某FSO 舵系故障分析及修理工藝
2022-02-07 13:04:38趙福志陳拔云
廣東造船 2022年6期
趙福志,陳拔云
(友聯(lián)船廠(蛇口)有限公司,深圳 518054)
1 前言
某FSO 是由一艘110 000 DWT 原油船改造而成,在某油田投產(chǎn)服役不到半年,在一次解脫單點自航避臺的過程中,發(fā)現(xiàn)舵角需保持在右20°左右才能正向行駛。據(jù)初步判斷,舵葉與舵桿發(fā)生了相對滑移,需進廠檢查和修理。為了縮短修期,減少FSO 因停產(chǎn)對油田收益造成損失,需事先進行排查分析,制定一套完善的舵系修理方案,確保施工的進度、質(zhì)量和安全。
2 舵系基本結(jié)構(gòu)
該FSO 采用內(nèi)置單點系泊系統(tǒng),單槳、單舵、柴油機推進,其舵系采用轉(zhuǎn)葉式舵機、半懸掛舵結(jié)構(gòu),舵葉重約80 t、舵機重約22 t,舵桿重約18 t,其基本結(jié)構(gòu)如圖1 所示。
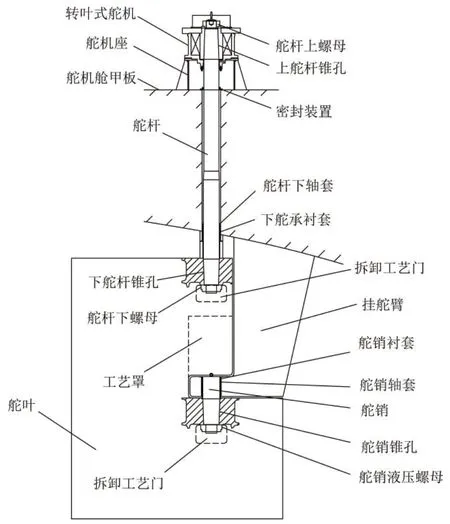
圖1 半懸掛舵結(jié)構(gòu)圖
舵桿上部與舵機轉(zhuǎn)子間、下部與舵葉間,均通過無鍵錐體過盈配合的方式進行連接,并通過液壓螺母固定。當(dāng)需要轉(zhuǎn)向時,舵機轉(zhuǎn)子通過錐孔與舵桿錐體間的脹緊配合方式,將轉(zhuǎn)舵力矩傳遞給舵桿,舵桿再將扭矩傳遞給舵葉,從而實現(xiàn)轉(zhuǎn)舵作業(yè)。
3 進廠前的勘驗排查
安排技術(shù)人員出海,對該船的舵機、反饋機構(gòu)、機械保護等系統(tǒng)進行檢查,未見異常;查看出廠時舵機轉(zhuǎn)子與舵桿間的原位置對中標記,無偏離,證明舵機轉(zhuǎn)子和舵桿錐體間沒有發(fā)生相對滑移;委派潛水員在水下現(xiàn)場勘驗并拍照,見舵葉外觀良好,無受損跡象,基本可排除舵葉遭受硬物碰撞、磕碰的可能;將舵葉轉(zhuǎn)動至正常零位時,舵機的指針指示在右偏20°左右。
將該舵的結(jié)構(gòu)完工圖、舵系計算參數(shù)、服役期間最惡劣一天的海域工況、船舶吃水、壓載及載荷狀況等數(shù)據(jù),發(fā)送給研究院進行舵扭矩載荷計算分析,證實當(dāng)天舵扭矩值多次超出設(shè)計扭矩值,基本可以確定舵發(fā)生不可恢復(fù)性左偏是由波浪抨擊造成的,但仍難判斷究竟是舵桿產(chǎn)生扭曲引起的,還是舵葉與舵桿錐體間產(chǎn)生相對滑移造成的。
4 修理方案
為縮短修期并避免類似故障再次發(fā)生,經(jīng)過詳細的調(diào)研分析,船方?jīng)Q定對原舵葉、舵桿、舵銷進行整體換新處理;同時,設(shè)計院通過模擬改造后的FSO 在系泊海域工況下作業(yè),計算其結(jié)構(gòu)的受力情況,決定將舵面積比由原來的1.858%減少至1.6%,以減少風(fēng)浪下舵葉對舵桿的扭矩影響;舵葉與舵銷錐孔鑄鋼件的兩側(cè)連接鋼板,由原來的26 mmDH36 板更換為44 mmEH36 板;舵銷的液壓螺母與舵桿舵葉的液壓螺母外徑,由原來的740 mm 增大至800 mm;舵桿與舵葉間連接錐體長度,由原來的900 mm 增長至950 mm,以增大受力面積;舵桿其余主體部分,仍與原舵桿設(shè)計一致,以保證原船體結(jié)構(gòu)和設(shè)備(舵機、舵承等)不需要改造,通過增加錐體連接處的壓入量來提高舵葉的設(shè)計扭矩值,大大減少了施工量。
為滿足船方的修期要求,需在該船進廠前預(yù)訂好舵葉、舵桿、舵銷、舵桿下軸套以及舵銷軸套等備件,并制作好相關(guān)的拆卸、吊運工裝及修復(fù)方案等。
5 施工難點
(1)舵桿和舵機的中心線在0#,其正上方飛機平臺的強結(jié)構(gòu)不宜拆除,但強結(jié)構(gòu)最前端為0#+300,對舵桿及舵機的整體吊運進出艙均有阻礙;
(2)舵葉受強外力影響產(chǎn)生20°偏移后,舵葉與舵桿、舵機轉(zhuǎn)子與舵桿間的無鍵連接錐體可能已產(chǎn)生滑移,錐體間有損傷,舵桿上下兩端液壓螺母被擠壓,大大增加了松出的難度;
(3)舵桿下軸套下方的油漆保護層過厚,且下舵承襯套內(nèi)孔處積聚了大量水垢等雜質(zhì),在吊出舵桿的過程中,舵桿下軸套容易卡住舵承襯套,給拔出帶來很大的阻力。
6 施工工序
船舶進塢前后,安排人員核對舵機及舵桿尺寸,確定舵機及舵桿的出艙路徑,在舵桿正上方甲板面上保護性割除工藝孔(預(yù)留吊裝安全間隙500 mm),并拆除周邊一切妨礙吊運的管線和設(shè)備等,包括飛機平臺上的部分防墜網(wǎng)及其支撐,但仍保留飛機平臺的強結(jié)構(gòu)。
6.1 舵葉拆除
(1)在舵葉左右兩側(cè)分別焊接2 個100 t 吊耳,用4 個50 t 手拉葫蘆配合固定住舵葉,但不必過緊;
(2)割除舵銷、舵桿螺母兩側(cè)的工藝門以及半弧形工藝罩,分別查看舵銷和舵桿的螺母保險指針狀況,發(fā)現(xiàn)舵桿下螺母保險完好,但保險指針已往左后方向偏移約20°,這表明舵桿與舵葉的錐體間已發(fā)生了滑移,導(dǎo)致舵葉左偏約20°;
(3)割除保險后,用5 t 葫蘆拉住扳手并用撞錘配合沖擊,仍無法拆動舵桿下螺母;
(4)往舵桿下螺母的液壓柱塞內(nèi)泵油,使其產(chǎn)生向上的頂升力F1,同時往舵葉錐體內(nèi)泵油,使錐體內(nèi)孔膨脹擴大,產(chǎn)生向下的分力F2,使F1 > F2;
(5)舵葉往上移動少許后泄掉膨脹壓力,螺母推進壓力需繼續(xù)保持15 min 后才泄壓,使舵桿下螺母與舵葉分離,再用螺母轉(zhuǎn)盤、5 t 葫蘆、插桿等配合拆松舵桿下螺母,并在舵葉與舵桿下螺母間墊上一片5 mm厚的橡膠墊;
(6)液壓泵松舵葉,拆出舵桿下螺母,將舵葉緩緩吊運下放到塢底進行檢查,發(fā)現(xiàn)舵桿錐體大端以及舵葉錐體孔大端均有滑移、燒損、麻點等痕跡;
(7)拆出舵銷螺母和舵銷,未見舵銷及舵銷孔有松動、滑移或磨損痕跡。
6.2 舵機拆卸
(1)為了拆松舵桿上螺母,特制如圖2 所示的專用沖擊扳手。用扳手卡住舵桿上螺母后,安排人員在兩側(cè)分別用5 t 葫蘆對稱反向用力拉緊的同時,用撞錘輪番敲擊,配合拆松舵桿上螺母;
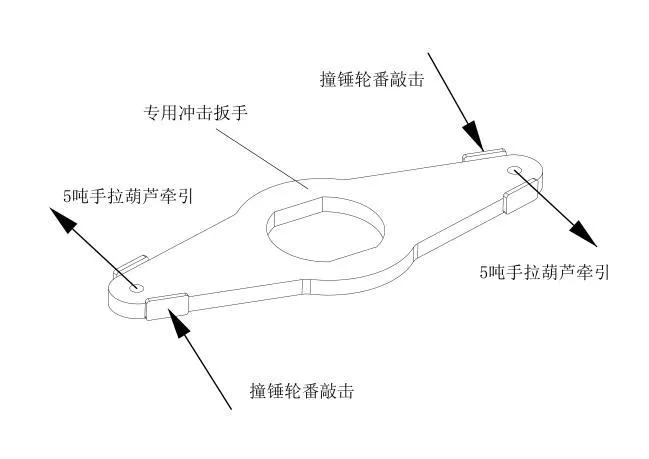
圖2 專用敲擊扳手
(2)在舵機與舵桿上螺母間墊上一片5 mm 厚橡膠墊,往舵機轉(zhuǎn)子錐體內(nèi)泵油,液壓泵松舵機與舵桿;
(3)拆出舵桿上螺母,并拆除舵機管線、舵機座固定螺栓、密封裝置等;
(4)測量舵機座固定螺栓的外徑及螺栓孔內(nèi)徑的尺寸,并探傷檢查,若裝配過盈量不符合規(guī)范要求或存在質(zhì)量缺陷,需更換螺栓或就地鏜孔修正。
6.3 舵機和舵桿吊運出艙
為了避開飛機平臺強結(jié)構(gòu),特制弓形專用吊桿,如圖3 所示。該弓形吊桿的設(shè)計工作載荷為25 t,均大于舵桿或舵機的最大重量;弓形吊桿由厚壁無縫鋼管、吊耳、加強板焊接而成,經(jīng)過現(xiàn)場測量、CAD 放樣、外形設(shè)計、有限元分析優(yōu)化、焊后打磨、探傷檢查、超重試驗檢查合格后,方可使用。
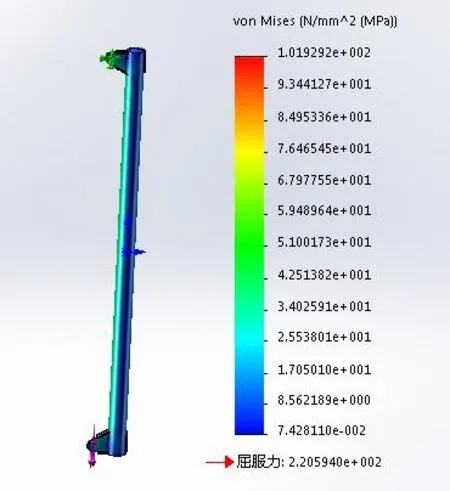
圖3 起吊25 t 時的吊桿有限元分析圖
(1)舵機吊運出艙
① 用碼頭100 t 吊機將弓形專用吊桿豎直放置在舵機正上方,在吊桿下懸掛3 個10 t 手拉葫蘆配合錨緊舵機;
② 緩緩提升吊桿,先整體向上吊起5.5 m,再往船首方向水平吊運1.5 m,使之完全避開上方的飛機平臺后,將舵機整體吊運出艙,轉(zhuǎn)運回車間進行保養(yǎng);
③ 檢查舵機轉(zhuǎn)子內(nèi)孔及舵桿上部錐體的接觸面情況,未發(fā)現(xiàn)明顯滑移痕跡。
(2 ) 舵桿吊運出艙
① 為避免吊運時舵桿上的油漆皮卡入舵承襯套而產(chǎn)生過大阻力,需事先做好清潔工作;
② 在舵桿下方架設(shè)好頂升工裝,在50 t 螺紋千斤頂及4個10 t手拉葫蘆的共同配合下,慢慢將舵桿頂起,如圖4 所示;
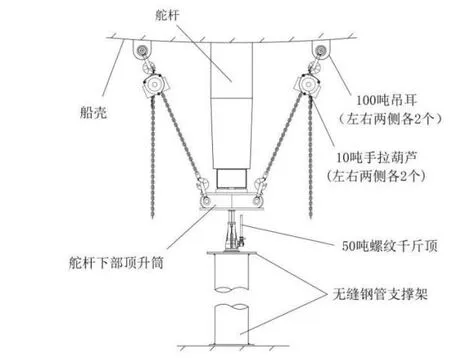
圖4 頂升舵桿圖
③ 當(dāng)舵桿被頂起約350 mm 后,用吊機將弓形吊桿放置在舵機正上方,盡量使弓形吊桿與舵桿處于同一中心線上,將舵桿緩緩吊運出艙,如圖5 所示;
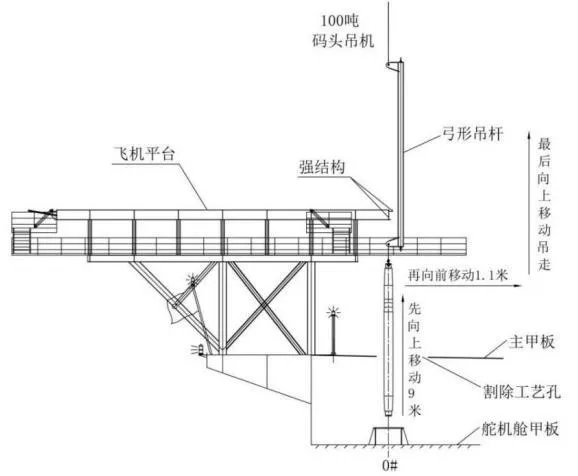
圖5 舵桿吊運出艙圖
④ 將舵桿先向上吊起約9 m,再往船首方向水平吊運1.1 m,使之完全避開上方的飛機平臺后,吊運到碼頭存放;
⑤ 檢查舵桿下舵承襯套內(nèi)孔,未見嚴重磨損痕跡,可見舵桿運行狀況較好。
6.4 舵系回裝
(1)準備工作
① 對照圖紙核對舊舵桿、舊舵銷尺寸,確認無誤后,通知廠家對新舵桿、新舵銷進行精加工;
② 完成新舵銷與新舵葉、新舵桿與舵機、新舵桿與新舵葉間錐體孔的藍油拂配工作。要求錐孔與錐體應(yīng)均勻接觸,接觸面積應(yīng)大于70%,各錐體研配后每25 mm×25 mm 面積內(nèi)不少于2 ~4 個油粉斑[1],在錐孔的兩端50 mm ~100 mm 長度上接觸斑點應(yīng)更密實;
③ 拆除原船下舵承襯套和舵銷襯套;
④ 以舵機上舵承孔和舵鈕承孔中心作為基點,拉線檢查發(fā)現(xiàn)下舵承襯套座孔中心最大偏移量為0.86 mm。按照國標要求,各舵承中心同軸度應(yīng)不大于安裝間隙(圖紙上為1.65±0.10 mm)的0.7 倍[2],即1.085 mm,因此舵承孔中心線無需鏜孔加工;
⑤ 分別將原舵承襯套座孔、新舵桿軸頸和新舵銷軸頸的尺寸數(shù)據(jù)告知襯套廠家,通過計算得出新襯套的加工尺寸;
⑥ 根據(jù)廠家提供的加工尺寸,車制各新襯套,復(fù)核尺寸無誤后,用干冰或液氮將其冷凍安裝到位;
⑦ 待恢復(fù)常溫后,復(fù)測各襯套的內(nèi)徑。確認舵銷軸套與舵銷襯套、舵桿軸套與舵承襯套的安裝間隙符合要求。
(2)注意事項
① 按先安裝舵銷至舵葉上,后安裝舵葉,再安裝舵桿,最后安裝舵機的順序回裝整個舵系;
② 舵銷和舵桿的所有配合錐體的安裝,務(wù)必按照原拂配標記進行,壓入量需嚴格按照說明書執(zhí)行;
③ 回裝后,核對并確保舵葉零位馬克和舵機轉(zhuǎn)子零位馬克一致;
④ 根據(jù)安裝后舵桿與舵葉的位置,現(xiàn)配焊接左右兩側(cè)的止跳塊,止跳間隙為2.0 ~2.5 mm;
⑤ 舵系回裝到位后,復(fù)測各個襯套位的間隙,確保符合要求。
7 轉(zhuǎn)舵試驗及舵角校驗
舵機油馬達系統(tǒng)經(jīng)重新注油、放氣、密性試驗合格后,根據(jù)操作手冊進行轉(zhuǎn)舵試驗,并根據(jù)實際舵角對舵機間、集控室及駕駛臺的舵角指示進行校正和調(diào)整。
8 建議
經(jīng)拆檢分析可知,該FSO 舵系發(fā)生不可恢復(fù)性左偏的原因是:惡劣海況下波浪抨擊舵葉產(chǎn)生的沖擊力大于原設(shè)計扭矩值,致使舵葉與舵桿無鍵過盈連接錐體間產(chǎn)生相對滑移;通過減小舵葉面積、增強舵葉結(jié)構(gòu)、增加舵桿及舵葉間的錐體長度以及舵葉液壓螺母的接觸面積,并增加舵桿錐體壓入量等優(yōu)化改造后,雖然能大大增強舵系抵抗惡劣海況的能力,但仍建議在管理上對船舶作出以下幾方面的改進:
(1)在臺風(fēng)來臨前2 天內(nèi)不進行外輸作業(yè);
(2)若出現(xiàn)臺風(fēng)天氣但船舶處于空載狀態(tài),建議進行必要的壓載,增加尾部吃水;
(3)即使船舶處于非空載狀態(tài),在臺風(fēng)來臨前,也建議適當(dāng)壓載使船況呈一定程度的尾傾為宜;
(4)臺風(fēng)季節(jié),務(wù)必掌握準確的氣象預(yù)報信息,如再超過臨界的環(huán)境條件,必須解脫航行,避開臺風(fēng)影響。
9 結(jié)束語
該FSO 舵系修理工藝流程緊湊合理,施工安全快捷,通過設(shè)計敲擊扳手、弓形吊桿等工裝,有效解決了液壓螺母拆卸困難、飛機平臺阻礙舵桿吊運等難題,為縮短修期創(chuàng)造了有利條件。該舵系修理工藝得以實施驗證,維修質(zhì)量得到船方認可,希望能為其它船廠提供借鑒和參考。