不同焊接路徑下的弧焊機器人焊接實驗研究
2022-01-25 11:14:01田沙沙
時代汽車 2022年1期

摘 要:為提升焊接機器人的焊接效率與柔性水平,本文通過結合激光視覺模塊與焊接路徑規劃模塊,將焊接路徑算法融入路徑規劃系統中,從而實現焊接零件多規格、多品種的柔性焊接。
關鍵詞:紋理特征 焊接路徑規劃 振動擺弧
Abstract:To improve the welding efficiency and flexibility level of welding robot, the welding path algorithm is integrated into the path planning system by combining laser vision module and welding path planning module, so as to achieve multi-specification and multi-variety flexible welding of welding parts.
Key words:texture feature, welding path planning, vibrating pendulum arc
1 引言
弧焊機器人是焊接機器人的主要類別之一[1],對于弧焊機器人而言,提升機器人對應多類型結構件時的柔性和易用性具有重大意義。在焊接較寬焊縫或者普通角接焊縫等工件時,其核心是使用擺弧算法進行單道焊接作業。焊接機器人優化擺弧路徑進行焊接作業與非擺弧路徑焊接相比,可獲取較寬熔寬的焊縫、簡化焊接道次、縮短焊接作業時間進而提高焊接效率[2,3],且焊接表面成形效果更佳[4]。對于規格較厚的焊接零件而言,為提高板材的焊接質量與效率,需要在焊接工藝的基礎上,采用多層多道焊接路徑規劃算法進行焊接作業,同時考慮到焊槍行走角影響著焊縫成形效果,在多層多道焊接路徑規劃中引入焊槍行走角,通過改變厚板焊接時的焊槍姿態進而影響焊縫成形效果[5]。
2 擺弧路徑實驗平臺搭建
為驗證本文所提出的空間斜圓圈形擺弧焊接路徑有效性,通過示教模塊獲得起點、終點以及參考點位姿信息并通過上位機路徑規劃模塊進行計算插補點同時下發插補命令,控制機器人根據所下發的路徑點移動。通過弧焊焊槍末端裝配的畫筆繪制擺弧焊接路徑,實驗平臺如圖1所示。
3 不同振動擺幅下的弧焊焊接結果對比
以紙上點A作為直線焊縫的起點、點D作為直線焊縫的終點,點B、C為平面上不與直線AD共線的任意一點并將其作為直線焊縫的參考點,進行空間直線斜圓圈形擺弧樣式繪制實驗,圖2為設定空間斜圓圈形擺動幅值AMP為30mm,斜圓圈傾斜角為-45°時的機器人末端運動路徑。圖3設定空間斜圓圈形擺動幅值AMP為20mm,斜圓圈傾斜角為-45°時的機器人末端運動路徑。
4 不同焊接路徑下零件機械性能測試
本文通過焊縫拉伸試驗測試焊縫質量機械性能,對獲得的焊接結果進行試驗驗證,通過判斷使用不同的焊接路徑獲得不同的焊縫質量。
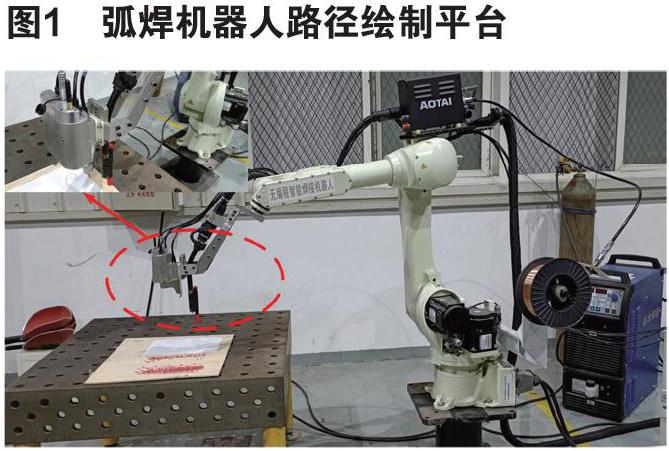
使用萬能試驗機進行焊后的焊接拉伸強度測試,在本節焊縫機械性能驗證中,使用3.5mm厚度的碳素結構鋼Q235,進行焊縫力學性能試驗檢測。使用不同單道焊接算法在相同焊接工藝參數條件下(焊接電流110A,焊接電壓20V,焊接速度13mm/s)進行對接焊接,所獲得的焊縫圖像如圖4所示。
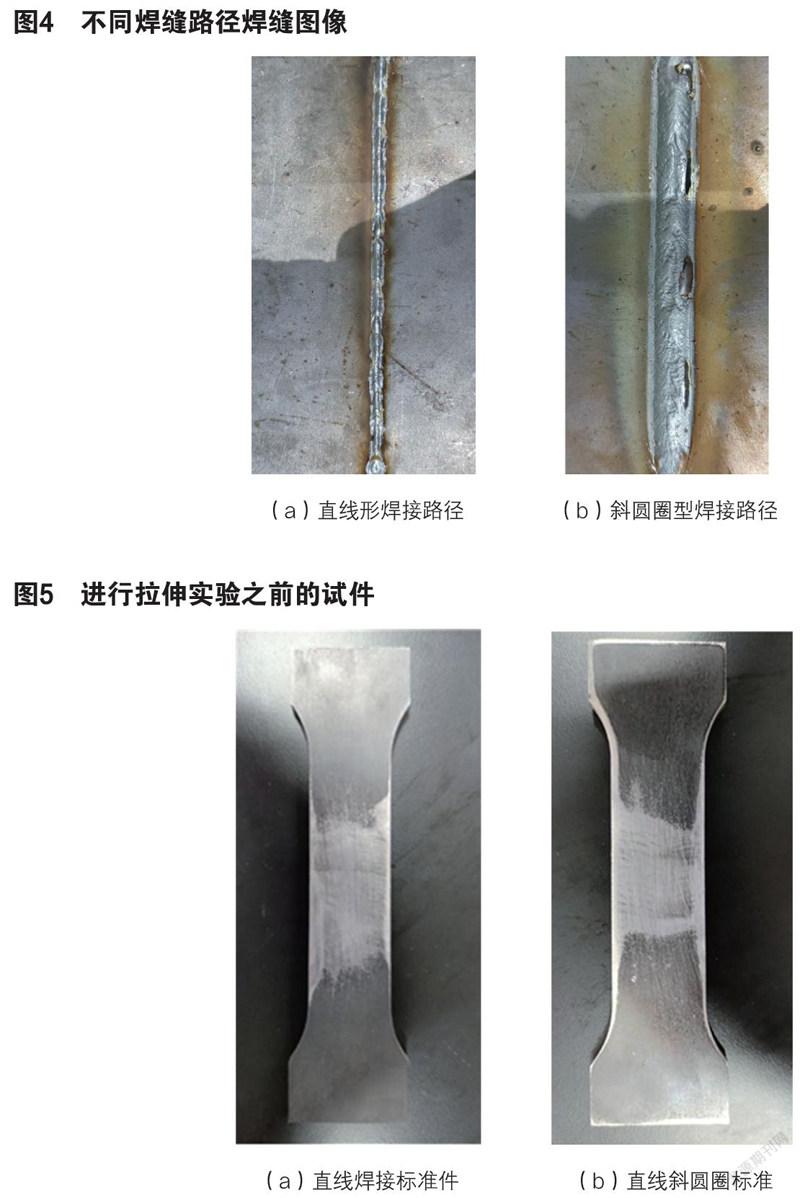
根據國際標準《GB/T 2651-2008 焊接接頭拉伸實驗方法》中的試樣尺寸作為標準,在進行拉伸實驗前需要對焊接件形狀進行機加工處理,同時需要將超出表面的熔敷金屬使用機加工的方式除去。經機加工并將焊縫表面進行打磨后的對接標準試件,如圖5所示,其中焊縫軸線位于標準試件對稱中心位置。
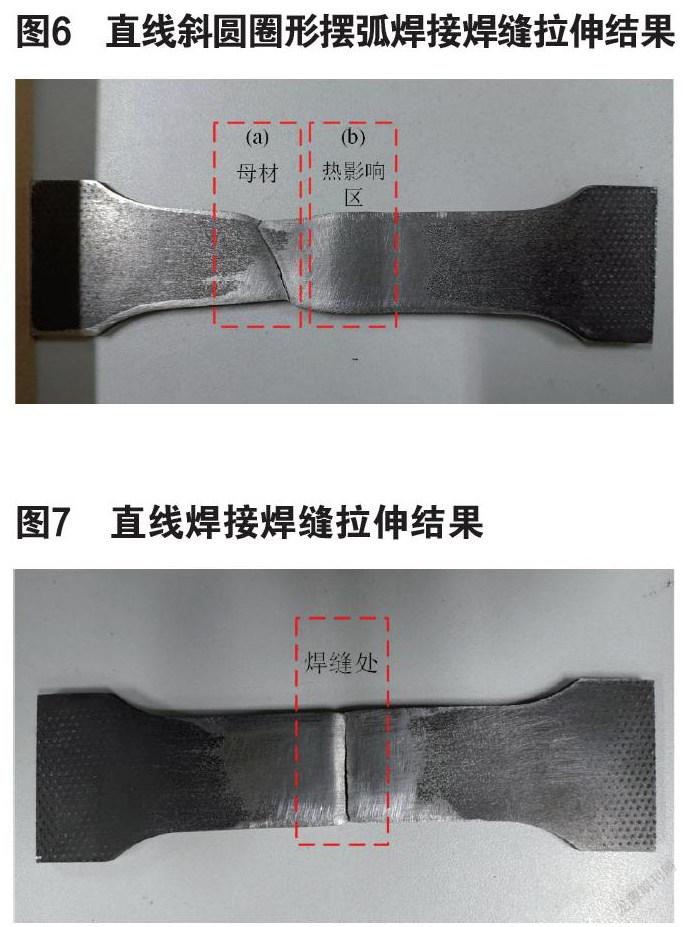
將標準件使用萬能試驗機進行拉伸實驗,設定拉伸速度為4mm/min,在持續增加的外載荷的作用下,拉伸試樣發生變形,直至試件斷裂,其中斜圓圈形擺弧焊接焊縫擺弧焊接焊縫以及直線焊接焊縫的拉伸結果分別如圖6,7所示。
在相同的焊接工藝參數下,圖6為使用直線斜圓圈形擺弧拉伸試驗結果圖,。從圖a可以看出使用直線斜圓圈形焊接和使用直線焊接,焊縫試件焊接位置均在母材處發生斷裂,且斷裂部位離焊縫和熱影響區(即圖中b處)較遠,由此可推斷焊縫熱影響區的抗拉強度高于母材強度。圖7所示為直線焊接焊縫擺弧焊接拉伸試驗結果圖,由圖7可知焊接試件從焊縫位置處斷裂,說明焊縫抗拉強度低于母材強度。
5 結語
本文首先搭建激光視覺示教的弧焊機器人焊接實驗平臺,其次進行弧焊機器人末端運動繪制,如圖2設定空間斜圓圈形擺動幅值AMP為30mm,斜圓圈傾斜角為-45°時的機器人末端運動路徑。圖3設定空間斜圓圈形擺動幅值AMP為20mm,斜圓圈傾斜角為-45°時的機器人末端運動路徑。
實驗驗證擺弧路徑算法的正確性,同時驗證所提出焊接路徑算法的有效性。通過對比圖6直線斜圓圈形擺弧焊接焊縫拉伸結果和圖7直線焊接焊縫拉伸結果可知,在相同的焊接工藝參數下,使用不同的焊接路徑算法進行實際焊接所獲得的焊縫質量不同。最后通過焊縫機械性能驗證試驗,驗證使用所提出的焊接路徑算法進行實際焊接可獲得較好的焊縫拉伸性能。直線斜圓圈形擺弧焊縫與直線焊接所得焊縫相比具有較好的焊縫質量。
參考文獻:
[1]何廣忠.機器人弧焊離線編程系統及其自動編程技術的研究[D].哈爾濱工業大學,2006.
[2]張華軍,張廣軍,蔡春波,等.擺動焊接動態過程溫度場數值模擬[J].焊接學報,2008,(02):69-72.
[3]熊爍.弧焊機器人控制技術的研究與實現[D].華中科技大學,2012.
[4]楊海濤.基于WinCE的弧焊機器人控制系統研究[D].哈爾濱工業大學,2011.
[5]高明,曾曉雁,胡乾午.低碳鋼CO2激光-脈沖MAG電弧復合焊接工藝研究[J].激光技術,2006,(05):498-500.
作者簡介
田沙沙:(1989.09—),女,貴州德江人,本科,中級工程師。研究方向:樣車試制、總裝制造。