核電站ASP水箱制作防變形控制措施*
2022-02-02 13:47:38周天啟郭公斌
施工技術(中英文) 2022年23期
周天啟,王 康,王 雄,郭公斌
(中國建筑第二工程局有限公司,北京 100160)
1 工程概況
核電站ASP水箱主要由箱體、連通管嘴(上、下部)、頂部包邊和肋板(縱肋、橫肋)組成。模塊箱體尺寸約為8 250mm(外弧長)×7 350mm(內弧長)×2 850mm(寬度)×6 900mm(高度)×6mm(厚度),箱體四周側壁焊接的縱、橫肋為└75×50×6,底部焊接的徑向肋為[75×50×6(見圖1)。單模塊重約11t,材質為022Cr19Ni10不銹鋼。
圖1 ASP水箱模塊結構示意
該水箱箱體呈弧形,尺寸大、壁薄、單條焊縫長、焊接收縮量大,且箱體上還有大量加強筋需焊接,易導致不可預見的收縮。水箱邊角采用包邊、包角設計,部分包邊為弧形,在弧形包邊及弧形角鋼成型過程中易產生加工誤差,導致箱體整體尺寸發生變化。制造廠按常規技術方案制造ASP水箱時,出現極嚴重的焊接變形和結構變形問題。
2 焊接變形的影響因素
2.1 熱輸入量對焊接變形的影響
焊接過程中,受局部高溫熱源影響,焊縫區被急劇加熱,出現局部熔化。該區域材料被加熱,使焊接區擴展,而周圍溫度相對于較低區域對焊接區產生約束,從而產生彈性熱應力,材料屈服應力極限在溫度升高后急劇下降,導致熱彈性應力超過屈服極限,形成熱壓縮。冷卻過程中,焊縫區域收縮受不均勻溫度場影響,產生不均勻收縮變形,焊接區承受拉伸殘余應力,相鄰區域承受壓縮殘余應力。
焊件冷卻后,由于溫度場分布不均勻導致在焊縫及其附近形成拉應力,遠離焊縫區域形成壓應力,由于薄板材料本身承受的臨界失穩應力較小,因此極易產生變形(見圖2)。
圖2 焊接變形示意
2.2 焊縫尺寸對焊接變形的影響
焊縫尺寸與焊件撓曲變形具有密不可分的關系,薄板縱向上的撓曲變形和整體縱向收縮應力存在一定函數關系。ASP水箱對接單條焊縫最長為8.5m,采用合適的焊接工藝控制焊接變形至關重要。
2.3 焊件裝配對焊接變形的影響
焊接裝配時應選擇合適的裝配順序和裝配間隙,避免在總構件內引起多余的裝配應力。由于在不同裝配階段,裝配體總剛度和重心位置發生改變,導致裝配后焊件內存在不該有的應力。
3 控制焊接變形的工藝措施
3.1 優化焊接工藝
箱體由6mm厚不銹鋼板制作而成,全熔透焊縫長約170m,若全部使用常規焊接方式,焊接變形量較大。為減小箱體變形,采用以下焊接工藝:①pwps-075 將6mm厚022Cr19Ni10不銹鋼板V形坡口對接TIG自動焊PF位置(手工焊打底+自動焊填充蓋面);②pwps-076 將6mm厚022Cr19Ni10不銹鋼板V形坡口拼板機對接TIG自動焊PA位置。熱絲TIG自動焊機、拼板機對接自動焊機的應用,對控制水箱焊接變形起重要作用(見圖3)。
圖3 自動焊機
熱絲TIG自動焊機主要由激光視覺檢測系統、智能控制系統、數據通信及控制系統、焊接小車、焊接電源和擺動送絲機構組成。
熱絲TIG自動焊機擁有15 000Hz的超級脈沖,使電弧更精密、更聚弧、功率強度更密集,能加大均勻熔深,減少熱影響區域,加大電弧壓力。擺動焊接技術擁有配合機械傳動的擺動參數,能均勻融合焊縫兩側母材。熱絲技術在不提高熱輸入的條件下,可提高焊接熔敷速度,增加焊絲熔化速度。相比于手工焊,能減小熱影響區,減少焊接熱輸入量。
拼板對接自動焊機由焊接主機和控制系統組成,焊接主機和控制系統間通過線纜連接成整體。焊接主機主要由主機架、琴鍵式液壓夾具、銅襯墊部件、焊接小車、焊槍調整機構、上下料平臺、氣動對中機構、工件輸送裝置、氣路系統等組成。
拼板對接自動焊機夾具采用銅材質,可避免不銹鋼板材與碳鋼接觸發生滲碳腐蝕,并通過銅壓板固定防止變形,能很快傳遞、帶走焊接過程中產生的熱量,避免由于焊縫區域溫度場過高導致的結構變形。自動焊接設備的焊接速度為人工焊接的3~5倍,能有效減少熱輸入量。
3.2 固定工裝
在自動焊技術應用的前提下,為進一步控制變形,采用剛性約束工裝控制焊接過程中產生的變形(見圖4)。

圖4 支撐工裝及配重塊
整體組裝時,采用箱體內部支撐工裝、焊縫區域弧形切合馬板及組對工裝的方式控制焊接過程中產生的變形。內部支撐及轉角防變形工裝如圖5所示。
圖5 內部支撐及轉角防變形工裝實物
3.3 優化裝配順序
ASP水箱箱體主要由前(后)側板、左(右)側板、底板、上(下)部連通管嘴、橫(縱)肋、底肋組成。按常規做法,整體箱體(側板、底板)組裝焊接完成后再焊接橫(縱)肋及底肋,最后焊接上下連通管嘴。
為保證水箱尺寸、控制變形,應將各分塊板組裝焊接后再拼裝成箱體進行焊接,流程如下:將模塊前側板、模塊左右側板、模塊后側板、模塊底側板進行拼焊→無損檢測各分塊板→焊接各分塊板角鋼肋→模塊整體拼焊→檢查校正→無損檢測→對各分塊板連接處角鋼、底側板槽鋼肋進行拼焊→連通管嘴開孔→連通管嘴與箱體拼焊→尺寸檢查→清潔表面→加設模塊內部防變形支撐。
4 具體施工工藝
4.1 模塊底板制作
拼板機焊接與人工氬弧焊相比,能更好地減少焊接變形,在保證質量的前提下焊接速度比人工快,提高施工效率,6 500mm寬度以下的焊縫都可使用拼板機焊接。根據原材尺寸及轉換圖,底側板拼縫全部使用拼板機焊接。底側板由5塊板拼接而成,限于每塊分塊板兩端都有弧形,為保證整體拼裝尺寸,每塊板各留2~4mm余量,為保證坡口平直,采用坡口機處理坡口。底側板焊接拼縫時,兩側由拼板機自有液壓裝置進行壓制,防止變形,根據正式焊接前的大量練習得出數據,當焊縫長約3m時,組對間隙調整為前4mm、后6mm,另外設置適用于拼板機的易于拆卸的馬板進行點固,防止焊接時間隙過大收縮,馬板間隔400~500mm,隨著槍頭移動逐步拆除馬板。各分塊板下料及組對尺寸如表1所示。各分塊板組對間隙及焊接后收縮量如表2所示。
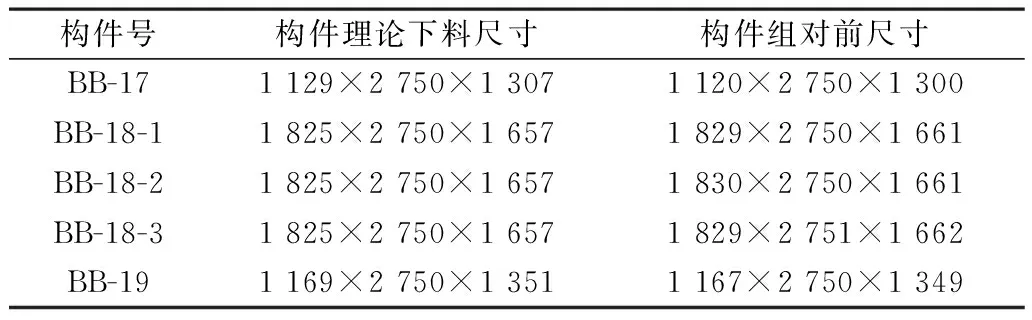
表1 各分塊板下料及組對尺寸(模塊底板) mm
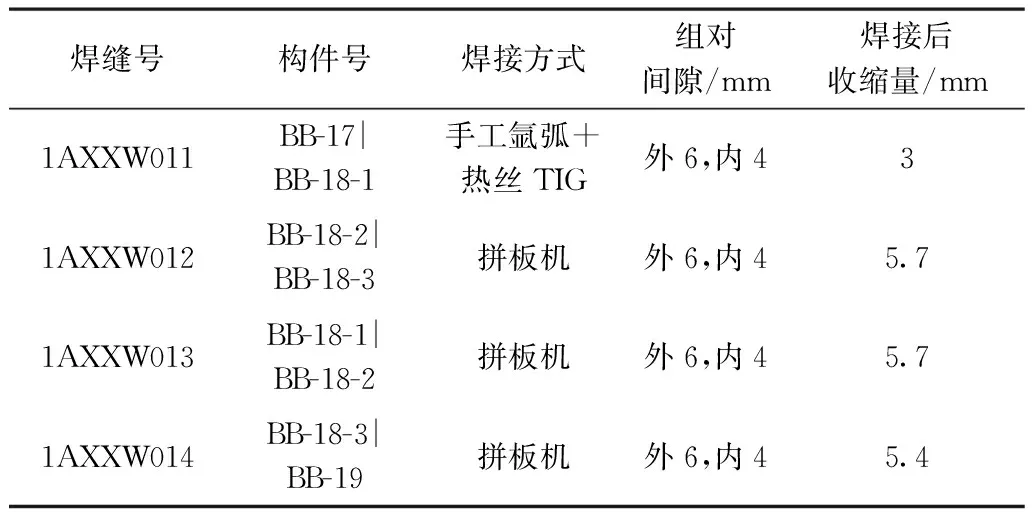
表2 各分塊板組對間隙及焊接后收縮量(模塊底板)
4.2 模塊前側板制作
前側板弧長8 625mm、高6 850mm,因板材尺寸受限,由8塊分塊板拼焊而成,共4條豎縫、3條環向長焊縫。8塊分塊板兩邊帶折彎邊,折彎邊預留余量10mm,待前側板拼裝后、箱體拼裝前進行處理,各分塊板長度方向每塊板預留余量2~3mm;環向焊縫焊接時無須單獨留出各分塊板寬度余量,只需在前側板兩邊留出余量,待前側板整體拼焊完成后進行處理。受水平托架焊接空間限制影響,為提高效率,創造有利的焊接環境,在焊接平臺架上拼裝前側板。每條焊縫組對后,為減少焊接變形,上下用馬板固定,馬板間距約700mm,豎向與環向拼接焊縫組對間隙均為4mm。各分塊板組對并用馬板固定后,在預留出焊接空間的前提下緊靠馬板疊放壓板及混凝土配重塊。前側板組焊順序及工裝形式如圖6所示。各分塊板下料及組對尺寸如表3所示。各分塊板組對間隙及焊接后的收縮量如表4所示。
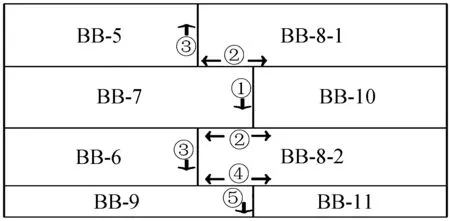
圖6 前側板拼板組裝焊接順序
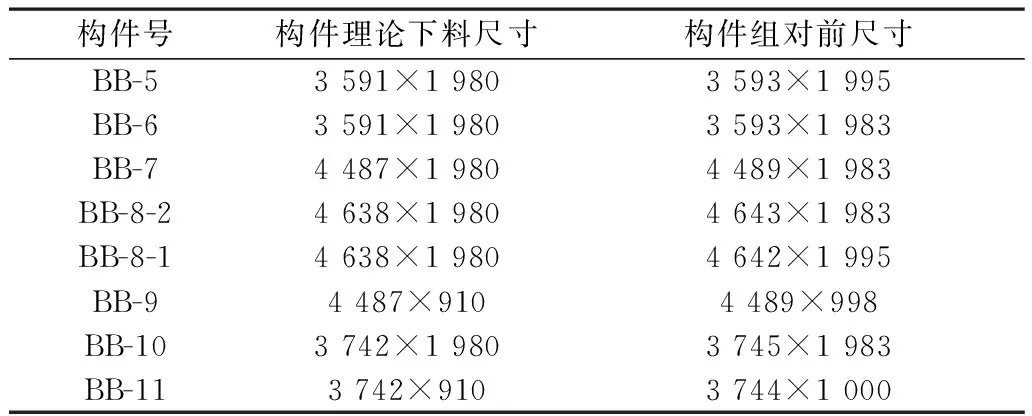
表3 各分塊板下料及組對尺寸(前側板) mm
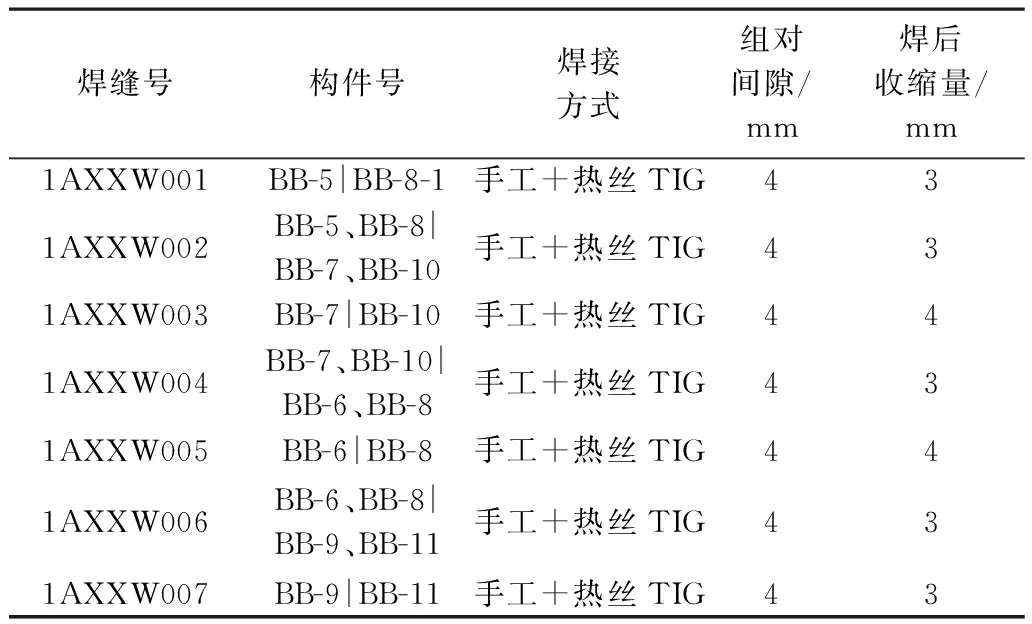
表4 各分塊板組對間隙及焊接后收縮量(前側板)
前側板在焊接平臺上整體拼裝焊接后,吊運至水平托架上,以調整弧度,保證前側板與托架胎模弧度一致,調整后在其上均勻壓配重,并組對焊接前側板的角鋼肋。
4.3 模塊后側板制作
后側板弧長7 366mm、高6 850mm,由4塊分塊板拼接而成。每塊分塊板兩端都有折彎邊,下料時,每塊板的尺寸偏差盡量保持一致,以保證分塊板組對時兩邊折彎處對齊。折彎時,折彎邊預留余量10mm,在寬度方向上,將余量放在最后一塊分塊板上,預留余量≥10mm,箱體最終組對焊接后切割余量。各分塊板組對間隙起點處為3mm,終點處為5mm。為防止焊接每道焊縫時產生熱變形和收縮,固定焊縫正面及背面點焊馬板,間距約700mm,焊縫兩側各壓3塊配重塊,總重約6t。后側板拼板焊接由手工氬弧打底,熱絲TIG自動焊機進行填充、蓋面,焊接各分塊板時,中間焊縫作為第1道焊縫,從一端到另一端開始焊接,兩邊焊縫起始點與第1條焊縫方向相反。后側板整體焊接后,被吊運至存放架上調整弧度,然后壓配重,組對焊接后側板角鋼肋。后側板拼板焊接順序及焊接方向如圖7所示。后側板各分塊板下料及組對尺寸如表5所示。后側分塊板組對間隙及焊后收縮量如表6所示。
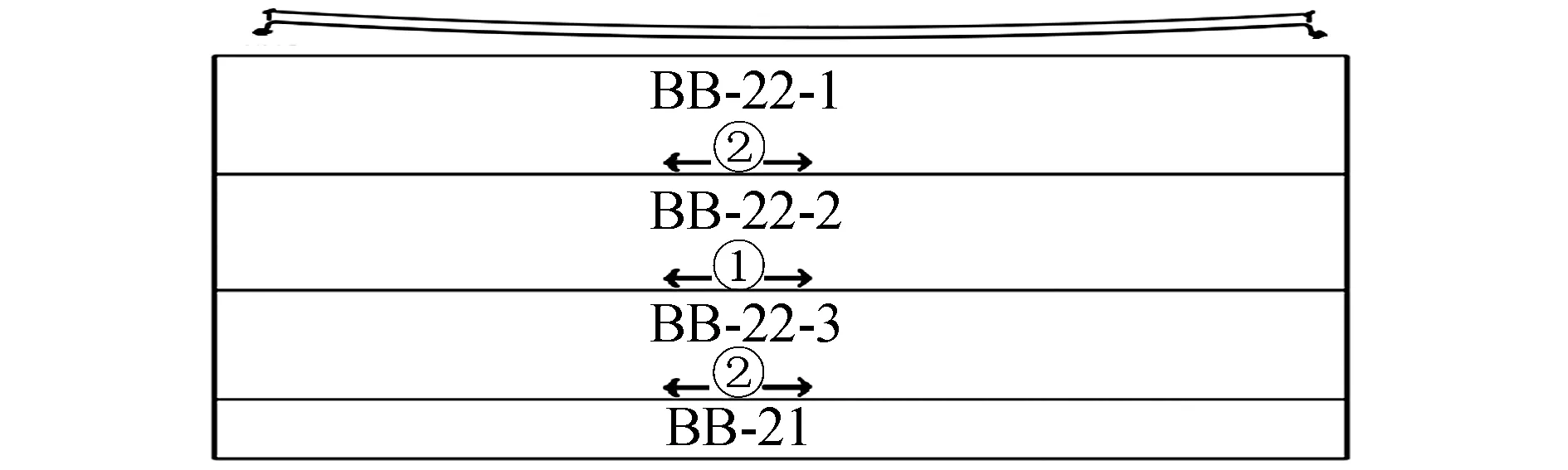
圖7 后側板拼板焊接順序及焊接方向
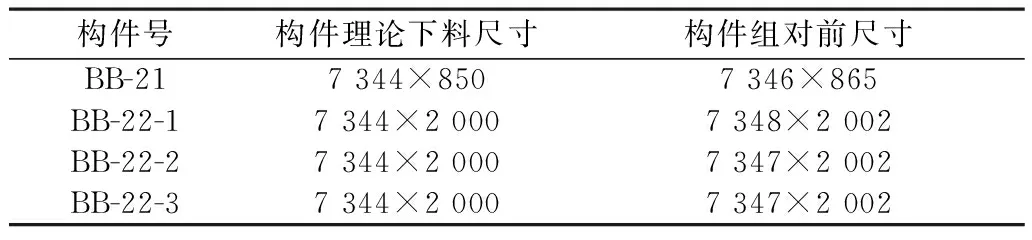
表5 各分塊板下料及組對尺寸(后側板) mm
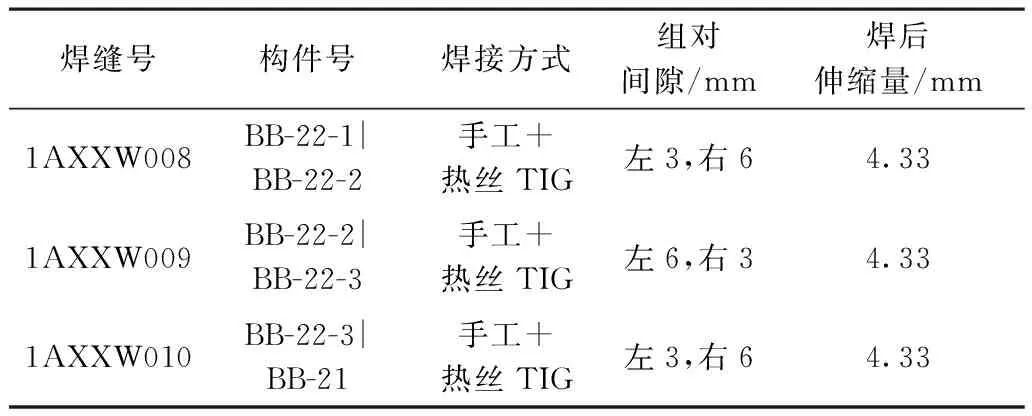
表6 各分塊板組對間隙及焊接后收縮量(后側板)
4.4 模塊左、右側板制作
左、右側板由尺寸為2 000mm×6 850mm和605mm×6 850mm的分塊板拼接而成,焊接采用手工氬弧打底、填充、蓋面。每塊板在長度方向上各預留10mm余量,分塊板605mm寬度方向預留余量≥10mm。組對時調整4mm間隙,固定馬板,間距700mm,焊縫兩邊壓配重后開始焊接左、右側板,組對焊接角鋼肋。BB-20,BB-20a構件理論下料尺寸分別為6 850mm×2 000mm,6 850mm×604mm,組對前尺寸分別為6 860mm×2 002mm,6 860mm×664mm。各分塊板下料及組對尺寸如表7所示。

表7 各分塊板下料及組對尺寸(左、右側板)
4.5 箱體組裝
各分塊板焊接后,切割組對邊余量,將前側板、后側板、底板和左、右側板根據圖紙理論尺寸,預留余量2~5mm進行切割,待清理干凈坡口表面,無油脂、磨屑、銹垢等污物后,在沒有任何影響焊縫質量的條件下組對,組對時間隙控制在4mm左右,使用工裝馬板進行點焊固定,組對錯邊量滿足公差要求。組對工裝馬板如圖8所示。
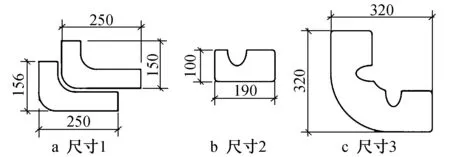
圖8 組對工裝馬板
根據圖紙理論尺寸,切割前側板折彎邊并預留3mm余量,與左、右側板分別進行組裝、加工裝馬板點焊,然后組對底板與前側板。箱體組裝時,左、右側板及底板需豎立放置,故在3個板內側點焊槽鋼框,以增加側板剛度、減少焊接變形。固定左、右側板與底板后,以底板、左右側板及內部支撐為基礎安裝后側板,并點焊工裝固定。底板與前、后側板通過包邊進行連接,底板(含包邊)共6條焊縫,底板在整個箱體焊接過程中焊接量最大,為防止底板在箱體焊接時變形,在底板兩側加防變形的工裝。模塊后側板最后與箱體進行組裝、加固。
調校、驗證拼裝后的整體水箱尺寸,滿足要求后焊接箱體。采用手工氬弧焊,優先焊接箱體下部1圈焊縫,自下而上將箱體整體打底焊接,然后填充、蓋面。水箱本體對接焊縫焊接并檢測合格后,組裝焊接底側板槽鋼加勁肋及各側板連接處角鋼肋。
5 結語
通過上述技術措施,箱體整體尺寸變形量偏差控制在0~10mm,小于設計要求的允許尺寸偏差,解決由于水箱制作偏差過大導致的不合格問題(見表8)。
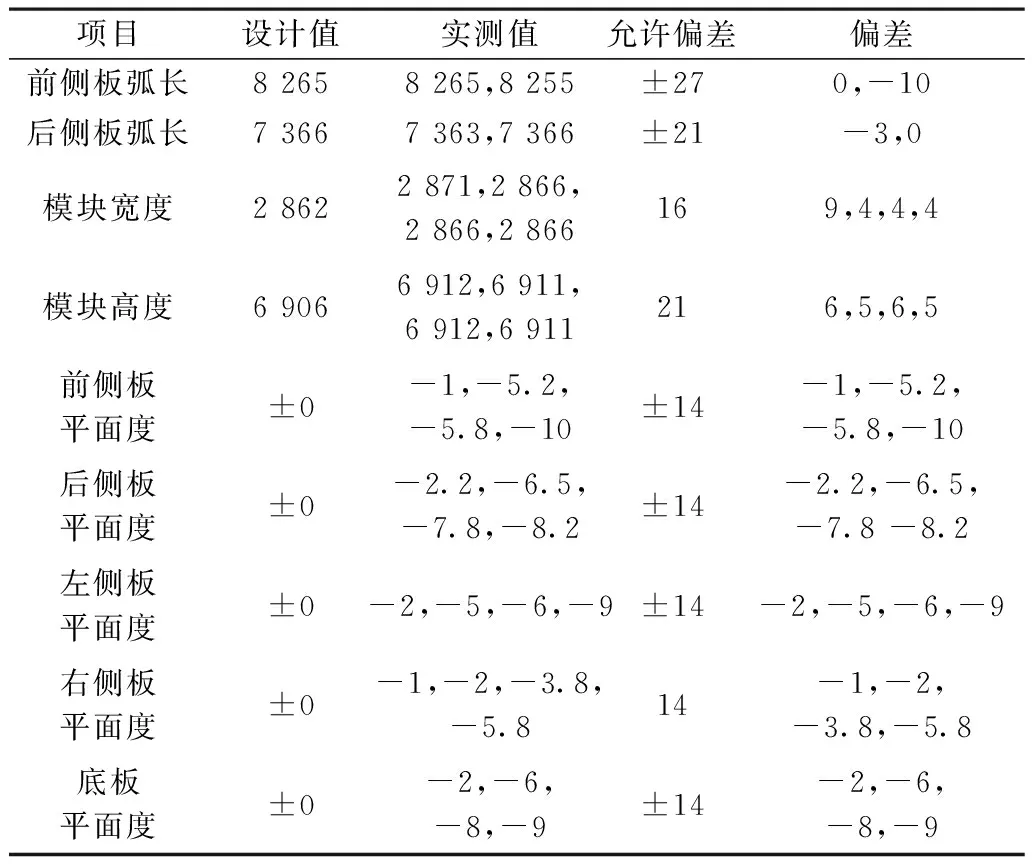
表8 箱體整體尺寸變形量偏差值 mm
核電站ASP水箱制作充分借鑒其他施工經驗及技術基礎,結合相關國家及行業規范,針對已知問題和可能存在的不足之處,全方面對制作工藝進行探索、改進、優化、固化,形成完善的技術體系,在后續施工中更好地滿足建造要求,為相關領域或相同情況下ASP水箱制作提供指導和借鑒。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
