電火花沉積鎢涂層的溫度場和殘余應力有限元模擬
2022-02-12 05:06:58陳海濤張晶叢大龍張敏宋凱強李忠盛謝蘭川
表面技術 2022年1期
陳海濤,張晶,叢大龍,張敏,宋凱強,李忠盛,謝蘭川
電火花沉積鎢涂層的溫度場和殘余應力有限元模擬
陳海濤1,張晶2,叢大龍1,張敏1,宋凱強1,李忠盛1,謝蘭川1
(1.西南技術工程研究所,重慶 400039;2.陸軍裝備部駐重慶地區軍事代表局駐重慶地區第六軍事代表室,重慶 400039)
通過模擬鋼基體表面電火花沉積鎢涂層過程中的熔池區域溫度場變化及其殘余應力分布,以便更好地理解電火花沉積鎢涂層的工藝過程,得到鎢涂層成膜過程中的溫度場分布和殘余應力形成機制。采用電極低速旋轉與上下點動相結合的電火花沉積工藝,由點到線、再到面的沉積順序,在鋼基體表面均勻制備抗燒蝕鎢涂層。同時,采用ANSYS仿真軟件對該工藝制備的鎢涂層的溫度場和殘余應力進行模擬與仿真。采用高斯熱源模型較好地模擬出了電火花沉積鎢涂層過程中熔池區域的溫度場分布,并在此基礎上,將溫度場分布數據作為應力分析的載荷,導入到力學分析模型中,實現了溫度場與應力場的耦合計算,得到了鎢涂層沉積過程中熔池區域的應力變化狀態和凝固后的殘余應力大小。隨著電火花沉積功率的增大,熔池直徑和深度均會增加,熔池峰值溫度增高,電火花沉積鎢涂層的殘余應力增大。單排鎢涂層沉積過程中,除第一個熔池外,其余熔池都會受到前一個熔池的影響,相對于單點鎢涂層,殘余應力明顯減小。多排熔池群形成的鎢涂層殘余應力大小主要與沉積速率有關,沉積速率越快,鎢涂層的殘余應力越大。
電火花沉積;鎢涂層;溫度場;殘余應力;有限元模擬
為進一步提高固體火箭發動機的工作時間和推力,要求作為動能轉換裝置的噴管必須具有優異的抵抗高溫燃氣燒蝕和高速固體顆粒沖刷作用的特性,在噴管喉部制備高熔點抗燒蝕涂層成為重要發展方向。鎢的熔點高達3410 ℃,室溫強度高達800 MPa,具有良好的化學穩定性以及高溫特性,2000 ℃高溫環境下的導熱性能達(105±10) W/(m·K),而1500 ℃時熱膨脹系數僅為7.4×10–6K–1,是非常好的噴管抗燒蝕涂層材料。相對于傳統的等離子噴涂、物理化學氣相沉積和激光熔覆等鎢涂層制備工藝,電火花沉積技術具有熱影響區小、工件不易變形、涂層與基體冶金結合強度高、工件溫升低且不影響基體材料力學性能等優勢,非常適合鋼基體噴管喉部制備抗燒蝕、耐沖刷鎢涂層[1-8]。
電極高速旋轉式電火花沉積工藝采用線接觸模式,能夠在平面類鋼基體表面沉積出厚度較為均勻的涂層,但高速旋轉的電極難以在異型內孔表面走出規則的直線狀軌跡,無法滿足噴管喉部抗燒蝕鎢涂層的均勻制備。本文采用了電極低速旋轉與上下點動相結合的電火花沉積工藝,由點到線、再到面的沉積順序,在鋼基體噴管喉部均勻制備了抗燒蝕鎢涂層。鎢涂層沉積過程中,電極材料與鋼基體接觸的區域形成電弧放電作用,鋼基體表面在電弧作用下產生高溫熱源,電弧放電區域受到急速的加熱作用,進而形成熔融態熔池。熔池區域及周圍材料被急速加熱、溶化,在熱膨脹作用下,向周圍傳遞壓應力,形成超過屈服極限的熱壓縮。當電弧放電結束后,這部分熔融態的材料會迅速向周圍未加熱區域傳導熱量,形成凝固現象。冷卻凝固過程中,收縮變形會受到周圍較冷區域的限制,因而產生向內的拉應力,這種拉應力不可避免[9-17]。
1 有限元模型的建立
1.1 熱源模型
電火花沉積鎢涂層過程中的脈沖放電總能量可以通過式(1)計算,為多個脈沖能量的累積。
式中:()為放電電壓;()為放電電流;b為脈沖時間;為輸出的脈沖數量。根據參考文獻[18],將鎢電極上的能量分配系數選為40%,鋼基體上的能量分配系數選為20%。
鎢電極和鋼基體材料之間的熱源主要考慮高斯(Gauss)表面熱源[19-20],如式(2)所示。

式中:()為離電弧放電中心點處熱流密度;m為熱流密度峰值;為能量集中系數;()為時刻熱源作用半徑。
電極與基體材料之間的每次接觸都會形成一個熔池。實驗采用的鎢電極直徑為3 mm,為了簡化計算,單個熔池選為直徑為3 mm左右的圓,單個熔池的形貌如圖1所示。其尺寸相對于整體模擬區域比較小,在模擬中忽略熔池內部的流動和表面的氣化,僅考慮傳熱對溫度場的影響,因此其控制方程可以通過式(3)表示[21-22]。

式中:ρ為材料密度;c為材料的比熱容;qv為有內熱源時內熱源產生的熱量。
初始和邊界條件分別為式(4)和式(5)。

式中:0為環境溫度;為模型表面法向;為電弧放電對模型的熱輸入;c為自然對流換熱系數,c=15 W/(K·m2);b為Stefan-Boltzmann常數,b= 5.67×10–8J/(K4·m2·s);m為材料的發射率,m=0.8。
電火花沉積鎢涂層過程中,電極材料經歷固相-液相-固相的轉變。模擬過程中,相變潛熱的因素不可忽略,通過材料焓隨溫度變化引入,焓的計算如式(6)所示[23]。
將熱分析得到的溫度場分布數據作為應力分析的載荷,導入到力學分析模型中,實現溫度場與應力場的耦合計算。基于有限變形理論,假設材料具有各向同性應變硬化的特性,塑性條件滿足Von Mises屈服準則,采用彈塑性增量理論Prandtl-Ruess流動法則,則在彈性變形區域的熱彈塑性本構方程為式(7)。

式中:d為應力增量;e為彈性矩陣;dθ為溫度應變增量;d為全應變增量,由彈性應變增量和溫度應變增量相加而成。
在塑性應變區域,熱彈塑性本構方程為式(8)。

式中:dp為塑性應變增量;d由彈性應變增量、塑性應變增量和溫度應變增量相加而成。
金屬材料的溫度變化引起體積的膨脹或收縮,由于膨脹或收縮受到約束,從而導致金屬材料內部產生熱應力。此時,如果同時受到機械載荷,根據彈性力學理論可知,總應力是熱應力和機械應力的綜合效果,耦合分析結果應該滿足平衡方程、物理方程和協調方程等3個方程[24-25]。
平衡方程:

物理方程:

協調方程:
=1,2,3,=1,2,3,且≠(12)
熱固耦合計算有限元方程式如式(13)所示。

式中:為結構阻尼矩陣;′為比熱矩陣;為質量矩陣;為剛度矩陣;′為熱傳導矩陣;為總等效節點力列陣;為總等效節點熱流率向量。
1.3 有限元模型
根據電火花沉積鎢涂層的厚度和結構特征,在通用有限元網格劃分軟件HYPERMESH中進行幾何建模和網格劃分。為提高模擬結果的準確性,對仿真模型進行簡化,鋼基體即選取80 mm×80 mm方形結構,鎢涂層厚度取100 μm,劃分4層網格,放電熱源區域取與電極直徑相同的3 mm,總體網格尺寸約為0.2 mm,單元總量為20萬,網格模型如圖2所示。
計算模型的位移邊界條件為:釋放邊界方向的平動自由度,限制其轉動自由度,向邊界釋放全部自由度,如圖3所示。電火花沉積鎢涂層的殘余應力模擬仿真中,計算模型初始條件選取室溫25 ℃。殘余應力模擬仿真模型分別模擬3種熱載荷工況,即單個熔池的殘余應力狀態分析,殘余應力分析模型中,熔池為1個;單排熔池群的殘余應力分析,殘余應力分析模型中,熔池為10個,從左到右依次沉積;多排熔池群的殘余應力分析,模型中的熔池為70個,以從左到右和從上到下的順序依次沉積。
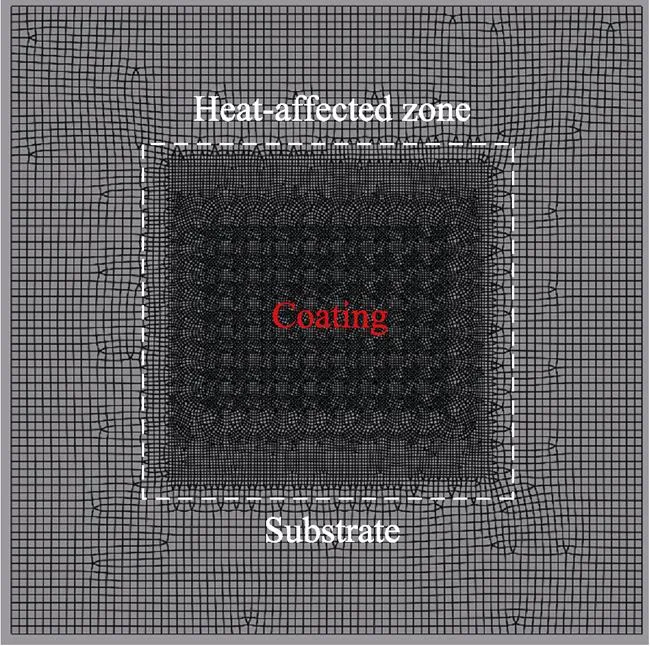
圖2 劃分網格后的幾何模型
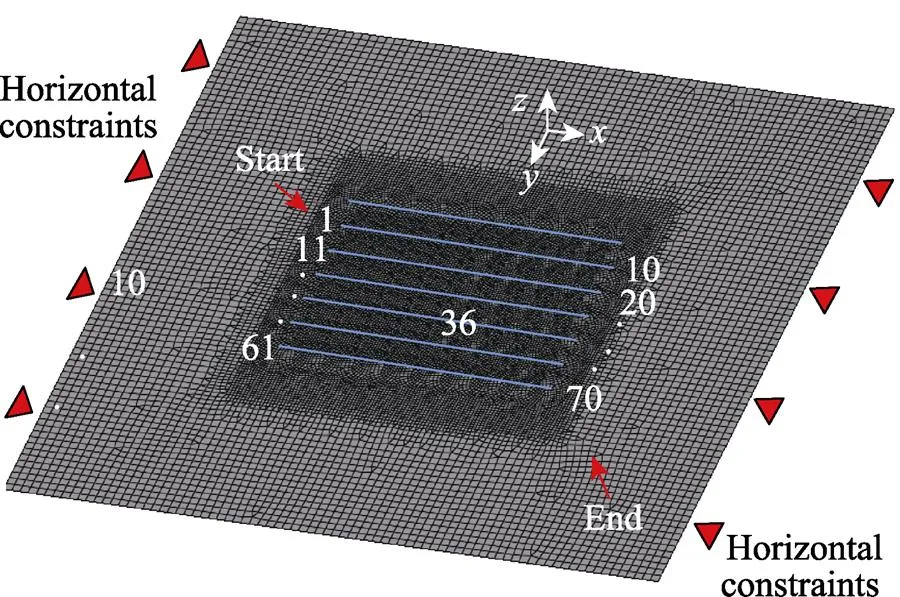
圖3 電火花沉積鎢涂層過程的有限元模型
1.4 材料屬性
由于熔池的形成過程是瞬態非線性加熱過程,金屬材料的物理化學性能參數(如比熱、導熱系數等)受溫度的影響較大。電火花沉積鎢涂層過程中,溫度變化速度較快,為了精確模擬電弧放電過程的溫度場,需要知道涂層和基體材料的熱物理性能參數,及其與溫度之間的變化關系。本文電極材料為純鎢,鎢的質量分數達到99%以上。基體材料為PCrNi3MoVA炮鋼,其成分見表1。涂層和基體材料的基本物理性能參數見表2。涂層與鋼基體之間為冶金結合,通過能譜分析表明,涂層材料中含有30%左右的鋼基體成分,因此對材料屬性作如下假設:(1)涂層材料的主要成分為鎢,質量百分數為70%,鋼基體成分為30%;(2)涂層材料均勻且各向同性,不考慮微觀缺陷;(3)涂層材料的熱物理性能為溫度的函數,采用專業軟件(JMATPRO等)對這些函數進行擬合,結果如圖4所示。
表1 鋼基體的化學成分

Tab.1 Chemical composition of the steel matrix wt%
表2 材料的基本物理性能參數

Tab.2 Basic physical properties parameters of the materials
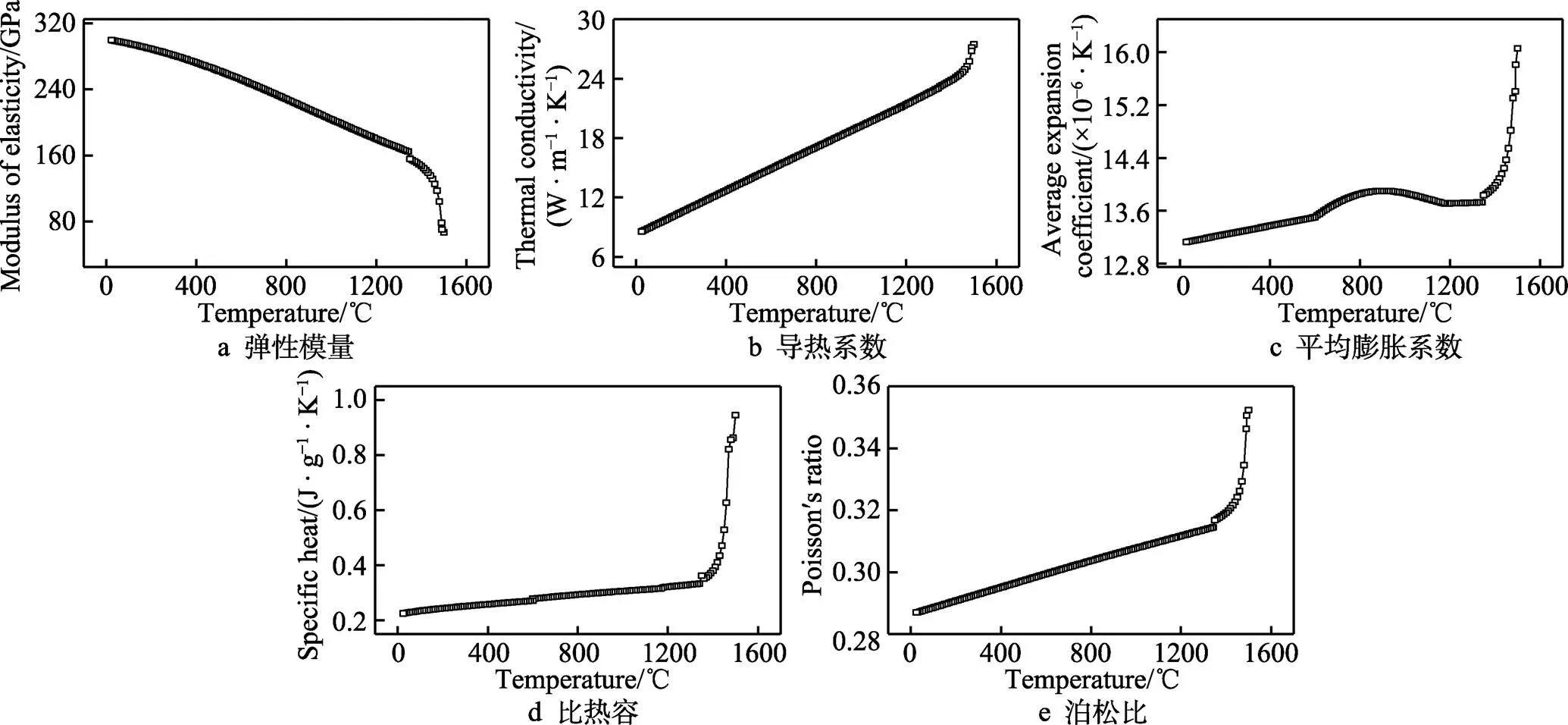
圖4 涂層材料的熱物理性能參數與溫度的關系
2 結果與討論
2.1 溫度場分析
電火花沉積功率為900、1200 W時,模型中1點處多個脈沖放電結束后,單個熔池的溫度場分布如圖5所示。可以看出,電源輸出功率為1200 W時,熔池核心溫度最高,達1744 ℃。不同功率條件下,電火花沉積的鎢涂層,在基體材料上形成熔池的直徑都與采用的鎢合金電極直徑相近。相對于低功率900 W電火花沉積的鎢涂層,1200 W沉積鎢涂層過程中,形成的單個熔池的直徑和深度都明顯增大。此外,隨沉積停留時間的延長,單個熔池的熱影響區變大、變深。
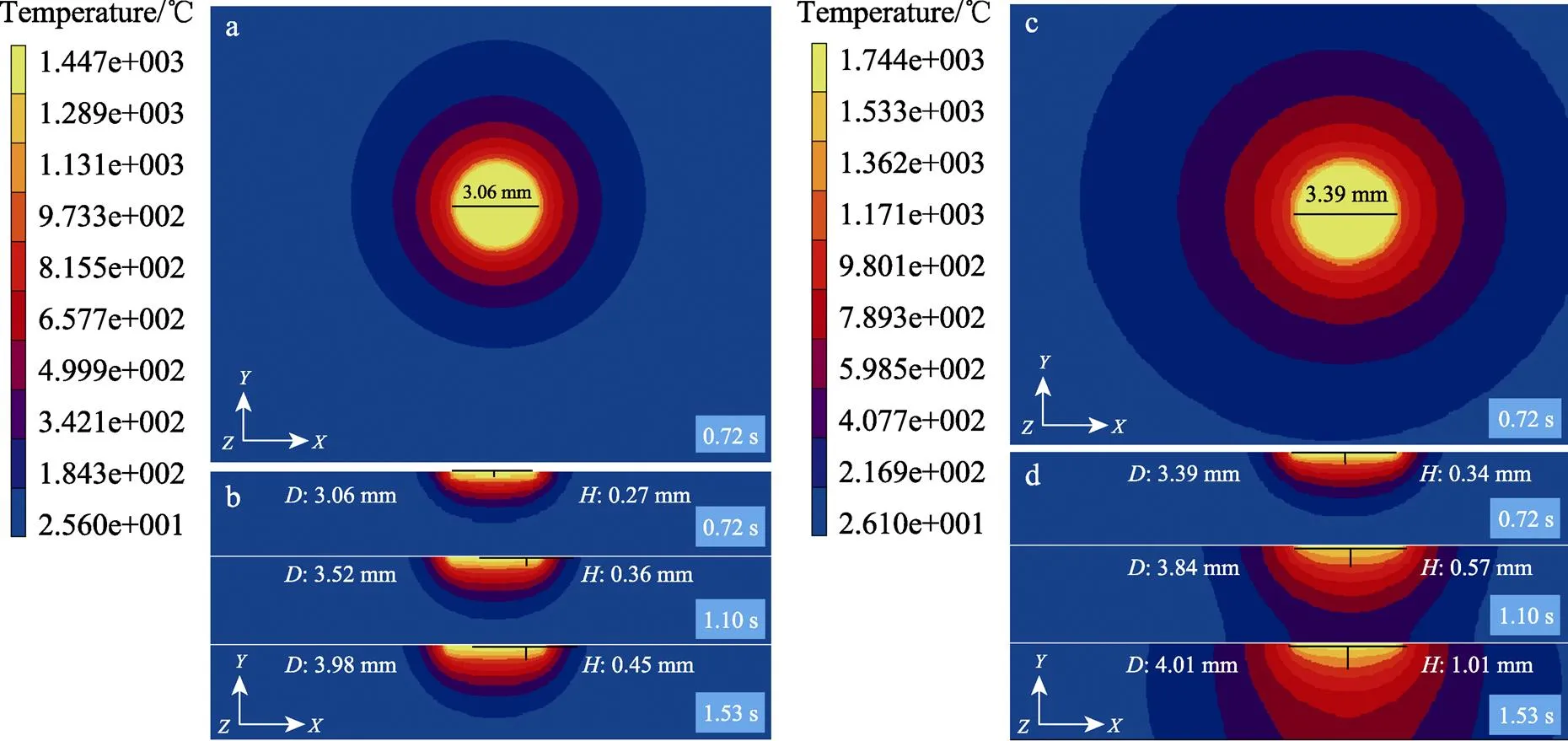
圖5 沉積功率為900 W(a,b)和1200 W(c,d)時模型中1點處熔池的表面溫度場和截面溫度場分布
由圖5a、b可見,900 W條件下,當沉積停留時間為0.72 s時,單個熔池的熱影響區直徑為3.06 mm,熱影響區深度為0.27 mm;當沉積停留時間增加到1.10 s后,直徑增加到3.52 mm,深度增加到0.36 mm;當沉積停留時間達到1.53 s后,單個熔池的熱影響區直徑達到3.98 mm,熱影響區深度達到0.45 mm。由圖5c、d可以看出,在1200 W條件下,當沉積停留時間為0.72 s時,單個熔池的熱影響區直徑達到了3.39 mm,熱影響區深度為0.34 mm。隨沉積停留時間的延長,單個熔池的熱影響區直徑和深度都有較大的增加趨勢,且形成的溫度梯度更明顯。
電火花沉積鎢涂層過程中,單個熔池的形態、尺寸,需要與鎢電極保持協調,否則會導致結合力不足、厚度不均和涂層孔洞等缺陷。單個熔池的形態、尺寸主要與電火花沉積過程中的電源輸出功率、沉積停留時間等參數有關。如果熔池過小,表明電源輸出的功率不足,或者沉積停留時間過短,會造成熔池不完整和熔融深度不足,進而導致熔池之間的重疊部位不統一,嚴重影響沉積的鎢涂層的均勻性、結合力等性能;反之若熔池過大,表明電源輸出的功率太大,或者沉積停留時間過長,呈熔融態的熔池材料會發生比較嚴重的“飛濺”現象,造成涂層厚度降低,涂層均勻性不好,甚至形成氣泡、孔洞等缺陷。因此,電源輸出功率和沉積停留時間是影響熔池形態和尺寸的主要因素。通過ANSYS模擬仿真軟件計算得到的熔池狀態,可以獲得熔池狀態隨工藝參數變化的趨勢,進而優化電流、電壓、沉積速率等工藝參數。
在電源輸出頻率為100 Hz,沉積功率為900、1200 W的條件下,模型中1點處熔池溫度隨時間的變化曲線如圖6所示。可以看出,在電火花沉積鎢涂層的開始階段,鎢電極與鋼基體表面熔池的溫度急劇升高到4000 ℃,但是會在0.004 s內迅速回落到1500~ 1700 ℃,并趨于穩定。電源輸出頻率為100 Hz時,1個脈沖周期為0.01 s。如果鎢電極在鋼基體表面停留0.72 s,則該段時間內會有72個脈沖,每個脈沖都會形成一個4000 ℃的峰值,并迅速回落的溫度曲線,最終得到如圖6所示的溫度曲線。熔池溫度場由多個脈沖周期形成的電弧放電疊加而成。此外,仿真結果表明,當采用900 W的電火花沉積功率時,電弧放電溫度明顯低于采用1200 W沉積功率形成的電弧放電溫度。
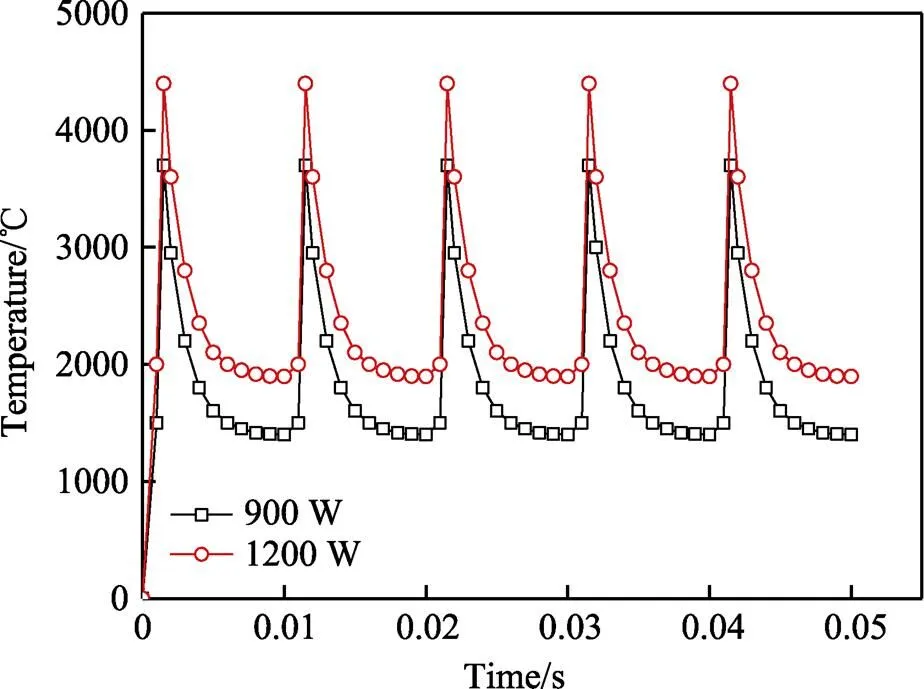
圖6 不同沉積功率下模型1點處熔池溫度隨時間的變化曲線
在沉積停留時間為0.72 s,沉積功率為900、 1200 W的條件下,模型1點處熔池溫度隨深度的變化曲線如圖7所示。可以看出,此時涂層的表面溫度最高。隨著深度的增加,涂層及基體材料受到的熱影響急劇變小,溫度隨深度的增加而快速降低。同時可以看到,同一深度條件下,采用的沉積功率越高,基體材料的溫度越高,對涂層及基體材料在深度方向的影響也越大。
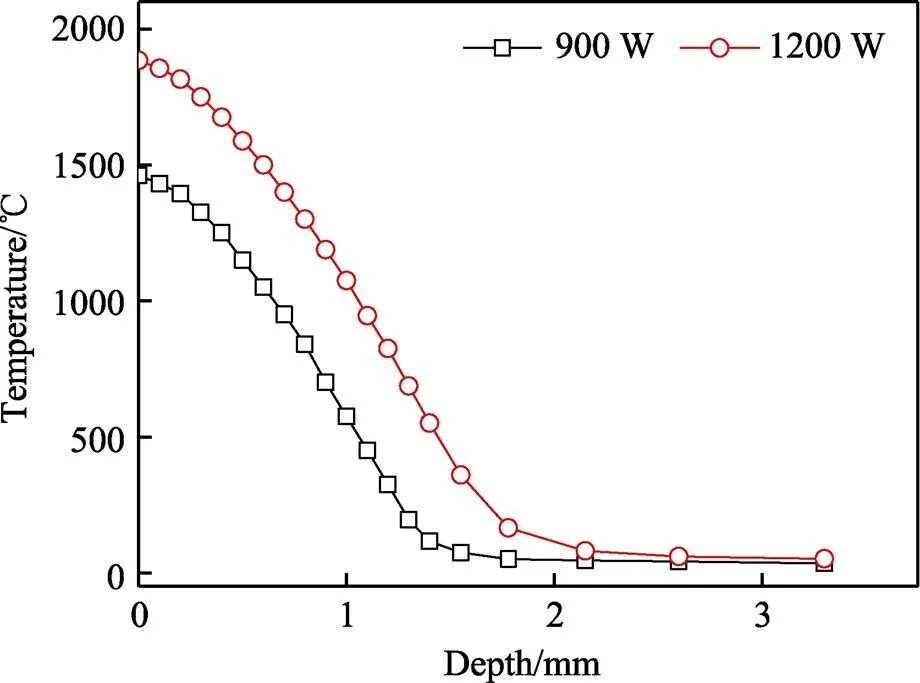
圖7 不同沉積功率下模型1點處熔池溫度隨深度的變化曲線
2.2 殘余應力分析
2.2.1 單個熔池殘余應力分析
沉積單點涂層形成的單個熔池在、方向的應力變化云圖及其應力變化曲線如圖8所示。從應力變化云圖可以看到,當沉積停留時間為0.72 s時,可以得到與熔池形狀幾乎相同的應力分布狀態,并向熔池周圍擴散。此時,峰值應力主要集中在–309~244 MPa,拉應力和壓應力并存,熔池中心部位以壓應力為主,最大壓應力集中在熔池邊緣,熔池周圍的應力以拉應力為主。從圖8a可以看到,方向應力集中于熔池邊緣,以壓應力為主,遠離熔池中心的區域呈正向的拉應力,正負交替的變化速率較大,應力曲線以軸為對稱軸呈左右對稱狀態。從圖8b可以看到,方向的應力曲線以軸為對稱軸呈左右對稱狀態。
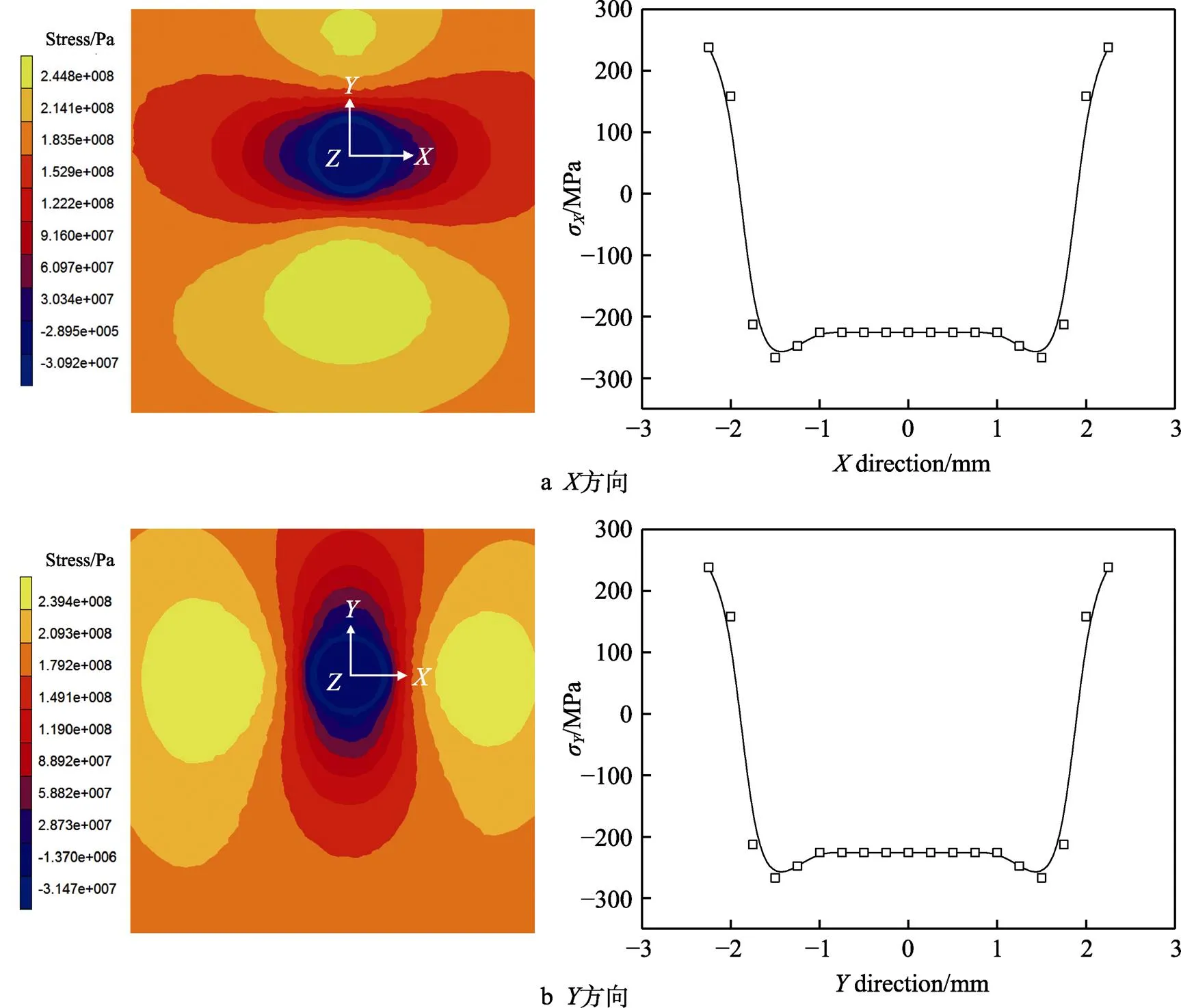
圖8 單個熔池X和Y方向的應力變化云圖及其應力變化曲線
單點鎢涂層的電火花沉積過程中,僅在鋼基體表面形成單個熔池,不會受到周圍熔池的影響,殘余應力大小主要受到電火花沉積功率和沉積停留時間等參數的影響。沉積停留時間為0.72 s時,不同沉積功率下制備的鎢涂層的等效殘余應力Mises計算結果如圖9所示。結果表明,隨沉積功率的增加,制備的鎢涂層等效殘余應力呈增加的趨勢。當沉積功率由900 W增加到1200 W后,鎢涂層表面的殘余應力從290 MPa增加到了340 MPa。同時可以看到,隨著深度的增加,殘余應力快速減小。
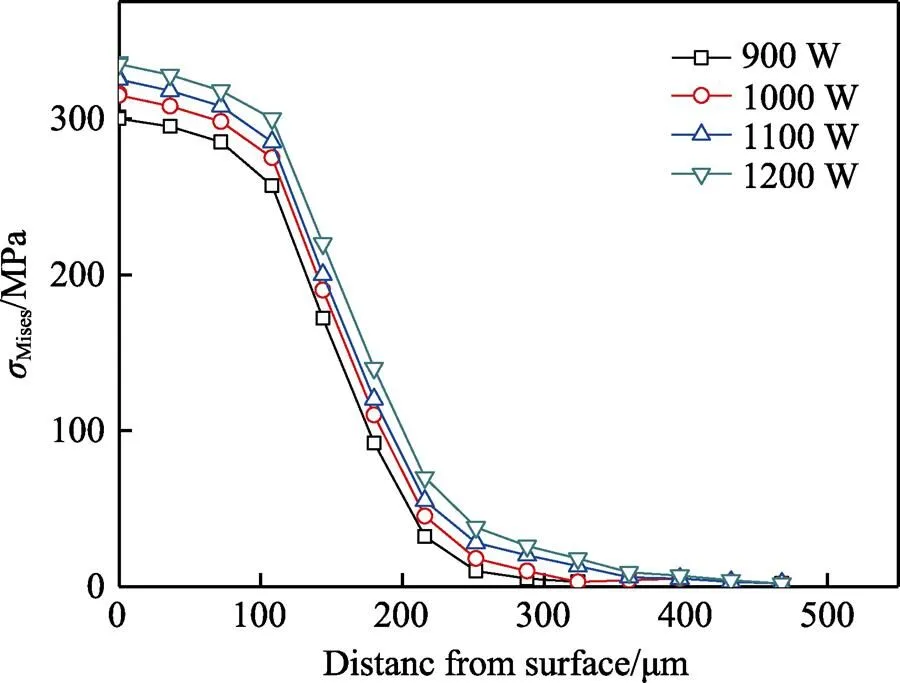
圖9 不同沉積功率下的等效殘余應力
2.2.2 單排熔池殘余應力分析
在鋼基體表面進行直線狀鎢涂層的電火花沉積,采用從左到右的沉積順序沉積9個點,對其形成的單排熔池群殘余應力進行仿真分析,得到了如圖10所示的應力變化云圖。分析表明,鎢涂層既存在–200 MPa的壓應力,也存在171 MPa的拉應力,方向的應力σ從左到右呈遞減的趨勢,即左面主要受拉應力,右面主要受壓應力。這是因為在方向,當前熔池會受到前一個熔池的高溫和殘余應力的影響,由于兩個熔池間的沉積間隔時間較短,前一個熔池的高溫相當于對鋼基體表面進行了預熱處理,減少了鎢涂層與基體材料之間的溫度梯度。方向的應力σ以軸為對稱軸呈對稱狀態,這與單個熔池的殘余應力狀態幾乎相同。
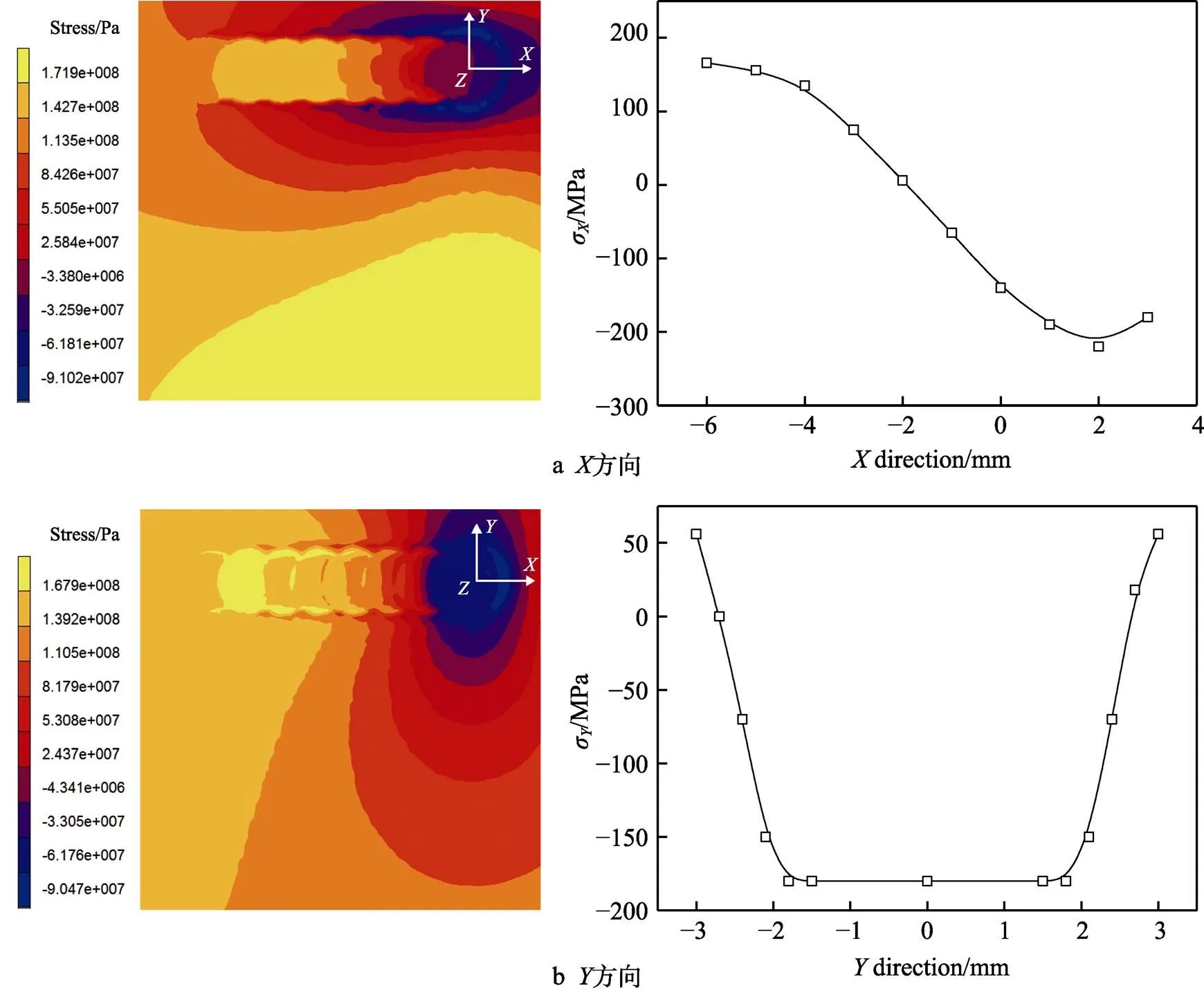
圖10 單排熔池X和Y方向的應力變化云圖及其應力變化曲線
對方向和方向的主應力區進行分析,以當前熔池圓心為原點,沉積移動方向為軸,建立坐標系,以位置坐標為軸,主應力為軸,建立主應力區位置坐標曲線,如圖10中應力變化曲線所示。可以看到,方向的應力變化曲線呈左高右低的變化趨勢,形成了一個拉應力到壓應力的過渡區,方向的應力大小以軸為對稱軸而對稱。
電火花沉積鎢涂層是一個局部不均勻加熱和冷卻的過程,受熔池及其周圍熱影響區的高溫影響,在鎢涂層內將產生非均勻殘余應力分布。試驗結果表明,基體材料預熱對電火花沉積的鎢涂層的殘余應力影響較大。基體材料預熱和不預熱沉積的鎢涂層的殘余應力大小對比如圖11所示。可以看到,沉積鎢涂層前,將基體材料進行300~400 ℃的預熱處理后,可以明顯減小鎢涂層的殘余應力。這主要是因為對基體材料進行預熱處理,既可以減少鎢涂層沉積過程中涂層與鋼基體之間的溫度梯度,降低基體材料對鎢涂層的約束度,同時也能減少鎢涂層冷卻過程中形成的收縮拉應力。
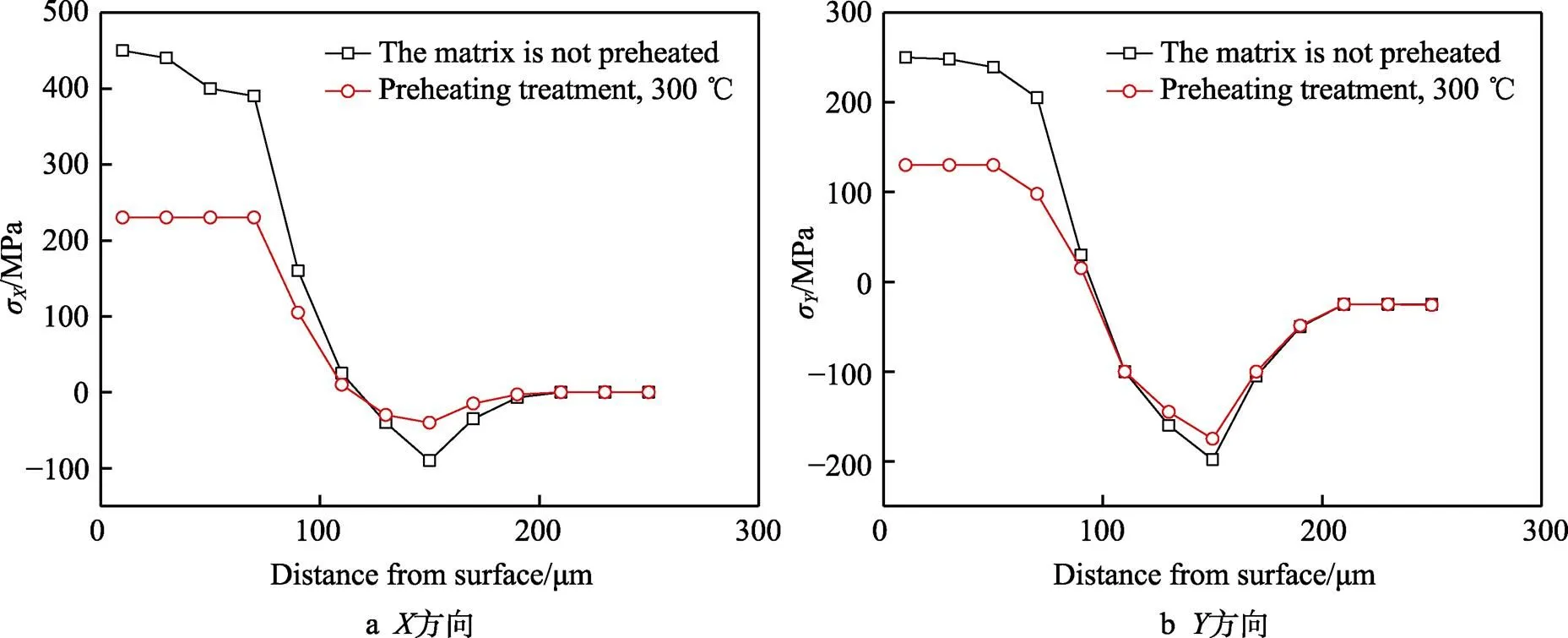
圖11 基體預熱對鎢涂層X和Y方向殘余應力的影響
2.2.3 多排熔池殘余應力分析
按照圖3模型的順序在鋼基體表面完成一個面的鎢涂層沉積,對其殘余應力進行了模擬與仿真。電火花沉積鎢涂層的和方向的應力分布狀態如圖12所示。可以看到,電火花沉積鎢涂層過程中,同時存在正向的拉應力和負向的壓應力,這與前面單個熔池和單排熔池的應力狀態相同。拉應力最大達到130 MPa以上,新形成的熔池及其周圍主要受壓應力作用,局部壓應力峰值達到–225 MPa,壓應力以新熔池為中心向熔池周圍輻射。每個新形成的熔池會受到周圍已經形成的熔池的高溫和殘余應力的影響,所以與單個熔池和單排熔池的應力狀態有較大的區別。對新熔池及其周圍的主應力區進行分析,建立應力變化曲線。由于受到周圍已經形成的熔池的影響,方向受到的應力不再對稱,而是呈左高右低的狀態,壓應力峰值集中在距離原點2.4 mm位置,達到–225 MPa;從方向的應力變化曲線可以看到,方向受到的應力上下大小相差不大,表明已經形成的熔池對現有熔池在方向的應力狀態影響不大,但對方向應力大小的影響較大。
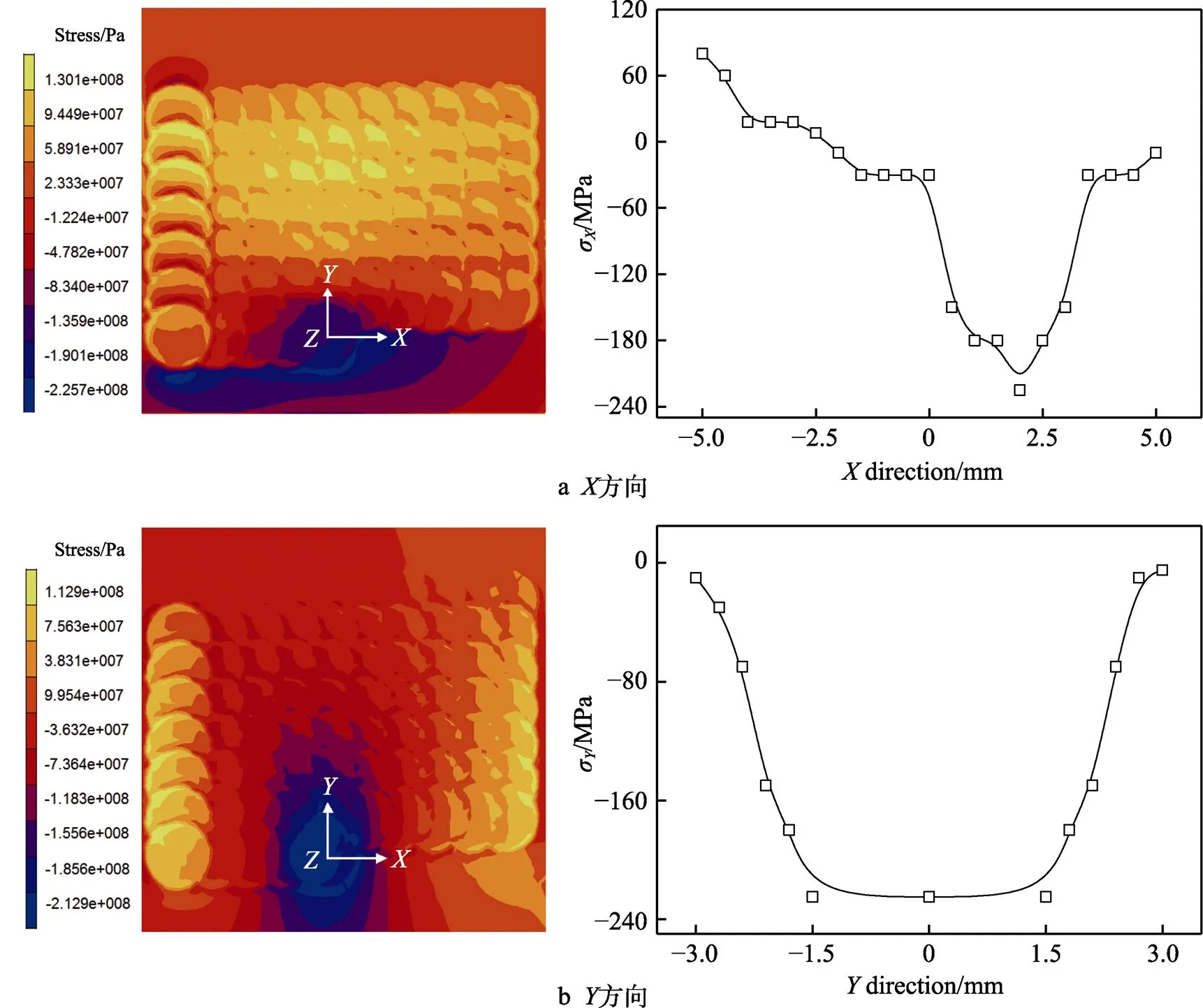
圖12 多排熔池X和Y方向的應力變化云圖及其應力變化曲線
對單個熔池經過0.72 s沉積停留時間形成的多排熔池的第一主應力進行模擬與仿真,結果如圖13所示。模擬過程中,選取沉積與冷卻時間為6718 s,模擬得到的應力即為電火花沉積的鎢涂層殘余應力。結果表明,鎢涂層的殘余應力以拉應力為主,局部殘余應力達到213 MPa以上。

圖13 多排熔池的第一主應力變化云圖
電火花沉積大面積鎢涂層過程中,當前熔池會受到周圍已經形成的熔池的影響,影響的大小與沉積速率有關。采用相同工藝參數,熔池間不同沉積間隔時間條件下,計算得到模型36點處的等效殘余應力Mises狀態如圖14所示。可以看到,電火花沉積的鎢涂層表面的等效殘余應力最大,約為250 MPa,隨著深度的增加,等效殘余應力逐漸減小。此外,隨熔池間沉積間隔時間的延長,鎢涂層的等效殘余應力Mises呈減小的趨勢。這可能是因為周圍熔池的拉應力會部分抵消正在沉積的熔池形成的壓應力,而沉積間隔時間越長,抵消的壓應力越多,得到的鎢涂層的殘余應力越低。
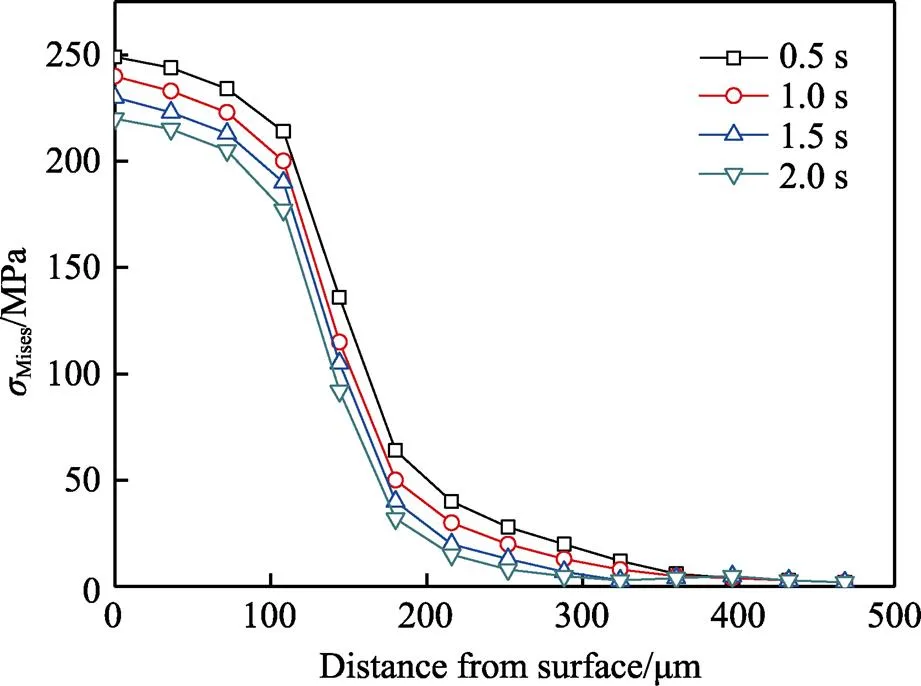
圖14 不同沉積間隔時間下的等效殘余應力
采用ANSYS仿真軟件和X射線測試儀,對厚度為100 μm左右的鎢涂層的殘余應力進行了仿真與測試,結果如圖15所示。可以看到,鎢涂層的殘余應力模擬結果與測試值吻合較好,殘余應力主要集中在鎢涂層內部及其與鋼基體之間的過渡區,鋼基體內部的熱影響區也存在一定的殘余應力,但是比鎢涂層表面的殘余應力明顯小得多。
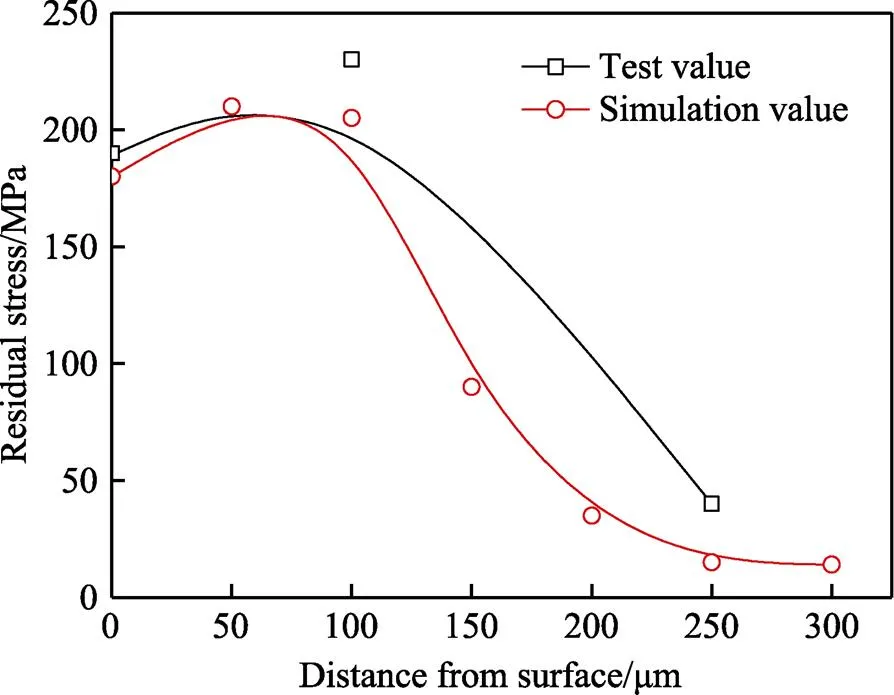
圖15 鎢涂層殘余應力測試值與模擬值對比
3 結論
1)熔池的溫度和大小受沉積功率、沉積停留時間等因數的影響,沉積功率越大、沉積停留時間越長,熔池的溫度越高,熔池直徑也越大。
2)沉積鎢涂層前,將基體材料在300~400 ℃下進行預熱處理,可以明顯減小鎢涂層的殘余應力。
3)采用電極低速旋轉與上下點動相結合的電火花沉積工藝,在鋼基體表面采用由點到線、再到面的沉積順序完成了鎢涂層的制備,這有利于減小鎢涂層的殘余應力。
4)鎢涂層的最終殘余應力以拉應力為主,局部殘余應力達到213 MPa以上。
[1] 王松, 謝明. 高密度鎢合金的研究現狀與發展趨勢[J]. 稀有金屬材料與工程, 2012, 41(S2): 145-148.
WANG Song, XIE Ming. Present Research and Future Development of Tungsten Heavy Alloys[J]. Rare Metal Materials and Engineering, 2012, 41(S2): 145-148.
[2] 張勇, 李麗, 常青, 等. 電火花沉積技術研究現狀與展望[J]. 表面技術, 2021, 50(1): 150-161.
ZHANG Yong, LI Li, CHANG Qing, et al. Research Sta-tus and Prospect of Electro-Spark Deposition Technology [J]. Surface Technology, 2021, 50(1): 150-161.
[3] 耿銘章, 王文權, 張新戈. 電火花沉積Ni/Ti(C,N)金屬陶瓷復合涂層的組織及性能研究[J]. 表面技術, 2020, 49(4): 222-229. GENG Ming-zhang, WANG Wen-quan, ZHANG Xin-ge. Microstructures and Properties of Ni/Ti(C,N) Composite Cermet Coating Prepared by Electrospark Deposition[J]. Surface Technology, 2020, 49(4): 222-229.
[4] 欒程群, 王文權, 鄺厘祥. H13鋼表面電火花沉積Nb涂層組織與性能研究[J]. 表面技術, 2019, 48(1): 285-290.
LUAN Cheng-qun, WANG Wen-quan, KUANG Li-xiang. Microstructures and Properties of Niobium Coating on H13 Steel Substrate by Electrospark Deposition[J]. Surface Technology, 2019, 48(1): 285-290.
[5] 張健, 郭策安, 盧旭東, 等. 炮鋼表面電弧離子鍍NiCoCrAlYSi涂層的高溫氧化行為[J]. 材料熱處理學報, 2015, 36(6): 197-201.
ZHANG Jian, GUO Ce-an, LU Xu-dong, et al. High Tem-perature Oxidation Behavior of Arc Ion Plated NiCoCrAlYSi Coating on Gun Steel[J]. Transactions of Materials and Heat Treatment, 2015, 36(6): 197-201.
[6] 梁志強, 陳一帆, 欒曉圣, 等. 超高強度鋼強力滾壓殘余應力仿真與試驗研究[J]. 表面技術, 2021, 50(1): 413-421.
LIANG Zhi-qiang, CHEN Yi-fan, LUAN Xiao-sheng, et al. Simulation and Experimental Study on Residual Stress of Ultra-High Strength Steel under Powerful Rolling[J]. Sur-face Technology, 2021, 50(1): 413-421.
[7] 段文軍, 李貞, 王好平, 等. 盾構滾刀材料表面鎳基碳化鎢涂層摩擦學性能研究[J]. 表面技術, 2021, 50(1): 313-321, 365.
DUAN Wen-jun, LI Zhen, WANG Hao-ping, et al. Tribo-logical Properties of Ni-Based WC Coating Prepared on Shield Disc Cutter Material Surface[J]. Surface Techno-logy, 2021, 50(1): 313-321, 365.
[8] 王明偉, 潘仁, 李姝, 等. BT20鈦合金表面電火花沉積WC涂層微觀組織研究[J]. 稀有金屬材料與工程, 2014, 43(2): 361-363.
WANG Ming-wei, PAN Ren, LI Shu, et al. Microstructure of Electro-Spark Deposition WC Coating on BT20 Titan-ium Alloy[J]. Rare Metal Materials and Engineering, 2014, 43(2): 361-363.
[9] LEVIN Z S, HARTWIG K T. Hardness and Microstruc-ture of Tungsten Heavy Alloy Subjected to Severe Plastic Deformation and Post-Processing Heat Treatment[J]. Mat-erials Science and Engineering: A, 2015, 635: 94-101.
[10] 鄭欣, 白潤, 王東輝, 等. 航天航空用難熔金屬材料的研究進展[J]. 稀有金屬材料與工程, 2011, 40(10): 1871- 1875.
ZHENG Xin, BAI Run, WANG Dong-hui, et al. Research Development of Refractory Metal Materials Used in the Field of Aerospace[J]. Rare Metal Materials and Enginee-r-ing, 2011, 40(10): 1871-1875.
[11] 魏祥, 陳志國, 鐘掘, 等. 沉積氣氛對電火花沉積Mo2FeB2基金屬陶瓷涂層組織與性能的影響[J]. 稀有金屬材料與工程, 2018, 47(4): 1199-1204.
WEI Xiang, CHEN Zhi-guo, ZHONG Jue, et al. Influence of Deposition Atmosphere on Structure and Properties of Mo2FeB2-Based Cermet Coatings Produced by Electro- Spark Deposition[J]. Rare Metal Materials and Enginee-ring, 2018, 47(4): 1199-1204.
[12] LUO Cheng, XIONG Xiang, DONG Shi-jie. TiB2/Ni Co-a-tings on Surface of Copper Alloy Electrode Prepared by Electrospark Deposition[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(2): 317-321.
[13] HONG Xiang, FENG Ke, TAN Ye-fa, et al. Effects of Process Parameters on Microstructure and Wear Resist-ance of TiN Coatings Deposited on TC11 Titanium Alloy by Electrospark Deposition[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(8): 1767-1776.
[14] WANG Yu-kui, XIE Bao-cheng, WANG Zhen-long, et al. Micro EDM Deposition in Air by Single Discharge The-rmo Simulation[J]. Transactions of Nonferrous Metals Society of China, 2011, 21: s450-s455.
[15] PENG Zi-long, WANG Zhen-long, DONG Ying-huai, et al. Development of a Reversible Machining Method for Fa-brication of Microstructures by Using Micro-EDM[J]. Jo-u-rnal of Materials Processing Technology, 2010, 210(1): 129-136.
[16] PENG Zi-long, WANG Zhen-long, JIN Bai-dong. Micro- Forming Process and Microstructure of Deposit by Using Micro EDM Deposition in Air[J]. Key Engineering Mate-r-ials, 2008, 375-376: 153-157.
[17] HONG Xiang, TAN Ye-fa, WANG Xiao-long, et al. Eff-ects of Nitrogen Flux on Microstructure and Tribological Properties of In-Situ TiN Coatings Deposited on TC11 Ti-tanium Alloy by Electrospark Deposition[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(10): 3329-3338.
[18] WANG R J, QIAN Y Y, LIU J. Structural and Interfacial Analysis of WC92-Co8 Coating Deposited on Titanium Alloy by Electrospark Deposition[J]. Applied Surface Sci-ence, 2004, 228(1-4): 405-409.
[19] 樓樂明. 電火花加工計算機仿真研究[D]. 上海: 上海交通大學, 2000.
LOU Le-ming. Research on Computer Simulation of EDM[D]. Shanghai: Shanghai Jiao Tong University, 2000.
[20] 汪偉林, 吳麗娟, 李波, 等. 超音速激光沉積Ti-6Al-4V合金結合界面特征數值模擬及試驗驗證[J]. 表面技術, 2020, 49(8): 324-332.
WANG Wei-lin, WU Li-juan, LI Bo, et al. Numerical Si-m-ulation and Experimental Verification of Interfacial Bo-nding Behavior of Ti-6Al-4V Alloy via Supersonic Laser Deposition[J]. Surface Technology, 2020, 49(8): 324-332.
[21] 鄧德安, 清島祥一. 用可變長度熱源模擬奧氏體不銹鋼多層焊對接接頭的焊接殘余應力[J]. 金屬學報, 2010, 46(2): 195-200.
DENG De-an, KIYOSHIMA Shoichi. Numerical Simula-tion of Welding Residual Stresses in a Multi-pass Butt- welded Joint of Austenitic Stainless Steel Using Variable Length Heat Source[J]. Acta Metallurgica Sinica, 2010, 46(2): 195-200.
[22] 陳慶安, 王艷輝, 張建宇, 等. 鋼板連續移動感應淬火溫度場數值模擬及實驗研究[J]. 表面技術, 2020, 49(9): 332-338.
CHEN Qin-gan, WANG Yan-hui, ZHANG Jian-yu, et al. Numerical Simulation and Experiment Research on the Temperature Field of Continual Induction Hardening for a Steel Plate[J]. Surface Technology, 2020, 49(9): 332-338.
[23] 文舒, 董安平, 陸燕玲, 等. GH536高溫合金選區激光熔化溫度場和殘余應力的有限元模擬[J]. 金屬學報, 2018, 54(3): 393-403.
WEN Shu, DONG An-ping, LU Yan-ling, et al. Finite El-e-ment Simulation of the Temperature Field and Residual Stress in GH536 Superalloy Treated by Selective Laser Melting[J]. Acta Metallurgica Sinica, 2018, 54(3): 393-403.
[24] 崔景芝. 微細電火花加工的基本規律及其仿真研究[D]. 哈爾濱: 哈爾濱工業大學, 2007.
CUI Jing-zhi. Research on Foundational Law of Micro- EDM and Its Simulation[D]. Harbin: Harbin Institute of Technology, 2007.
[25] 黃慶春, 李昌, 張大成, 等. 考慮相變誘導塑性的埋弧堆焊過程數值模擬方法研究[J]. 表面技術, 2021, 50(3): 261-269.
HUANG Qing-chun, LI Chang, ZHANG Da-cheng, et al. Numerical Simulation of Submerged Arc Welding Process Considering Phase Transformation Induced Plasticity[J]. Surface Technology, 2021, 50(3): 261-269.
Finite Element Simulation of the Temperature Field and Residual Stress of Tungsten Coating Deposited by Electro-spark Deposition
1,2,1,1,1,1,1
(1. Southwest Institute of Technology and Engineering, Chongqing 400039, China; 2. The 6th Military Representative Office of the Military Representative Bureau of the Army Equipment Department in Chongqing, Chongqing 400039, China)
Through simulation of the temperature field variation and residual stress distribution in the molten pool during the process of electro-spark deposition of tungsten coating on steel substrate, this paper aims to better explore the process of electro-spark deposition of tungsten coating and to obtain temperature field distribution and formation mechanism of residual stress during the process. Through the methods of low-speed electrode rotation and up-and-down inching, an anti-ablation tungsten coating is made on the surface of steel substrate from point, line to plane. The temperature field and residual stress of tungsten coating are simulated by ANSYS software. The result shows that the Gauss heat source model can simulate the temperature field distribution and residual stress in the process of electro-spark deposition. On this basis, the temperature field data is put into mechanical analysis model so that the coupling calculation of temperature field and stress field and the stress variation status and residual stress after solidification of tungsten coating in the molten pool are obtained. The simulation results show that with the increase of electro-spark deposition power, the diameter and depth of the molten pool will increase and the peak temperature will increase. The residual stress of the tungsten coating increases with the increase of molten pool temperature. In the process of single row tungsten coating deposition, except the first molten pool, the other molten pools will be affected by the previous molten pool and have obviously less residual stress compared with a single point tungsten coating. The residual stress of tungsten coating formed by multi-row pool group is mainly related to the deposition rate, and the faster the deposition rate, the greater the residual stress.
electro-spark deposition; tungsten coating; temperature field; residual stress; finite element simulation
2021-03-18;
2021-07-08
CHEN Hai-tao (1981—), Male, Master, Senior engineer, Research focus: surface engineering.
叢大龍(1985—),男,博士,高級工程師,主要研究方向為表面工程。
Corresponding author:CONG Da-long (1985—), Male, Doctor, Senior engineer, Research focus: surface engineering.
陳海濤, 張晶, 叢大龍, 等.電火花沉積鎢涂層的溫度場和殘余應力有限元模擬[J]. 表面技術, 2022, 51(1): 140-149.
TG174
A
1001-3660(2022)01-0140-10
10.16490/j.cnki.issn.1001-3660.2022.01.015
2021-03-18;
2021-07-08
聯合基金資助(6141B02030201)
Fund:Supported by Joint Fund (6141B02030201)
陳海濤(1981—),男,碩士,高級工程師,主要研究方向為表面工程。
CHEN Hai-tao, ZHANG Jing, CONG Da-long, et al. Finite Element Simulation of the Temperature Field and Residual Stress of Tungsten Coating Deposited by Electro-spark Deposition[J]. Surface Technology, 2022, 51(1): 140-149.
