基于STM32橡膠園割膠作業信息平臺設計與實現*
2022-02-10 08:37:26鄧祥豐黎土煜肖蘇偉王玲玲吳思浩
南方農機 2022年2期
鄧祥豐 , 賈 倩 , 黎土煜 , 肖蘇偉 , 王玲玲 , 吳思浩
(1.中國熱帶農業科學院橡膠研究所,海南 海口 571101;2.國家重要熱帶作物工程技術研究中心機械分中心,海南 海口 571101)
天然橡膠是我國重要戰略物資,也是海南省熱帶農業發展的重要產業,傳統的割膠方式勞動強度大、技術要求高,隨著電動割膠刀的研制并逐步推廣應用,有效改善了膠工的作業條件。但目前電動割膠刀只在機械上實現了割膠作業功能,缺乏割膠作業相關數據信息的監測與反饋,無法為今后的農機補貼提供技術支撐。為使割膠作業精細化,本研究基于GPS技術,對4GXJ型電動割膠刀進行智能化升級,旨在為后期膠園信息化管理、作業補貼制定提供科學依據。將GPS模塊與電動割膠刀主控模塊進行有效耦合,研究并實現使用電動割膠刀作業路徑數據的動態采集和遠程傳輸,為實現使用電動割膠刀作業的信息化管理提供數據基礎。
1 系統架構設計
1.1 定位裝置的安裝方案選取
通過分析4GXJ-2型電動割膠刀的整機設計情況,GPS模塊可與電源模塊進行耦合連接。由于膠刀主體的內部空間有限,除去傳動結構、電調開關等部件已無空間容納GPS模塊,只能將其外置,且GPS模塊的天線需要裸露于外部傳送與接收來自衛星的信號[1-3]。因此,選擇將GPS模塊安裝位置與電動割膠刀的電源裝置相連接,在電源裝置處仍保留一定的空間余量,并且在割膠作業的過程中,電源裝置是放置在收納包當中,即便GPS模塊需要進行結構設計上的改進,也不影響電動割膠刀整體的結構。這樣既保障了GPS模塊的電源供應,也有相對于電動割膠刀主體充足的空間實現安裝,如圖1所示。

圖1 電動割膠刀電源裝置與GPS模塊連接
1.2 數據信息采集與傳輸的框架設計
電動割膠刀的作業信息系統主要實現作業區域的位置信息采集、存儲、傳輸以及移動軌跡的繪制等功能,系統結構包括位置信息感知層、數據傳輸層和應用管理層,系統架構如圖2所示。
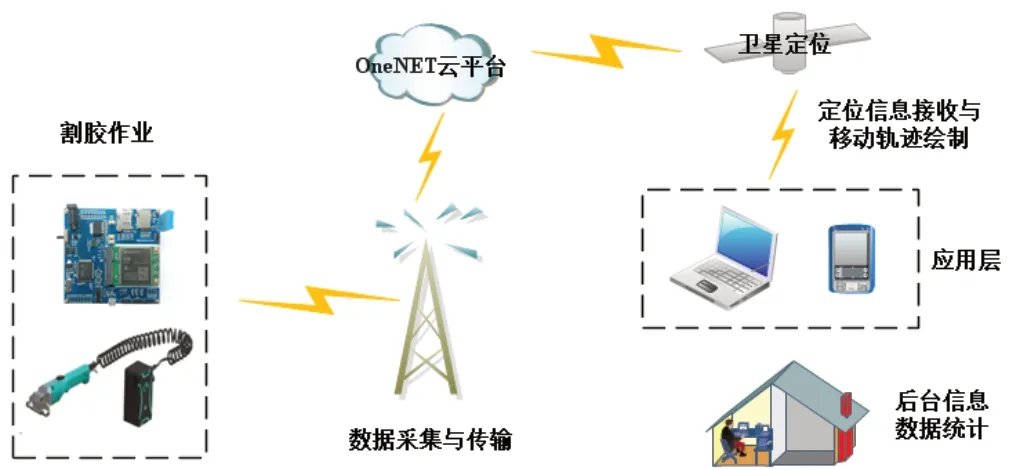
圖2 系統架構
首先,GPS模塊采集所在位置的經緯度數據,并在本地進行存儲;其次,通過NB-IoT模塊將位置信息傳送到OneNET數據管理云平臺;最后,云平臺數據應用數據管理系統可對傳感器數據進行處理和分析。其中位置信息感知層以STM32為應用控制核心,包括GPS模塊、電源模塊、存儲管理、應用接口及外圍控制電路等;無線通信NB-IoT模塊主要實現傳感器數據的傳輸功能;云平臺應用管理軟件包括PC端應用管理軟件和移動端應用管理軟件[4-9]。
2 系統硬件設計
2.1 整體結構的搭建
該定位終端主要實現檢測目標的位置信息提取,并將位置信息傳輸至云平臺,系統主要由定位終端和上位機兩部分組成,定位終端主要由以搭載在STM32單片機的BC20為核心的GPS定位模塊、通信模塊以及無線串口模塊組成,其中的數據傳輸均采用串行通信實現。位置檢測模塊主要實現定位數據的獲取,若該定位終端位于基站覆蓋范圍內,則可通過BC20將定位信息上傳,若未在基站覆蓋范圍內,可采用無線串口模塊作為輔助通信手段將定位信息上傳[10-12]。
本設計采用BC20模塊來實現位置信息的獲取,BC20模塊與STM32單片機通過串口相連,STM32微處理器向BC20模塊發送AT指令,對BC20模塊進行定位方式選擇的控制,BC20模塊將采集的數據發送給STM32單片機,從而獲取到具體的位置信息。通常STM32單片機集成有5路串口,在本設計中使用3個串口。將UART2和UART3與無線傳輸模塊相連,將位置信息上傳至上位機。UART1為BC20模塊的主串口,用于AT指令的傳送、GPS數據的傳輸,通過該串口將AT指令傳送到BC20模塊,收到指令后BC20模塊進行解析,并將采集到的數據通過該串口傳輸到STM32單片機,具體流程如圖3所示[13]。定位開啟后,微處理器通過串口向BC20模塊發送打開GPS定位方式的指令,模塊開啟GPS定位,若檢測不到目標的位置信息,微處理器將通過打開基站定位的方式,將目標位置信息快速上傳至人機界面上,確保在任何情況下能夠檢測到目標的具體位置。

圖3 定位檢測流程
2.2 主控板的設計
基于GPS技術的4GXJ型電動割膠刀優化升級,所應用到的配件主要有STM32單片機開發板、GNSS有源天線、USB數據通信線、串口調試與下載程序、DC 5V 2A電源適配器、SIM卡等,如圖4所示。
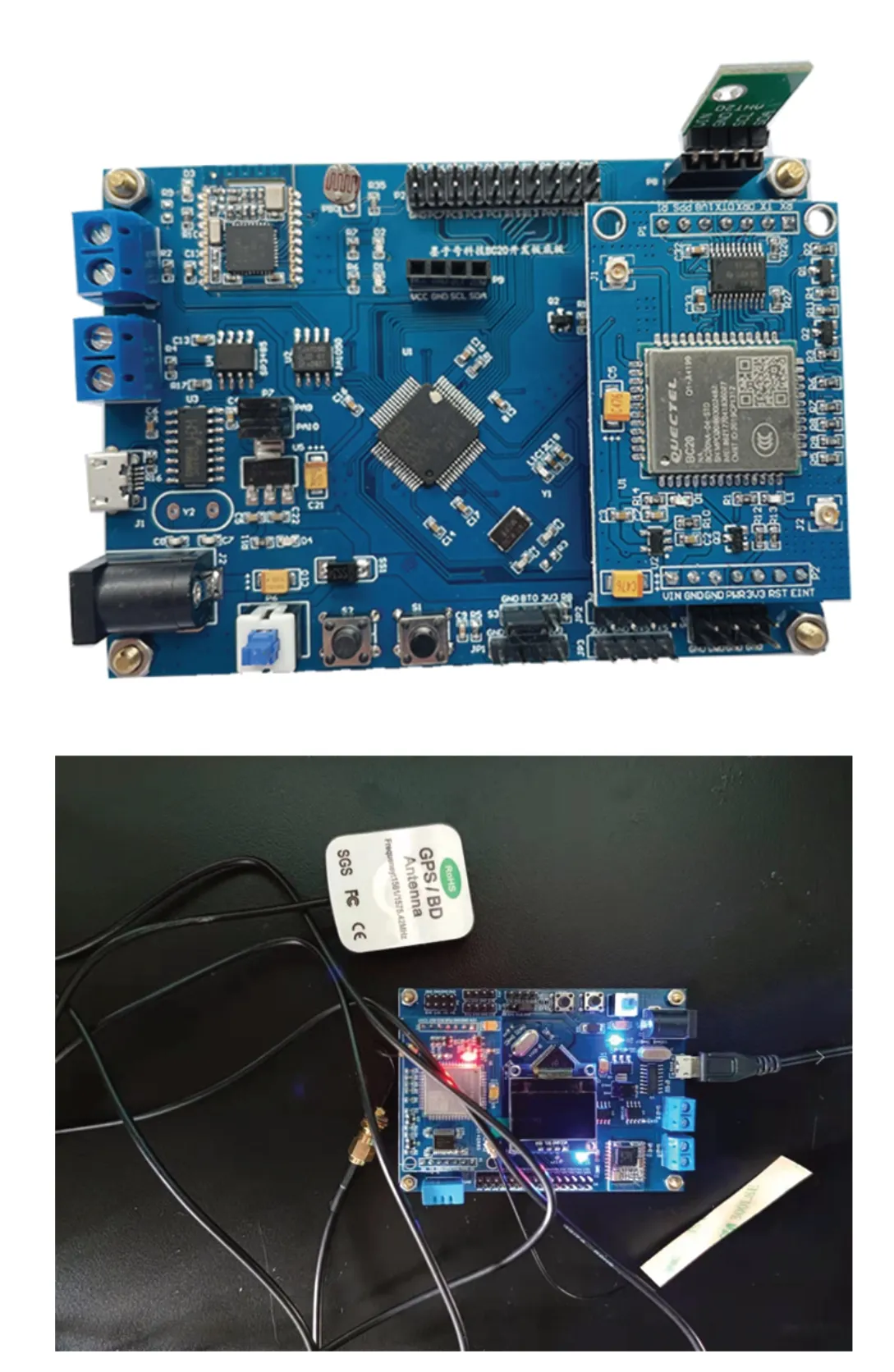
圖4 主控板STM32單片機
4GXJ-2型電動割膠刀的位置信息監測與作業軌跡繪制的實現,以STM32主控板為搭載核心,BC20模塊為通信渠道,其中包括GNSS無線通信模塊、NB-IoT通信模塊及供電模塊等部分,硬件架構如圖5所示。主控板STM32使用單總線協議讀取來自串口協議,采集到的數據幀由STM32單片機進行解析并轉化為定位信息,并通過通信模塊的串口將數據上傳至OneNET服務器平臺,最終實現移動軌跡的繪制以及位置信息的獲取與記錄[14]。

圖5 硬件架構圖
3 軟件系統設計
3.1 通信協議的選擇
在數據傳送上,BC20通信模組可經過HTTP協議將數據發送至網頁終端,通過MQTT/LWM2M協議將數據發送至OneNET平臺。本研究選擇OneNET平臺作為系統的搭載平臺,通過LWM2M協議進行GPS終端與OneNET平臺之間的數據傳輸[15]。
3.2 位置信息數據的獲取
通過USB數據串接口將STM32單片機與PC端連接通電,并在軟件中啟動BC20的控制程序,激活GPS模塊與衛星的定位,如圖6所示。由于需要通過搜星來獲取衛星信息,因此在剛進行激活時顯示界面產生延時,位置獲取的響應較慢。在進行位置信息采集時,要將信號線裸露在外界,以此來保持數據信號傳輸的穩定性。
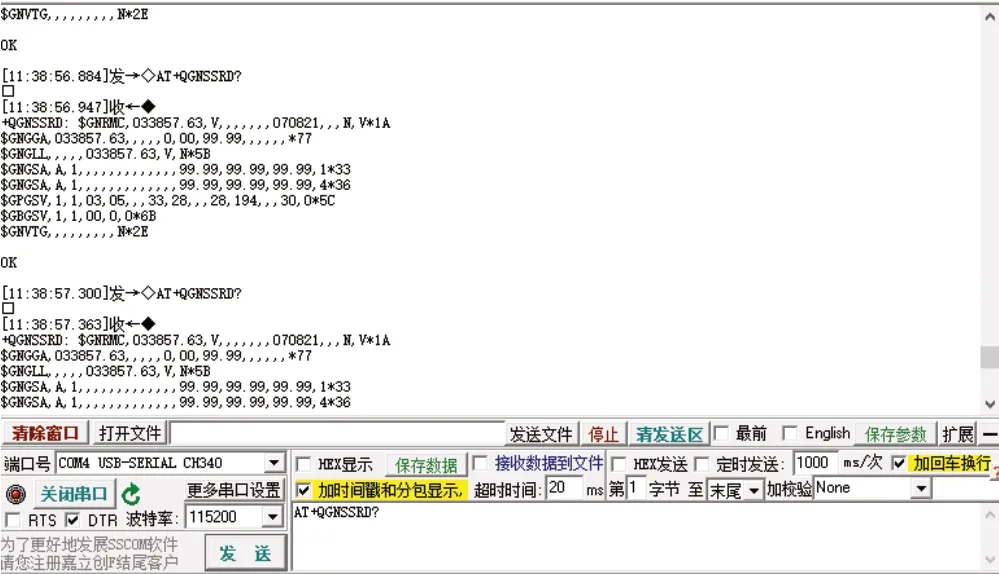
圖6 GPS經緯度位置信息顯示
程序運行后,微處理器通過串口向BC20模塊發送打開GPS定位方式的指令AT+QGNSSC=1,模塊開啟GPS定位。開啟GPS定位后,模塊能快速返回GPS數據,顯示經緯度信息。使用GPS模塊檢測到的測試位置信息為東經110.193 763°、北緯19.590 056°,使用百度網頁坐標拾取系統獲取到的檢測地點經緯度信息為東經110.194 851°、北緯19.591 017°。根據經緯度換算度分秒法則,東經110.193 763°=110°11′37″、北緯19.590 056°=19°35′24″;同理,實際經緯度信息換算后為東經110°11′41″、北緯19°35′27″[16]。根據兩點經緯度距離公式可知,使用設備檢測到的位置與實際位置的偏差范圍較小。
3.3 平臺數據傳輸的實現過程
將GPS定位傳感器、溫濕度傳感器、光照傳感器與單片機主板連接,USB 電源給系統供電,串口調試工具QCOM界面顯示串口的打印輸出,波特率設置為115 200 bit/s。通過NB-IoT通信模組將開發板與OneNET平臺連接,平臺接收到通信模組的移動SIM卡的狀態、信號質量、注冊狀態,從而實現數據互聯互通。
OneNET平臺收到終端發出的消息后,推送topic(Qos0級別)到相關的訂閱設備,待平臺顯示訂閱成功后,OneNET 平臺與終端設備可以互聯互通。通過API調用,并采用HTTP協議將所獲得的位置信息接入OneNET平臺,從而實現電動割膠刀作業狀態的信息讀取,web端的顯示界面如圖7所示[17-18]。
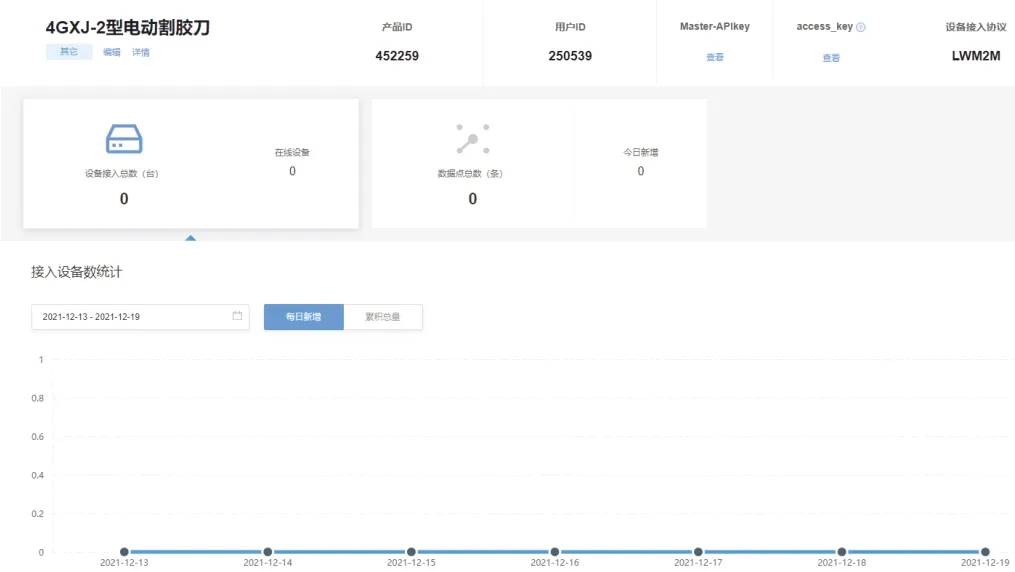
圖7 信息平臺顯示
4 總結
1)完成電動割膠刀的主控模塊與GPS模塊的集成。通過對4GXJ-2型電動割膠刀內部空間結構的分析,選取出適合與GPS模塊耦合的部位。
2)完成GPS信息定位數據的采集。目前已根據GPS模塊的功能特征,初步解析位置定位的傳輸與反饋模式,對相關的數據信息進行采集并由PC端將具體的經緯度參數顯示出來,從而獲取目標區域較為詳細的位置信息。
3)通過本研究可繪制割膠作業行走路徑軌跡并在終端上進行反饋,也為后期膠園信息化管理、作業補貼制定提供依據。
猜你喜歡
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
中華手工(2017年2期)2017-06-06 23:00:31
故事大王(2016年7期)2016-09-22 17:30:08
電子設計工程(2015年15期)2015-02-27 12:07:30
中外會展(2014年4期)2014-11-27 07:46:46
兒童故事畫報(2013年3期)2013-06-24 05:40:30
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
