本發生在輪座端部鉬層外圓磨削過程中,脫落情況如圖3所示。
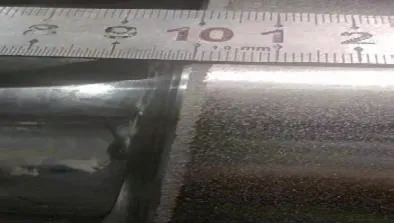
圖3 輪座端部鉬層脫落
經過對磨削工序過程進行現場跟蹤和分析未發現存在問題,而對車削鉬層圓弧與滾壓圓弧兩道工序的跟蹤分析,認為主要存在以下3方面問題:①噴鉬過程中車軸輪座兩頭圓弧部位因防護不當,兩頭圓弧均噴涂了鉬層,因此在后續圓弧去除鉬層的車削過程容易將輪座兩端鉬層連帶起來。②噴鉬前由于車軸輪座兩頭因外形突變,故造成噴鉬結合力差。③車削后的車軸輪座兩頭圓弧在滾壓加工過程中,如果滾輪滾壓到鉬層則容易將兩頭鉬層帶起。
4 技術攻關
針對上述問題,我們從以下幾方面進行攻關并改進。
4.1 更改車軸輪座兩端圓弧倒角
城軌車軸成品輪座兩頭部位的設計要求是R1m m圓弧倒角過渡,以往均在噴鉬前車軸輪座兩頭半精車時也是按R1m m圓弧過渡,如圖4所示。但圓弧過渡尺寸較小,會導致以下3個問題:①噴砂時角度處表面噴砂質量無法保證。②噴鉬方向與車軸表面的突變降低了鉬層結合力。③后續圓弧車削時容易將端部鉬層帶起。
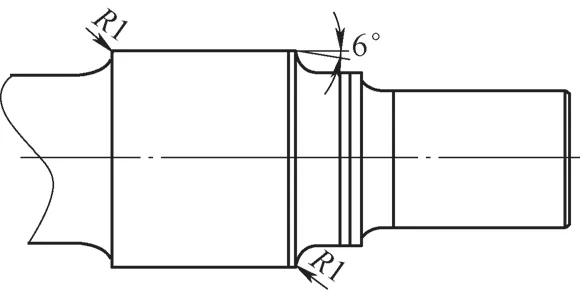
圖4 噴鉬前的原車軸
端部脫鉬問題在個別新車型輪座兩端尺寸變化大的車軸上表現得特別突出,當時該車型將近20%的產品出現了端部脫鉬現象。后續經過工藝調整,將噴鉬前半精車R1mm圓弧過渡更改成R2mm圓弧過渡(見圖5),在后續車削時再將R2mm圓弧過渡車削成R1mm圓弧過渡。同時,對同類型車軸也進行了相同的工藝優化。

圖5 噴鉬前優化后的車軸
4.2 優化噴砂工藝
(1)車軸噴砂表面粗糙度 因為操作者的傳統觀念認為表面粗糙度值越高,涂層結合強度也越高,所以車軸噴砂表面粗糙度值都超過了12.5μm,甚至達到了25μm以上。此外,操作過程也一直采用目測法判別噴砂后表面粗糙度,且操作者對于表面粗糙度理解也各有差別,導致這一工藝參數無法準確檢測與判斷,因此我公司就該情況展開了相關技術攻關。
查閱相關資料表明,噴砂預處理表面粗糙度值與結合強度更接近于拋物線函數關系,在一定范圍內,結合強度隨著表面粗糙度值變大而提升,然而達到峰值后結合強度反而隨著表面粗糙度值變大而下降。線材火焰噴涂中,噴砂表面粗糙度值與涂層結合強度關系函數如圖6所示[3,4]。
由圖6可知,結合強度在表面粗糙度值約為10μm時達到最大,因此決定從改善噴砂表面粗糙度這一方向開始進行改進。對工藝標準進行重新修訂,規定車軸噴砂表面粗糙度值為6.3~12.5μm。
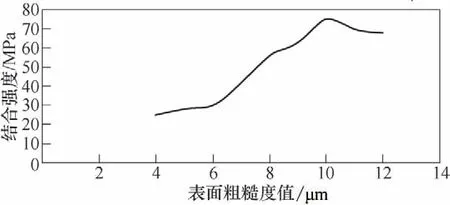
圖6 噴砂表面粗糙度值與涂層結合強度關系函數
表面噴砂規定用白口鑄鐵砂,幾年前采用的是G16型鑄鐵砂,噴砂后表面粗糙度值嚴重超標,脫鉬現象也更嚴重。后來采用G18型鑄鐵砂,但在噴砂后僅用樣板檢測方式進行過抽樣比對(見圖7)。本次我們通過粗糙度儀檢測(見圖8)后發現用G18型鑄鐵砂噴砂后表面粗糙度值約為25μm,因此本次在工藝上鑄鐵砂選用由原先G18型改成了G25型,同時對噴砂用氣壓及噴砂次數都進行了規定,基本保障了車軸噴砂表面粗糙度值為6.3~12.5μm。

圖7 表面粗糙度樣板檢測
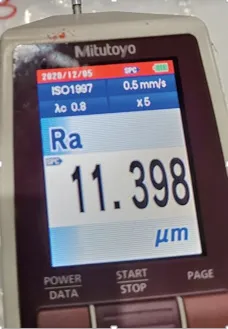
圖8 表面粗糙度儀檢測
(2)車軸噴砂角度 通過查閱相關資料和工藝驗證,噴砂角度同樣會對表面粗糙度有直接影響。查看不同噴涂角度金相組織發現,噴砂角度為50°~70°時,車軸基材表面出現了“錨狀”結構;噴砂角度為90°時,車軸基材表面的凹坑較陡峭,并且表現出“對稱”的特征(見圖9)[5]。而表面“錨狀”結構更有利于增加車軸鉬層結合力。
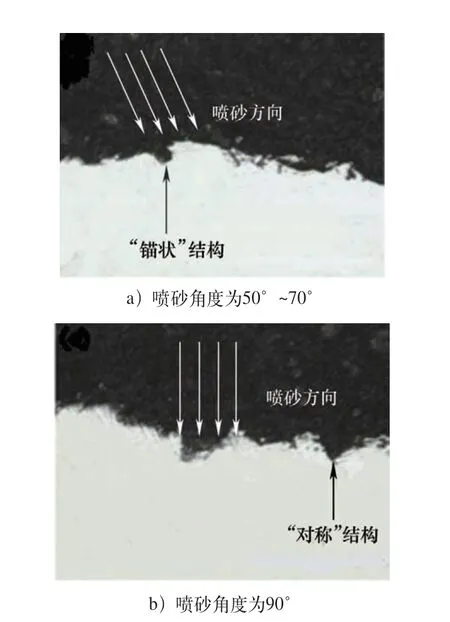
圖9 不同噴砂角度的基體截面形貌
針對上述情況,決定將噴砂工藝角度從原有90°垂直噴砂改為兩頭45°~65°,中間變換方向(見圖10),且噴射速度需慢速均勻。
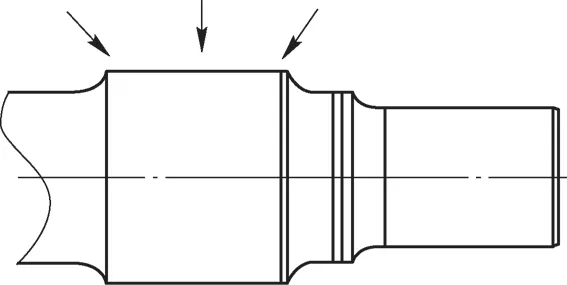
圖10 噴砂方向示意
通過改變噴砂角度的方法,使得車軸輪座表面在噴砂后形成“錨狀”結構[6],且車軸兩頭噴砂方向與圓弧切削方向相同,改善了因切削圓弧鉬層時將軸身鉬層連帶起來的情況,尤其是與車輪壓入方向一致,更有利于防止車輪壓裝時鉬層脫落。同時經噴鉬試棒驗證,在其他同等條件下,當噴砂角度與剪壓方向一致時,剪切強度也會相應提高,這樣可重點保證兩頭端部鉬層的結合力。
(3)車軸噴砂后表面清理 噴砂后的車軸基體表面已是預處理完畢的表面,按照熱噴涂技術要求,其表面應保持干凈整潔,保證噴涂時熔融顆粒與基體表面微觀凹坑擁有足夠的結合強度。而仔細觀察后發現,已噴砂車軸表面沾有細小顆粒和灰塵。
經分析研究,細小顆粒和灰塵的成分是與白口鑄鐵砂一致的馬氏體組織及車軸噴熔物(見圖11),是由細小鑄鐵砂經高壓打擊后部分鐵砂碎裂成更加細小的顆粒與粉塵。由于噴砂后表面微觀顯示由細小凹坑組成,所以造成碎裂后細小的顆粒和粉塵鑲嵌在噴砂后車軸表面凹坑內而形成。經工藝驗證,操作者在噴砂完畢后,先使用細小鋼絲刷將車軸表面大顆粒殘留物清理干凈,然后使用壓縮空氣,仔細緩慢地清理車軸噴砂表面,基本能清除干凈車軸表面沾有的細小顆粒和灰塵,滿足車軸表面噴鉬對清潔度的要求。
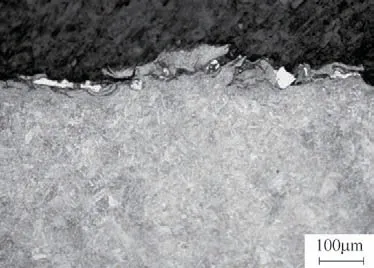
圖11 已噴砂車軸表面實物金相組織
(4)車軸噴鉬后保溫處理 車軸噴鉬完成后,因輪座表面經過火焰噴涂后溫度遠高于室溫,故需對噴鉬部位進行保溫棉包裹保溫處理。但兩頭因軸徑尺寸變化大,輪座端部及圓弧處與保溫棉形成空隙,導致車軸輪座端部降溫過程中存在較大溫差,故易使輪座端部及相連的鉬層產生內應力及微裂紋,降低了輪座端部及相連鉬層的結合力,在后續車削加工和滾壓過程中容易導致鉬層起裂及脫落風險。
因此,合理的保溫處理,能夠減緩車軸的降溫速度和溫差,防止內應力影響涂層結合強度。為解決該問題,待車軸噴鉬完成后,馬上使用保溫棉對車軸輪座部位進行保溫,并使用扎帶扎緊兩頭,從而保證保溫效果(見圖12)。

圖12 車軸輪座噴鉬后保溫
(5)車軸鉬層過渡圓弧的車削、滾壓 車軸輪座部位噴鉬后,對輪座兩頭圓弧進行的車削、滾壓加工過程是引起端部脫鉬的直接原因。原車削方式從輪座兩端未噴鉬處分層車削,將圓弧處鉬層車掉后在端部按成品圖加工R1mm倒角,導致車削力方向與輪座端部表面鉬層夾角大,存在端部鉬層起裂、脫落風險;同時因端部鉬層較厚,車削后在過渡圓弧處滾壓拋光時,也存在引起鉬層崩裂、脫落的風險(見圖13)。

圖13 車削、滾壓后出現鉬層崩裂
針對上述問題,采取了車軸輪座端部增大倒角并車削端部外徑鉬層導向角的方式處理,具體措施:①根據車軸磨削最終尺寸確定R1mm倒角起始位置,但按大于R1mm倒角圓弧進行車削,確保車軸磨削完成后倒角長度符合R1mm長度要求。②倒角車削到位后繼續按6°車削倒角。通過該方式處理后,減少了車削方向與端部鉬層的夾角,同時也減薄了端部鉬層厚度,有效地改善了切削與滾壓加工導致的端部脫鉬問題。經計算和驗證,目前我公司采取按R2mm車削倒圓角接6°倒角方式,基本能滿足要求,車削后效果如圖14所示。采用該方式效果是否明顯的關鍵點在于R2mm倒角的起始點控制,最直接的判定結果是需確保R2mm倒角有≥0.3mm長的光軸長度,防止滾壓圓弧時滾壓到鉬層將鉬層壓裂。

圖14 改進后的車削效果
5 結束語
1)將噴鉬前車軸輪座兩端與圓弧半徑R1mm增大為R2mm,使倒角處鉬層黏附變得較平緩,增加鉬層結合力。
2)改用G25白口鑄鐵砂后保障噴砂表面粗糙度值為8~12μm;改變輪座兩端部噴砂角度,形成有利于后續車削鉬層的“錨狀”噴砂表面;噴砂后用鋼絲刷清理,增加高壓純凈空氣以去除殘留在噴砂表面凹坑內的細小砂粒,從而增加輪座部位端部的鉬層結合力。
3)車軸噴鉬后及時進行保溫處理,通過扎緊兩頭保溫棉,防止輪座端部鉬層與本體因通風冷卻不均勻和過快導致鉬層與本體間形成內應力,甚至微裂紋,從而影響后續鉬層加工。
4)通過增大圓弧半徑并接6°倒角后延長車削長度,減少了車削鉬層垂直分力,使鉬層不容易被帶起,同時防止后續滾壓時滾輪壓到厚鉬層時將鉬層壓裂。
通過我公司、供應商及用戶三方技術人員共同努力,在上述改進措施落實后,經過近一年車軸噴鉬加工統計,基本解決了車軸噴鉬輪座部位兩頭脫鉬現象。在同等條件下對試棒進行多次噴鉬驗證,鉬層黏附剪切強度均完全滿足技術要求,有效地提高了車軸噴鉬質量和穩定性。目前,改進技術已廣泛應用于各型車軸輪座噴鉬加工,該項目也獲得了2020年度公司科技創新二等獎,同時也編制了公司企業標準“軌道交通車軸輪座噴鉬技術條件”。
車軸噴鉬屬于特殊工序,加工工序復雜,影響車軸噴鉬質量除上述因素外,還有噴鉬用空氣質量和壓力、氧氣和乙炔流量、流量比、壓力大小、鉬絲粗細、送絲速度、車軸轉速及噴鉬移動速度等眾多因素。這里僅對當前有重大改進的部分項點進行了闡述,經過這次的技術攻關,為今后技術提升、工藝分析積累了豐富和寶貴的經驗。
