5G 通信技術(shù)在閥門制造行業(yè)的數(shù)字化應(yīng)用探索
2022-02-07 07:57:22孔令舟
江蘇通信 2022年6期
孔令舟
中國移動通信集團江蘇有限公司鹽城分公司
0 引言
國務(wù)院于2015 年5 月公布強化高端制造業(yè)的國家十年戰(zhàn)略規(guī)劃——《中國制造2025》,從頂層為中國制造業(yè)轉(zhuǎn)型升級制定了第一個十年的行動綱領(lǐng),以創(chuàng)新驅(qū)動、智能轉(zhuǎn)型為基本方針,以網(wǎng)絡(luò)化、數(shù)字化、智能化為主線,力爭用10 年時間,邁入制造強國行列。工業(yè)和信息化部在《“十四五”信息通信行業(yè)發(fā)展規(guī)劃》中將工業(yè)互聯(lián)網(wǎng)和“5G+工業(yè)互聯(lián)網(wǎng)”列入重要的融合基礎(chǔ)設(shè)施。2021 年以來江蘇省連續(xù)發(fā)布《江蘇省制造業(yè)智能化改造與數(shù)字化轉(zhuǎn)型三年行動計劃(2022-2024年)》和《江蘇省5G 應(yīng)用“領(lǐng)航”行動計劃(2022-2024 年)》,通過一系列措施加快促進5G 在重點領(lǐng)域規(guī)模發(fā)展、特色領(lǐng)域創(chuàng)新引領(lǐng),為實現(xiàn)制造強省和網(wǎng)絡(luò)強省的戰(zhàn)略保駕護航。
與傳統(tǒng)通信技術(shù)相比,5G從設(shè)計之初便以大帶寬、低時延、大連接為目標(biāo),并且進行了網(wǎng)絡(luò)架構(gòu)、天線陣列等眾多技術(shù)革新,具備了切片、上下行解耦、超級上行等增強特性,成為目前工業(yè)互聯(lián)網(wǎng)、車聯(lián)網(wǎng)等領(lǐng)域的最佳網(wǎng)絡(luò)選擇。5G 不僅僅是支持多應(yīng)用場景的一種信息傳輸技術(shù),而且與人工智能、大數(shù)據(jù)、云計算等新一代信息通信技術(shù)一起構(gòu)成了賦能工業(yè)數(shù)字化轉(zhuǎn)型的數(shù)字技術(shù)集群。隨著5G 的R16 與R17 標(biāo)準(zhǔn)陸續(xù)發(fā)布,產(chǎn)業(yè)化進程加速,5G 在工業(yè)領(lǐng)域的應(yīng)用潛力將得到極大釋放。
1 背景
閥門是在流體系統(tǒng)中用來控制流體的方向、壓力、流量的裝置,是使配管和設(shè)備內(nèi)的介質(zhì)(液體、氣體、粉末)流動或停止并能控制其流量的裝置。隨著閥門制造技術(shù)的不斷發(fā)展,以及閥門應(yīng)用領(lǐng)域的不斷拓寬,與之對應(yīng)的閥門質(zhì)量標(biāo)準(zhǔn)也越來越高,閥門制造行業(yè)進入了一個快速創(chuàng)新的時期,不僅產(chǎn)品類別需要更新?lián)Q代,企業(yè)內(nèi)部管理也需要跟上智能化、數(shù)字化的步伐,加速實現(xiàn)變革。
當(dāng)前閥門制造企業(yè)仍以勞動密集型企業(yè)為主,閥門制造過程的關(guān)鍵工序如焊接和試壓操作依賴于員工的經(jīng)驗和手動操作,因此居高不下的人工成本、無法避免的經(jīng)驗波動是提升產(chǎn)品質(zhì)量的瓶頸,推動閥門制造行業(yè)數(shù)字化轉(zhuǎn)型勢在必行。
探索將5G 應(yīng)用于閥門制造過程,實現(xiàn)設(shè)備狀態(tài)、參數(shù)設(shè)置、產(chǎn)品質(zhì)量的數(shù)據(jù)采集與互通,開發(fā)高效、透明、規(guī)范的智能焊接系統(tǒng)與智能試壓系統(tǒng),提升關(guān)鍵工序的標(biāo)準(zhǔn)化程度,達到降本增效的目標(biāo)。
2 項目方案
應(yīng)用5G 通信技術(shù)打破閥門制造各產(chǎn)線、各環(huán)節(jié)的數(shù)據(jù)孤島。對人工經(jīng)驗依賴性最強的焊接和試壓兩個關(guān)鍵工序進行數(shù)字化改造。本項目在江蘇省鹽城市的某大型閥門制造企業(yè)進行試點應(yīng)用。
首先,為工廠規(guī)劃建設(shè)5G 室分,實現(xiàn)廠房內(nèi)5G 網(wǎng)絡(luò)全覆蓋。為焊接臺、試壓臺進行改造,通過5G 網(wǎng)關(guān)進行設(shè)備關(guān)鍵參數(shù)和生產(chǎn)數(shù)據(jù)的實時回傳。開發(fā)5G+焊接試壓監(jiān)測平臺,實現(xiàn)作業(yè)過程的焊接質(zhì)量管控、試壓參數(shù)的統(tǒng)一下發(fā)和產(chǎn)品的試壓檢測結(jié)果統(tǒng)計,規(guī)避人工操作可能導(dǎo)致的焊接質(zhì)量差、質(zhì)檢不嚴(yán)格導(dǎo)致次品流出的問題。應(yīng)用開發(fā)過程如圖1 所示。
2.1 可行性分析
(1)數(shù)據(jù)采集可行性
閥門制造企業(yè)用PLC(Programmable Logic Controller,可編程邏輯控制器)進行生產(chǎn)控制,其數(shù)字化程度取決于廠家的技術(shù)能力。經(jīng)過調(diào)查研究,江蘇某閥門制造企業(yè)采用的PLC 提供了COM(Cluster Communication Port,串行通訊接口)接口,具備5G數(shù)據(jù)采集條件。另外,智能電表能夠采集供電電壓、電流等數(shù)據(jù)信息。PLC、智能電表提供的數(shù)據(jù)均為數(shù)字化數(shù)據(jù),數(shù)據(jù)采集可行。
(2)5G 傳輸可行性
第一種方案是傳統(tǒng)數(shù)據(jù)采集方案,采用線纜直連,雖然可以提供較高的傳輸質(zhì)量,但大量的線纜鋪設(shè)對制造車間內(nèi)的空間、設(shè)備與物料移動性、墻面與地面的承重能力、生產(chǎn)安全等帶來了較大負面影響。第二種方案是通過5G 網(wǎng)絡(luò)進行連接,通過廠區(qū)5G 室分和部署在廠區(qū)機房內(nèi)的邊緣計算,打通數(shù)據(jù)傳輸專用通道,實現(xiàn)數(shù)據(jù)實時回傳。并且得益于邊緣計算的優(yōu)勢,保證數(shù)據(jù)不出廠區(qū),規(guī)避企業(yè)生產(chǎn)信息泄露的風(fēng)險。
經(jīng)過比對分析,確認(rèn)采用第二種數(shù)據(jù)傳輸方案,即使用5G 網(wǎng)絡(luò)技術(shù)作為數(shù)據(jù)傳輸方案。
(3)數(shù)據(jù)處理可行性
根據(jù)企業(yè)現(xiàn)有的ERP(Enterprise Resource Plan,企業(yè)資源計劃)平臺,對接相關(guān)的API 接口,即可搭建C/S 架構(gòu)的智能監(jiān)控Web 平臺,在數(shù)據(jù)處理的可行性方面不存在相關(guān)阻礙,方案可行。
2.2 方案設(shè)計
(1)5G 網(wǎng)絡(luò)部署方案
工廠廠房較為空曠,部署RRU+饋線+板狀天線的模式部署室分,實現(xiàn)廠房內(nèi)5G 無線覆蓋。在廠區(qū)機房部署邊緣計算UPF,并安裝防火墻進行鏈路防護,5G網(wǎng)絡(luò)架構(gòu)如圖2所示。
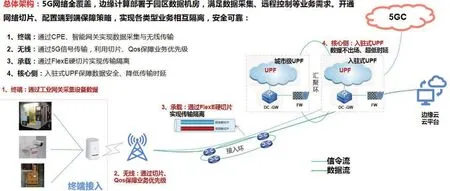
圖2 5G 專網(wǎng)架構(gòu)圖
(2)數(shù)據(jù)采集方案
閥門試壓臺由繼電器控制,通過機械指針查看實時壓力,無法進行數(shù)據(jù)采集。在不改變設(shè)備原有可靠性的基礎(chǔ)上,增加帶有RS485 通訊模塊的壓力變送器,并通過網(wǎng)絡(luò)模塊將RS485有線轉(zhuǎn)換為無線通訊,實現(xiàn)閥門試壓臺數(shù)據(jù)采集,試壓臺設(shè)備如圖3 所示。焊接設(shè)備運行時由PLC 控制,通過串口服務(wù)器直連PLC 采集PLC 加工參數(shù),再通過網(wǎng)絡(luò)模塊實現(xiàn)數(shù)據(jù)采集;焊接設(shè)備的電流電壓由傳統(tǒng)機械式指針表顯示,需要加裝支持RS485 通訊電子式電度表,與PLC 使用同一模塊實現(xiàn)數(shù)據(jù)采集,焊接設(shè)備如圖4 所示。

圖3 閥門試壓臺

圖4 閥門焊接臺
采用聯(lián)網(wǎng)模塊+智能網(wǎng)關(guān)盒子方案。使用5G 智能網(wǎng)關(guān)盒子連接設(shè)備聯(lián)網(wǎng)模塊,智能網(wǎng)關(guān)通過5G 直接將數(shù)據(jù)發(fā)送至應(yīng)用服務(wù)器。
(3)數(shù)據(jù)處理方案
標(biāo)準(zhǔn)化制造企業(yè)生產(chǎn)過程執(zhí)行系統(tǒng)包括資源管理、生產(chǎn)計劃、作業(yè)管理、質(zhì)量管理等,可覆蓋制造類企業(yè)生產(chǎn)的全部業(yè)務(wù),但是因閥門試壓、閥門焊接屬于閥門試驗的關(guān)鍵工序,與標(biāo)準(zhǔn)MES 產(chǎn)品對比存在匹配度不高的情況,并且標(biāo)準(zhǔn)化MES 系統(tǒng)無法實現(xiàn)作業(yè)過程中與設(shè)備聯(lián)動,自動判斷作業(yè)是否合格。因此根據(jù)閥門焊接過程需關(guān)注的參數(shù),進行系統(tǒng)功能定制化開發(fā),開發(fā)涉及關(guān)鍵工序與參數(shù)如圖5 所示。
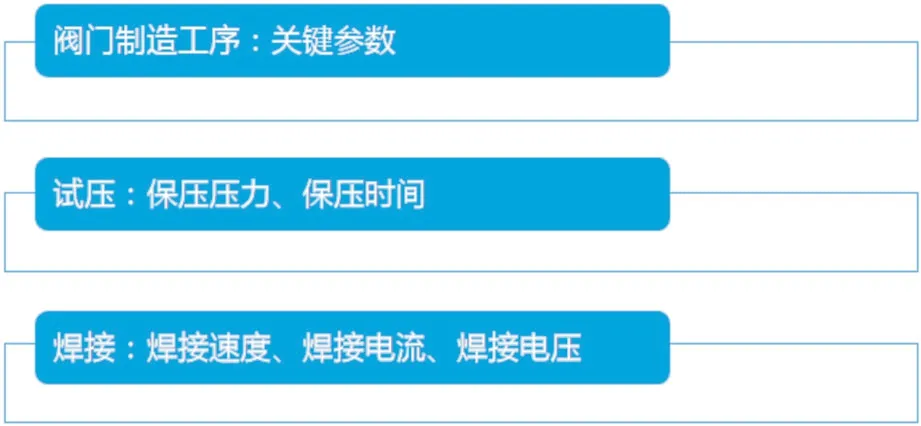
圖5 試壓和焊接工序關(guān)鍵參數(shù)
3 實施與結(jié)果
(1)系統(tǒng)實施
在閥門制造企業(yè)進行5G 專網(wǎng)建設(shè)、設(shè)備5G 改造、軟件部署、聯(lián)網(wǎng)調(diào)測、現(xiàn)場培訓(xùn),改造后的焊接設(shè)備如圖6 所示。

圖6 焊接設(shè)備改造加智能電表
(2)效果評估
通過本次項目建設(shè),閥門生產(chǎn)車間實現(xiàn)可視化、透明化、標(biāo)準(zhǔn)化管理,解決了傳統(tǒng)車間生產(chǎn)中對人力的高度依賴。車間管理層可以實時查看生產(chǎn)情況、設(shè)備運行情況,提升生產(chǎn)效率和管理水平。
方案試點試壓員每件產(chǎn)品試壓時間平均在15-20 分鐘,通過本次系統(tǒng)實施,試壓臺參數(shù)集中下發(fā)、質(zhì)檢參數(shù)實時上傳,每件產(chǎn)品試壓時間平均下降至8-12 分鐘,單件試壓效率提升60%以上。
此外5G 將生產(chǎn)全流程參數(shù)打通,實現(xiàn)作業(yè)過程100%監(jiān)測焊接、試壓作業(yè)100%記錄,可供隨時查看、調(diào)用。
5G+焊接試壓監(jiān)測系統(tǒng)可降低因工人錯誤操作引起的虛焊和誤檢、漏檢、錯檢問題,提升產(chǎn)品合格率和焊接、質(zhì)檢效率。監(jiān)測系統(tǒng)輸出結(jié)果如表1 所示。

表1 試壓系統(tǒng)輸出結(jié)果示例
4 結(jié)束語
基于閥門制造業(yè)的生產(chǎn)特點,針對焊接、試壓等關(guān)鍵工序過于依賴人工經(jīng)驗的痛點,發(fā)揮5G 網(wǎng)絡(luò)低時延的優(yōu)勢,打造基于企業(yè)5G 專網(wǎng)的焊接試壓監(jiān)測平臺。5G 網(wǎng)絡(luò)打破了生產(chǎn)設(shè)備的數(shù)據(jù)孤島問題,并結(jié)合數(shù)字化手段實現(xiàn)生產(chǎn)過程的規(guī)范化管理,幫助閥門制造企業(yè)節(jié)約人工、提高效率、優(yōu)化管理,成為5G+工業(yè)互聯(lián)網(wǎng)的有效探索與嘗試。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
流程工業(yè)(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
中學(xué)科技(2014年11期)2014-12-25 07:38:53
消費者報道(2014年7期)2014-07-31 11:23:57