自動拆箱系統在異地配絲中的應用研究
2022-02-13 09:29:20楊林超
中國設備工程 2022年3期
楊林超
(河南中煙工業有限責任公司南陽卷煙廠,河南 南陽 473007)
1 技術背景
目前,除了少數幾個中煙公司仍在使用鐵箱或塑料箱異地配送煙絲外,大部分中煙公司及各地新建的制絲生產線都采用小紙箱異地配送煙絲,煙草薄片及膨脹煙絲的異地配送也采用小紙箱。實踐證明,單箱煙絲重量小于20kg,箱內煙絲在運輸過程中不會出現結塊現象,紙箱內的煙絲裝在密封塑料袋內可以有效的防止水分流失。
目前,國內的煙廠都采用人工將紙箱拆封,再將取出紙箱內的料包,最后將料包內的煙絲倒出,生產場面混亂、人員勞動強度大、揚塵嚴重、工作環境惡劣、工作效率低下。如何實現紙箱自動拆箱,改善生產環境,提高生產效率是各接收方亟待解決的問題。
2 方案構思
如圖1所示,紙箱為“一字型”膠帶封箱,人工拆箱時,第一步用刀片將紙箱中縫上的封箱膠帶割開,第二步將紙箱上蓋及下蓋與箱體黏連處的封箱膠帶割開,第三步打開箱蓋將煙箱內的料包取出。需設計技術方案采用機械設備快速自動完成上述三個步驟。
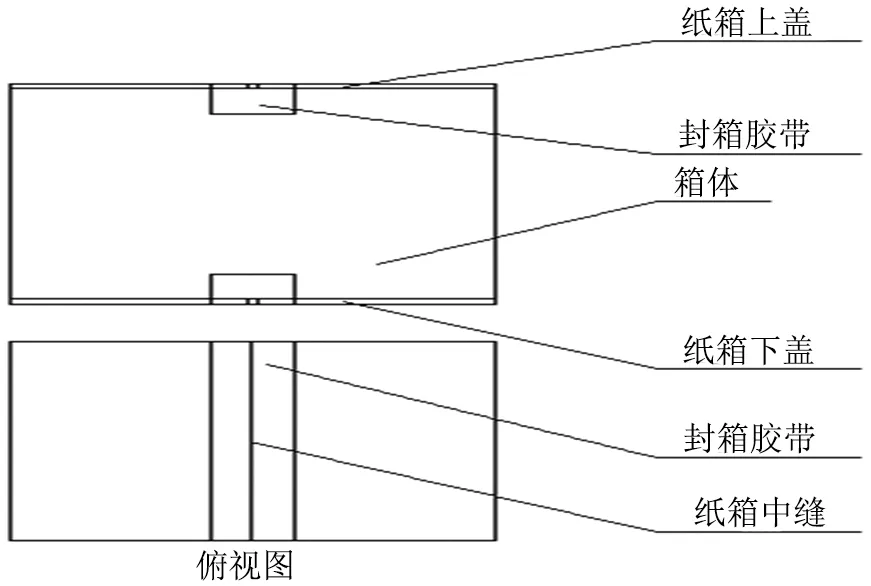
圖1 紙箱封箱狀態示意圖
3 實施方案
第一步,設計一臺中縫拆箱機將煙箱中縫上的封箱膠帶割開,其工作原理是:在煙箱進入中縫拆箱機后,分布在設備兩側的四條輸送履帶向出口方向拉動煙箱,在摩擦力的作用下煙箱向前運動。與此同時,安裝在設備上部框架及底板上的旋轉割刀開始轉動,在煙箱向前運動的過程中將煙箱中縫上的封箱膠帶割開。為了避免旋轉割刀將煙箱內的塑料袋割破,旋轉割刀的切割深度可調。
第二步,設計一臺側邊割箱機將紙箱上蓋及下蓋與箱體黏連處的封箱膠帶割開,其工作原理是:煙箱在通過移栽機
轉向后進入側邊割箱機,在煙箱進入側邊割箱機時,分布在設備兩側的四條輸送履帶向出口方向拉動煙箱。在摩擦力的作用下煙箱向前運動,與此同時,安裝在設備上部框架及底板上的旋轉割刀開始轉動。在煙箱向前運動的過程中,行進至紙箱位置檢測點時,氣缸推動旋轉割刀組件靠近煙箱,將紙箱上蓋及下蓋與箱體黏連處的封箱膠帶割開。為了避免旋轉割刀,將煙箱內的塑料袋割破,旋轉割刀的切割深度可調。
第三步,設計一臺取箱機械手,打開箱蓋將煙箱內的料包取出。其工作原理是:在煙箱進入拆箱機械手后,上下行走電機驅動夾抱臂移動至夾抱位置,夾抱氣缸驅動夾抱臂將煙箱夾緊后,上下行走電機驅動夾抱臂上升,紙箱內的料包由于自重會撐開紙箱下蓋并落下。在夾抱工位上設置有一處光電檢測,如果檢測到煙包落下夾抱機械手箱下旋轉90°將空箱皮放置在空箱皮出口處,如果沒有檢測到煙包落下,夾抱機械手箱上旋轉90°將煙箱放至在不合格煙箱工位。
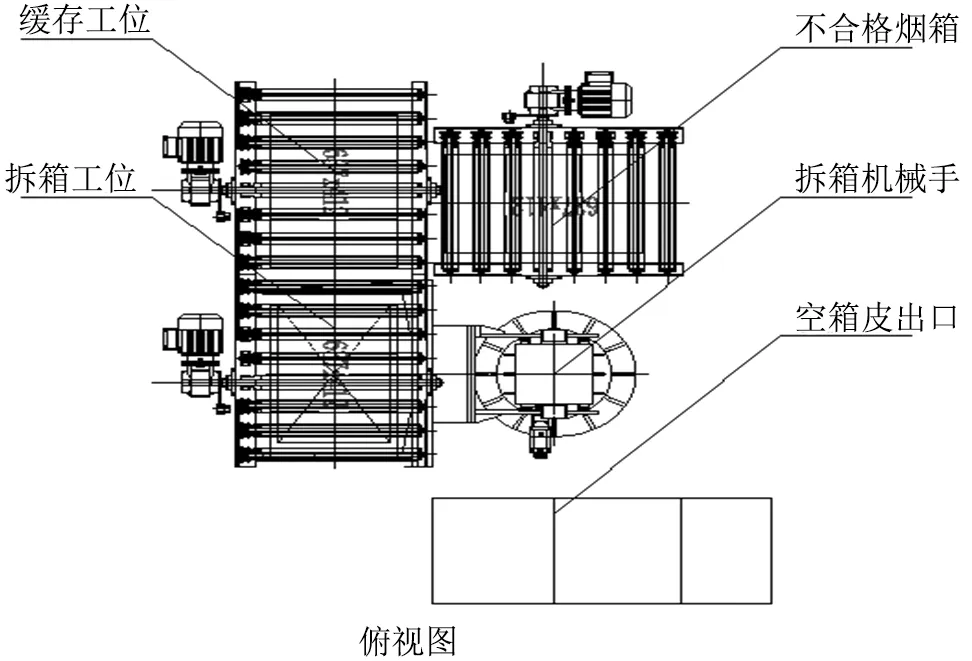
圖5 自動拆箱系統示意圖
4 結語
如圖2、圖3、圖4所示:通過上述三套設備可以組成一個自動化生產流水線,實現異地配絲中接收方的自動拆箱、自動料包分離。通過規劃統一的上箱點及料包出口規范生產流程,改善工作環境;通過自動化設備可以降低工作人員的勞動強度,提高生產效率。
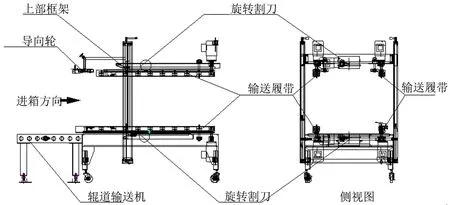
圖2 中縫割箱機設計圖
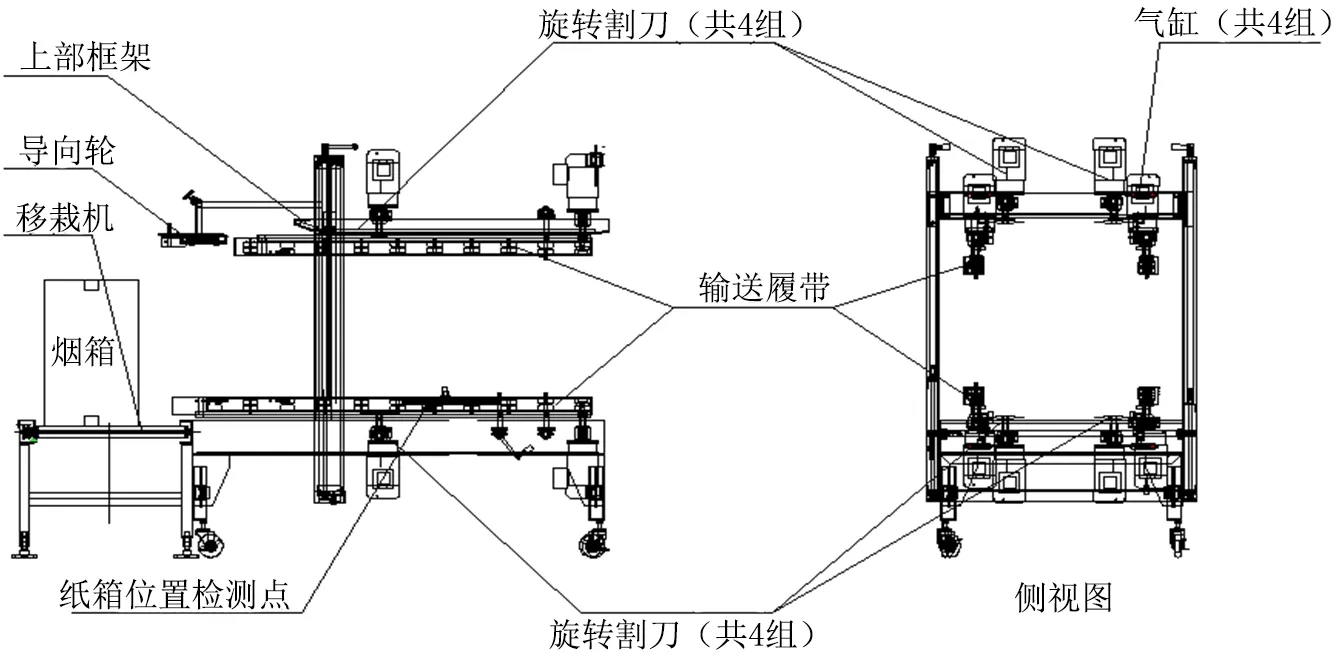
圖3 側邊割箱機設計圖
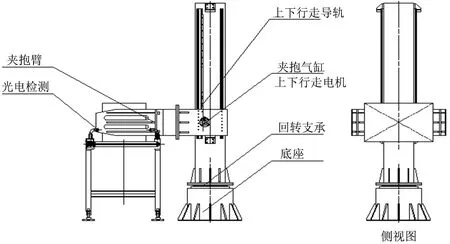
圖4 拆箱機械手設計圖
