球罐安裝監督檢驗中TOFD檢測與射線檢測對比分析
2022-02-04 10:12:46肖忠群
化工裝備技術 2022年6期
王 亮* 肖忠群
(江西省檢驗檢測認證總院特種設備檢驗檢測研究院)
0 引言
與其他形狀儲存容器相比,在同等容積和壓力條件下,球形儲罐表面積最小,內應力最均勻[1],因此被廣泛應用于石油、化工、冶金等領域,用于儲存氮氣、二氧化碳、液化石油氣等介質。
球罐安裝一般在現場進行,球罐球殼板在制造廠壓制成形后,運送至現場進行組對、焊接、無損檢測、熱處理等工序,其中無損檢測是保證球罐現場焊縫質量的關鍵。現場安裝時焊縫檢測大多采用射線檢測,并采用超聲檢測、磁粉檢測等檢測方法作為輔助。當球罐壁厚增大后,射線檢測的效率變低,且對輻射環境安全標準和制度愈加嚴格,現場使用γ源的審批周期延長,難以滿足安裝進度要求。因此尋求一種新的檢測方法應用于厚壁球罐焊縫檢測很有必要,近年來,采用 TOFD 檢測方法對厚壁球罐進行焊縫檢測逐步得到推廣和認可。
1 球罐安裝射線檢測的特點
球罐安裝射線檢測的優點為:(1)缺陷投影在底片上使評定變得直觀,方便對缺陷進行定位、定量以及定性;(2)射線底片能長時間存檔,便于后續查閱;(3)全景曝光更經濟,曝光時間足夠就能一次性完成檢測,提升了效率。
球罐安裝射線檢測的缺點為:(1)球罐安裝射線檢測常使用γ源,現行NB/T 47013—2015《承壓設備無損檢測標準》中對曝光時長、多源曝光的限制較為嚴格,這增加了現場檢測的難度;(2)射線檢測時對周邊的環境要求高,會對檢測人員的身體健康造成傷害;(3)對體積形缺陷的檢出率高,從面積形缺陷則容易漏檢,通常危害性較大的裂紋屬于面積形缺陷。
2 TOFD檢測
2.1 TOFD檢測原理
衍射時差法超聲檢測(TOFD)是采用一發一收探頭工作模式,依靠超聲波與缺陷上下端點衍射波來探測缺陷的位置及尺寸的無損檢測技術[2]。當工件中有缺陷時,信號在直通波和底面反射波之間,經過缺陷會產生衍射波(如圖1所示),形成A掃信號(如圖2所示)。
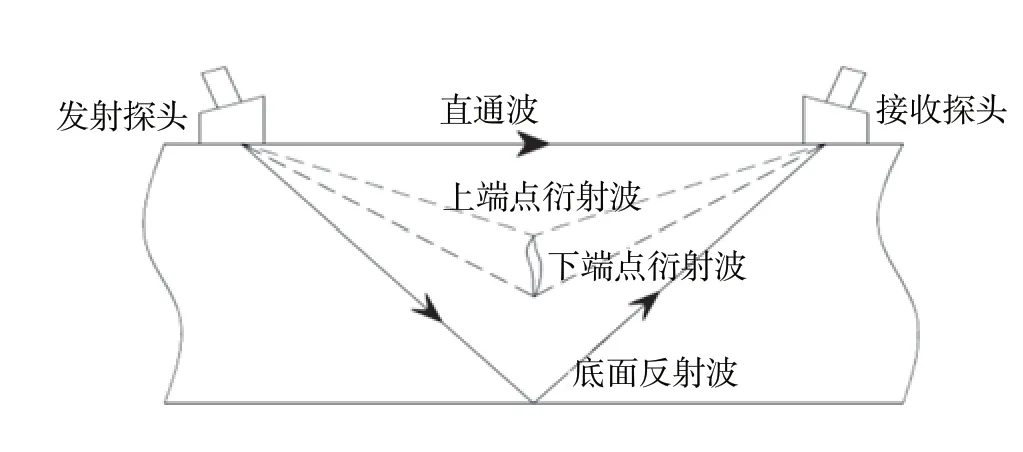
圖1 缺陷工件超聲波傳播路徑示意圖
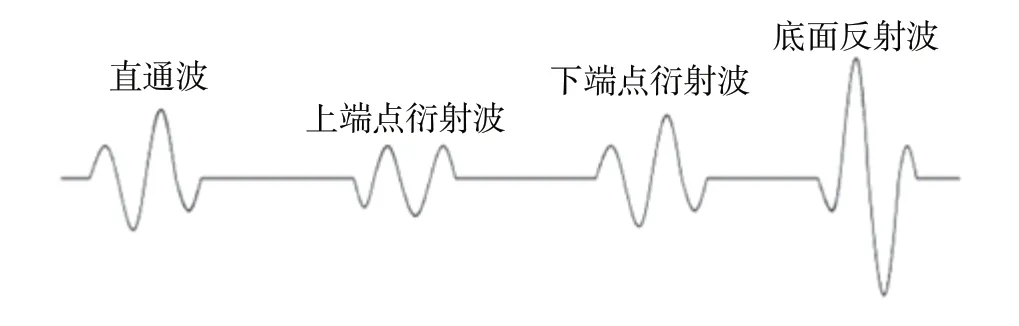
圖2 缺陷A掃信號示意圖
2.2 球罐安裝TOFD檢測的特點
球罐安裝TOFD檢測優點為:(1)對檢測人員身體無傷害,對周邊環境無特殊要求;(2)檢測效率高,實時顯示圖譜,方便快速評判缺陷;(3)檢測圖譜能永久保存,重復性較強,方便對其真偽進行認定;(4)能夠對缺陷定深、定高,方便返修時處理。
球罐安裝TOFD檢測缺點為:(1)存在上下底面盲區,需采用超聲波等檢測方法進行輔助;(2)橫向缺陷檢出能力低;(3)缺陷定位不及射線直觀,缺陷定性困難;(4) 丁字口焊縫需要磨平焊縫余高,增加了工作量;(5)上下級焊縫曲率變化大導致耦合不一致,影響圖譜評定。
3 監督檢驗實例
3.1 監督檢驗球罐基本情況
表1列舉了甲乙兩個不同廠區安裝的球罐主要技術參數。甲廠球罐是臺新安裝球罐,設計圖紙中要求進行100%TOFD、100%超聲檢測(UT)、100%磁粉檢測(MT ),但甲方對TOFD檢測技術不是很了解,認為射線檢測更可靠,且考慮到工期較緊,現場也不具備使用γ源的條件,故采取折中方案:現場進行TOFD檢驗,比例按照設計圖紙要求,另外甲方會按照一定的比例采取RT檢測進行抽探,從而驗證TOFD檢測技術的可靠度。
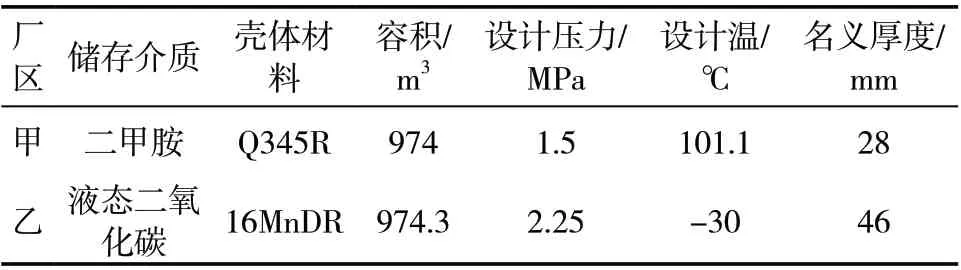
表1 球罐主要技術參數
乙廠球罐由于壁厚高達46 mm,現場使用射線或γ源檢測效率都太低且施工現場存在交叉作業。因此,該球罐按照設計圖紙的要求采用100%TOFD、100%UT、100%MT 方式進行檢測。單次掃查時由于下表面盲區超過標準要求,故進行了兩次偏置掃查以滿足標準要求。
兩個廠區的球罐都為混合式結構,且容積相同,在對其進行檢測時按照同樣的方式進行編號:F1~F10是指上極焊縫,AF1~AF31是指上環焊縫,A1~A16是指縱縫,AG1~AG31是指下環焊縫,G1~G10是指下級焊縫,具體如圖3所示。
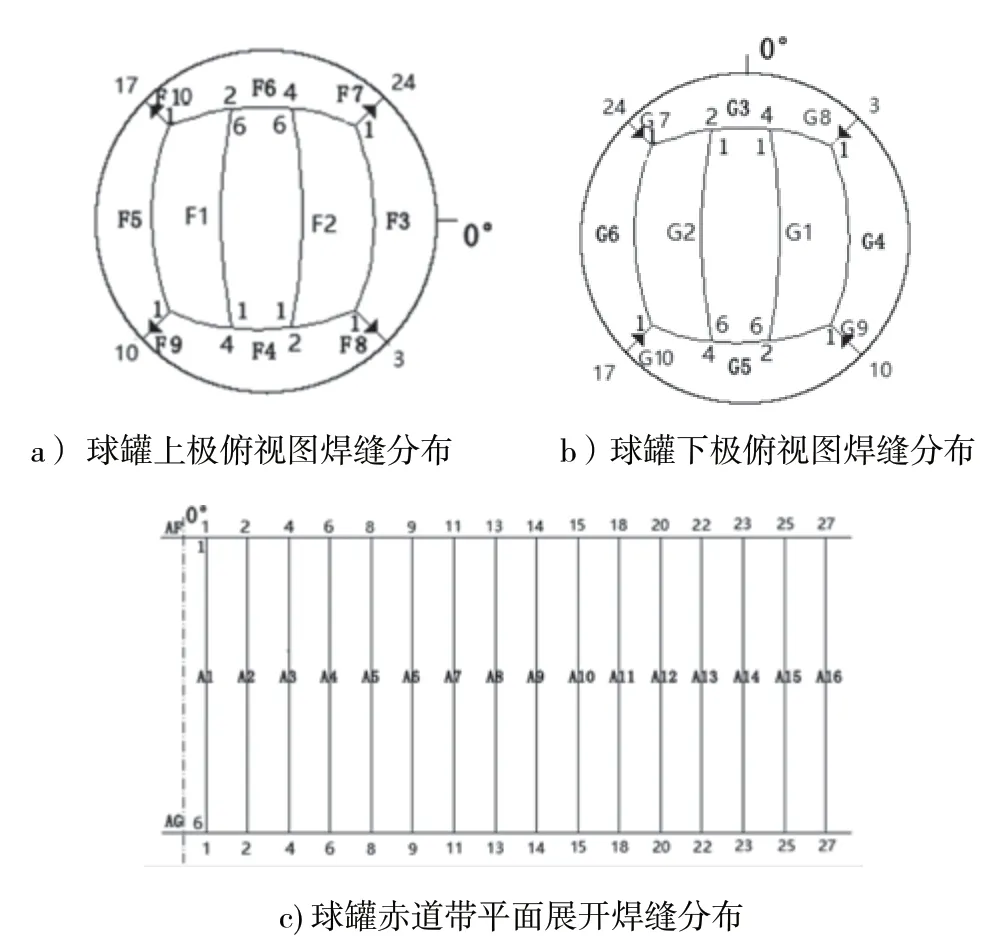
圖3 焊縫分布情況
3.2 監督檢驗球罐檢測情況
對甲廠的球罐進行檢測后共發現22處Ⅲ級缺陷,缺陷分布和顯示類型如表2所示,缺陷顯示類型是參照NB/T 47013.10—2015標準中埋藏型缺陷顯示分類的。從表2可以看出,缺陷主要集中在上下兩極,且大多具有一定自身高度的條狀顯示。同時甲方也對22處缺陷中的5處進行了RT檢測,檢測結果與TOFD檢測完全吻合。在缺陷返修時根據TOFD測定的缺陷深度用碳弧刨加砂輪機進行打磨,至該深度時觀察到了缺陷,這22處缺陷以密集型氣孔為主,這也充分證實了TOFD檢測的可靠性。圖4是甲廠球罐G5-5焊縫處密集型氣孔TOFD圖譜,圖5是G5-5焊縫TOFD圖譜異常處開挖驗證情況。同時,甲方對TOFD檢測合格的其他區域抽取了5個位置進行RT檢測,發現A5-2處焊縫存在密集型氣孔,如圖6所示,該處焊縫的TOFD圖譜如圖7所示。
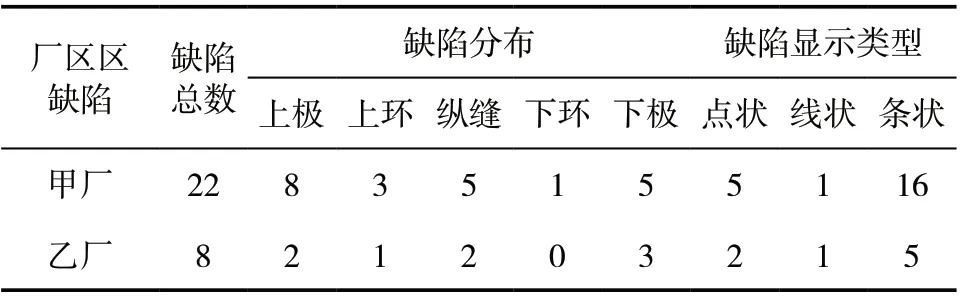
表2 球罐TOFD缺陷檢測情況
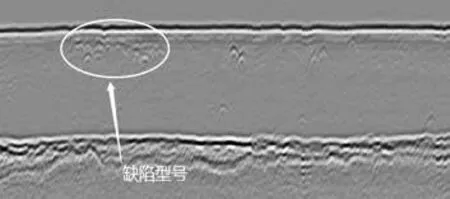
圖4 G5-5處焊縫TOFD圖譜
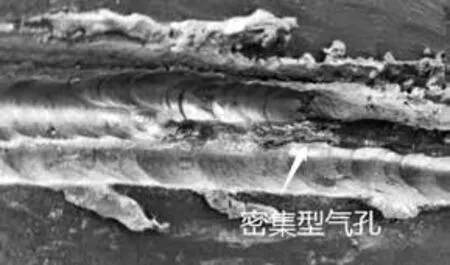
圖5 G5-5處焊縫開挖驗證情況
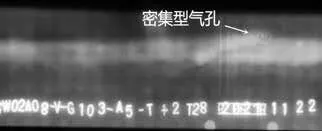
圖6 A5-2處焊縫RT底片
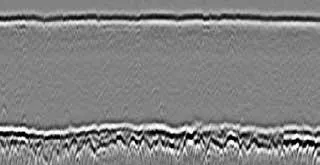
圖7 A5-2處焊縫TOFD圖譜
乙廠的球罐檢測后共發現8處Ⅲ級缺陷,缺陷的分布和顯示類型如表2所示。從表2可以發現上下兩極處焊縫的缺陷產生率(缺陷產生率 = 缺陷指示長度 / 焊縫檢測長度)高于上下環縫和縱縫,以條狀顯示的缺陷居多。在缺陷返修時根據TOFD確定的缺陷深度用碳弧刨加砂輪機打磨至該深度時觀察到了缺陷,發現缺陷以夾渣為主。圖8是乙廠球罐F3-4焊縫處夾渣TOFD圖譜,圖9是F3-4焊縫TOFD圖譜異常處開挖驗證情況。
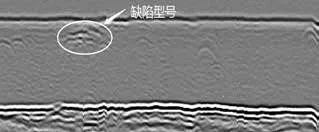
圖8 F3-4處焊縫TOFD圖譜
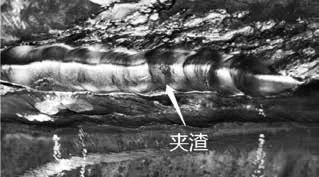
圖9 F3-4處焊縫開挖驗證情況
3.3 缺陷分析
甲廠兩廠通過RT檢測發現了密集型氣孔,對球罐外側進行UT檢測時發現,在焊縫深27 mm處,有回波在Ⅰ區內,且底面回波有所下降,回波異常區域指示長度與RT檢測得到的底片一致,然后使用砂輪機從內部打磨進行去除修補,最后通過RT復探確認該缺陷已清除干凈。該缺陷之所以在TOFD圖譜上未顯示,主要是因為從外表面對球罐TOFD進行檢測,27 mm處屬于下表面盲區內,進行UT輔助檢測時該缺陷信號不明顯且靠近底波最終導致了漏檢。
甲廠中缺陷明顯多于乙廠設備,主要原因是現場安裝工期緊,焊接作業時間長,烘干的焊條在現場使用時在保溫筒內時間過長,且甲廠靠近江邊,空氣濕度大,焊接過程中易產生氣孔[3]。在兩個設備中都有條渣缺陷,這主要是在焊接完外焊縫后內部清根未清干凈,導致焊縫時形成夾渣。
從2個廠區的檢測情況中可以看出缺陷主要分布在上下極焊縫上,主要原因為:(1)相比焊接縱縫、上下環縫的位置來說,焊工在上下極處焊接時難以站立,在焊接的過程中需要保持身體平衡,因此會影響焊接質量;(2)焊接縱縫和上下環縫時屬于立焊和橫焊,而上下極處焊縫屬于全位置焊接,焊接難度更大;(3)相比縱縫和上下環縫,上下級焊縫長度較短,而每焊接一道焊縫的時候都需要引弧的過程,這個過程也最容易產生缺陷,同時長焊縫在焊接前部時焊接產生的熱量對后面未焊接的部分也起到了很好的預熱作用,有利于焊縫成形。
4 結語
(1)從上述2個實例中能夠看出,TOFD檢測能夠替代射線檢測,但應注意TOFD檢測在上下表面存在盲區,在對其進行UT輔助檢測時對兩個區域的異常信號要倍加留意。
(2)在埋藏型缺陷的檢測中,TOFD檢測和射線檢測各有優劣。TOFD檢測更適合檢測中厚板的球罐,射線檢測適用于檢測薄板的球罐。但無論哪種檢測手段都要采用其他無損檢測方法作為輔助手段,在檢測過程中發現問題和缺陷時,需采用多種檢測手段驗證和判斷,并以評判最嚴重的方法對其進行定級。
(3)在球罐監督檢驗的過程中焊接材料的現場管理和不可記錄的無損檢測抽查也是今后監督檢驗工作的重點工作。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
