10mm厚Q1100E板材焊接性分析及試驗研究
2022-02-14 07:37:56易忠奇程浩軒邱福祥
金屬加工(熱加工) 2022年1期
易忠奇,程浩軒,邱福祥
1.湖南機電職業技術學院 湖南長沙 410151
2.湖南華菱湘潭鋼鐵有限公司 湖南湘潭 411101
1 序言
低合金高強度結構鋼通常是指抗拉強度在500~1200MPa(屈服強度>350MPa),并考慮焊接性而生產制造的鋼材,抗拉強度在1200MPa以上的稱為超高強鋼[1]。
隨著工程機械構件大型化、大跨度化和輕量化制造的需求不斷增強,使用的高強鋼板強度級別也在不斷提高,為此對材料的規格和使用性能提出了更加苛刻的要求[2]。鋼材的焊接性在使用不同焊接方法焊接時會顯現出一定的差異,在工程機械產品構件焊接中,因焊條電弧焊、氬弧焊的生產效率較低,埋弧焊的焊接位置受限而應用較少。因此,工程機械結構件產品焊接大都采用效率高、質量好、操作方便的CO2氣體保護焊。
當前,屈服強度1100MPa級的高強鋼已有寶鋼、湘鋼等部分鋼廠可以生產,在部分企業已有試用。由于1100MPa級的高強鋼屬于特殊優質合金鋼,在冶煉中添加了多種合金元素成分,因此碳當量(Ceq)較高、冷裂傾向比較大、焊接工藝性較差,其焊接工藝與低級別(Q960以下)的高強鋼有較大不同。為研究Q1100E焊接性能,結合材料的成分與組織,對厚度10mm的Q1100E進行了斜Y形坡口和搭接接頭(CTS)的焊接裂紋試驗。
2 Q1100E板材成分與性能
(1)化學成分及力學性能 Q1100E板材化學成分及力學性能見表1、表2,交貨狀態:淬火+回火。
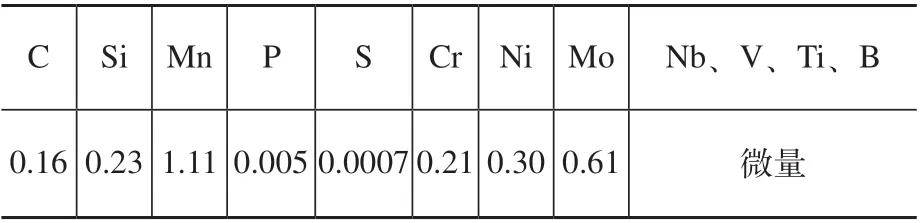
表1 板材化學成分(質量分數) (%)
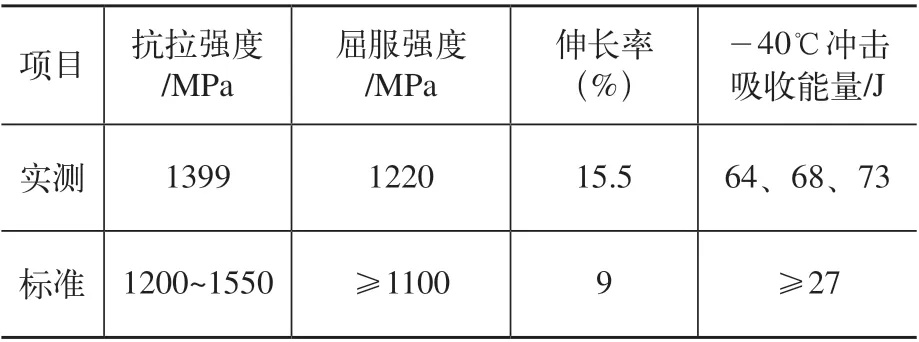
表2 板材力學性能
(2)焊接性分析 碳當量法是一個簡單實用的確定金屬焊接性的方法,目前應用的碳當量計算公式較多。其中,國際焊接學會(I I W)推薦的CE、日本工業標準(JIS)規定和美國焊接學會(AWS)推薦的Ceq應用較廣泛。CE主要適用于中高強度的非調質低合金高強度結構鋼(抗拉強度為500~900MPa),Ceq(JIS)主要適用于調質低合金高強度結構鋼(抗拉強度為500~1000MPa),Ceq(AWS)適用于碳素鋼和低合金高強度結構鋼。根據Ceq(AWS)=C+Mn/6+Si/24+Ni/15+Cr/5+Mo/4+Cu/13+P/2計算公式,可計算出試驗用Q1100E板材碳當量為0.56%,其厚度為10mm,由此可知其焊接性較好。
(3)焊絲化學成分與力學性能 試驗用焊絲化學成分與力學性能見表3、表4。
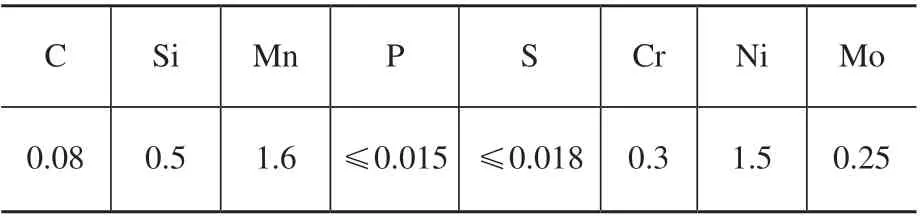
表3 焊絲化學成分(質量分數) (%)

表4 焊絲力學性能
3 Q1100E板材焊接性試驗
(1)斜Y形坡口焊接裂紋試驗 按CB/T 4364—2013《斜Y形坡口焊接裂紋試驗方法》進行,主要用于評價厚板多層焊根部焊道的冷裂紋敏感性。試板厚度為10mm。如圖1所示,對試板進行組對,其焊接參數:焊接電流230~240A,電弧電壓22~24V,焊接速度180mm/min。試板焊后經48h自然冷卻,對試驗焊縫表面進行滲透檢測。然后將試驗焊縫切成4片5個斷面進行裂紋檢查,試驗結果見表5,部分試樣金相照片如圖2、圖3所示。
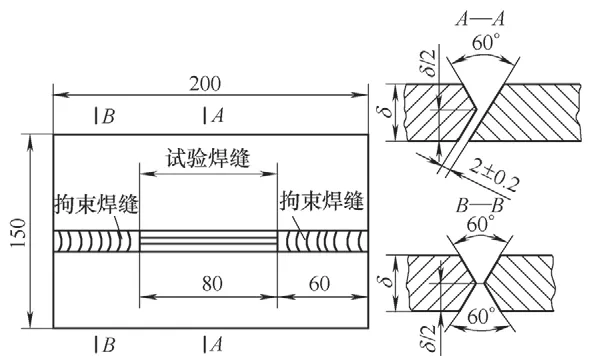
圖1 試件組對要求
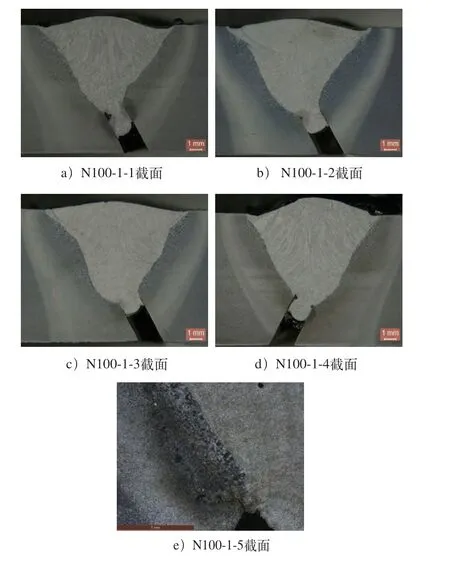
圖2 N100-1鐵研試樣金相照片

圖3 F100-1鐵研試樣金相照片
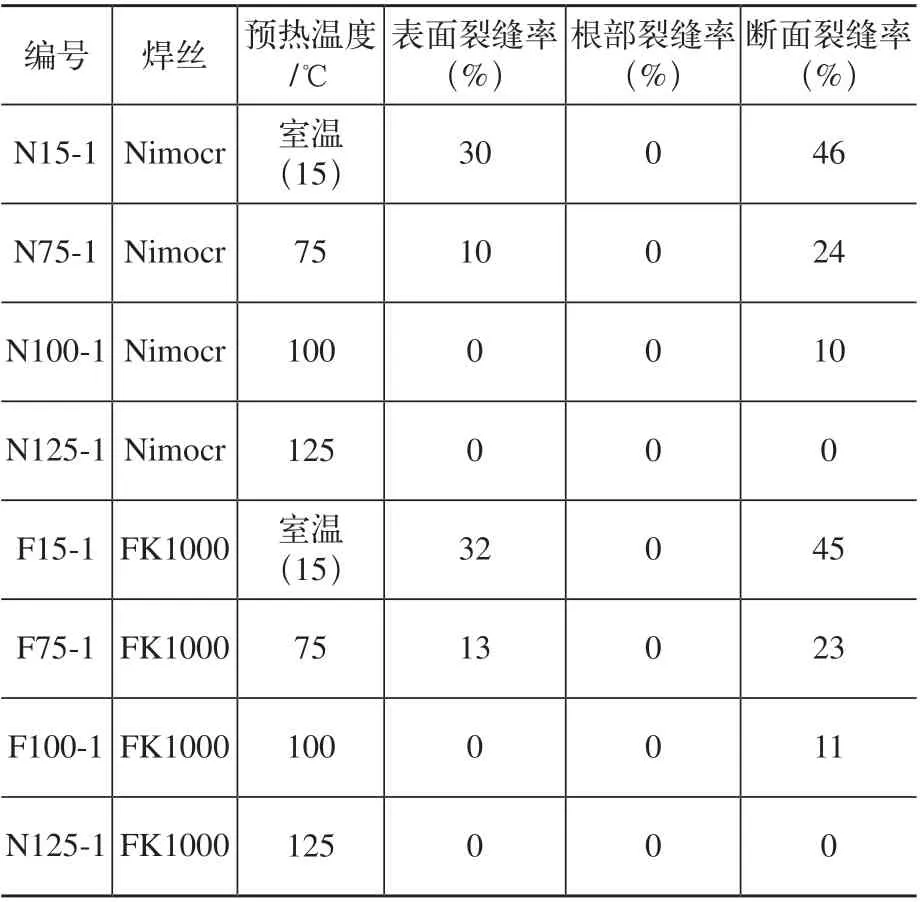
表5 斜Y形坡口焊接裂紋試驗結果
(2)搭接接頭(CTS)焊接裂紋試驗 按GB/T 32260.2—2015《金屬材料焊縫的破壞性試驗 焊件的冷裂紋試驗 弧焊方法 第2部分:自拘束試驗方法》進行,主要用于評價搭接接頭焊接裂紋試驗。上下試板厚度為10mm,試板組對要求如圖4所示。其焊接參數:焊接電流230~240A,電弧電壓22~24V,焊接速度180mm/min。試板焊后經48h自然冷卻,對試驗焊縫表面進行滲透檢測。然后將試驗焊縫切成6片6個斷面進行裂紋檢查,試驗結果見表6,部分CTS試樣金相照片如圖5、圖6所示。
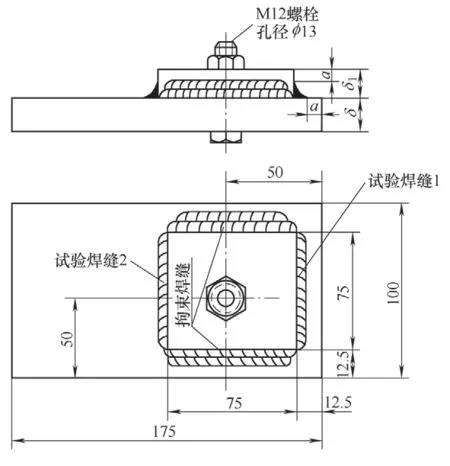
圖4 試板組對要求
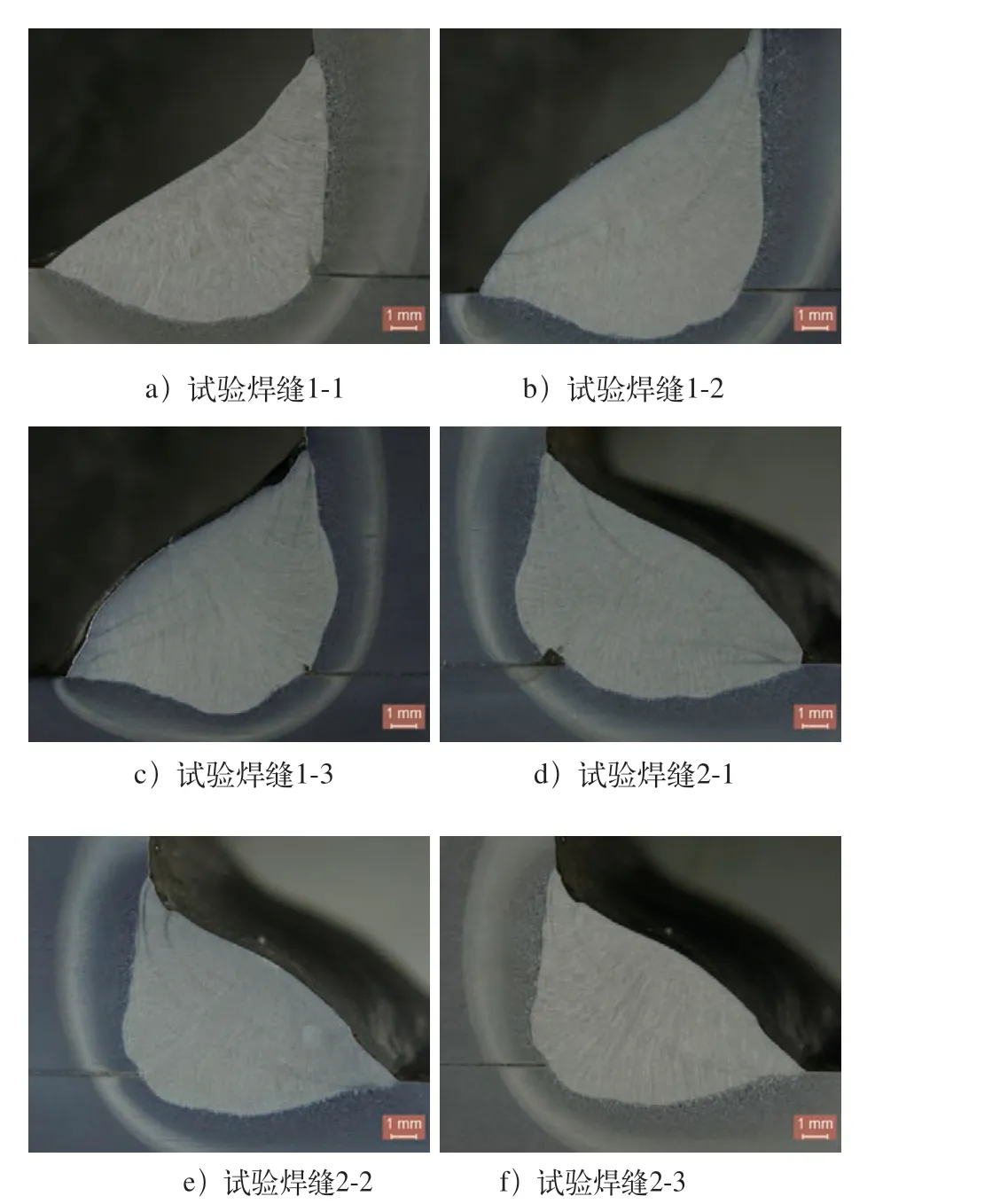
圖5 N15-1 CTS試樣金相照片

圖6 F15-1 CTS試樣金相照片

表6 CTS試驗結果
4 結束語
鋼的淬硬性是形成焊接冷裂紋的主要原因之一,受到焊接熱循環的影響,焊接熱影響區有著較高的淬硬傾向,是焊接冷裂紋敏感性較高的區域[3]。
按CB/T 4364—2013《斜Y形坡口焊接裂紋試驗方法》和GB/T 32260.2—2015《金屬材料焊縫的破壞性試驗 焊件的冷裂紋試驗 弧焊方法 第2部分:自拘束試驗進行焊接試驗》進行試驗。由試驗結果可知,室溫(15℃)、預熱75℃和預熱100℃時存在一定程度裂紋,當預熱溫度在125℃及以上時,裂紋消失,可滿足使用要求。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
