成品包裝自動補料裝置的研究與探討
2022-01-25 04:38:38李偉民陳榮貴姚明笙鄧永剛曹玉江
機械管理開發 2021年11期
關鍵詞:工藝
李偉民,陳榮貴,姚明笙,鄧永剛,曹玉江
(紅塔集團玉溪卷煙廠,云南 玉溪 652600)
引言
打葉復烤生產中,復烤后的煙葉產品裝箱規格為200 kg,裝箱工藝標準在200×(1±0.5%)kg之間。現階段的成品包裝工序中,成品復稱物料的處理工藝在打葉復烤生產之后,再進行成品裝箱,以便于煙葉的運輸、貯藏和自然醇化。打包裝箱過程中,由于煙葉流量不穩定,電子稱的偏差會使預壓裝箱后的煙葉不滿足裝箱規格,一般與設定的裝箱規格偏差在1~2 kg。以現有操作來看,對預壓的成品煙箱進行復稱時,需要人工加足煙葉或移除多余的煙葉,以保證煙箱中煙葉的重量達到標準要求。打包工序工藝流程圖如圖1所示。

圖1 打包工序工藝流程圖
1 復稱過程中存在的問題
成品裝箱在復秤時需要人工添加或移除物料來確保裝箱物料重量達到工藝標準。在實際復稱過程中,除了人工成本較高外,由于復稱工作需相關人員在輸送輥上完成,復稱人員站位較高,存在一定的安全隱患;由于采用人工添加物料的方式,表層物料在添加過程中會長時間暴露在空氣中,使其表層水分和溫度散失較多;在復壓捆扎過程中,表層物料造碎率較高,物料質量指標下降。
2 裝箱重量不合格原因分析
通過對復稱工序進行跟蹤統計,發現裝箱重量不合格品主要集中在餐前后以及交接班時,因此,隨機抽取了餐前后、交接班時間段的100個樣來對樣品進行測量調查,樣本數據如表1所示。

表1 餐前后、交接班取樣數據 kg
對隨機抽檢的100個樣數據進行分析,根據n=100、極差R=xmax-xmin=200.64 kg-199.36 kg=1.28 kg,確定分值數k=10及組距h=R/k=0.128 kg。將表1的數據按組距分為10組,為避免出現數據值被重復計數,將各組區間按“左開右閉”原則取數,統計出頻數fi如表2所示。

表2 重量頻數分布統計
由表1、表2可得,工藝標準復稱質量為200×(1±0.25%)kg;TU=200.64 kg;TL=199.36 kg;公差中心=200.00kg;T=TU-TL=1.28;樣本平均值x==200.03 kg;標準偏差0.19 kg;偏離值ε=|M-x|=0.03 kg;過程能力指數cpk==0.66≤0.67。樣本平均值x與公差中心M基本重合,根據計算結果及表2統計數結果,繪制重量分布直方圖,如圖2所示。
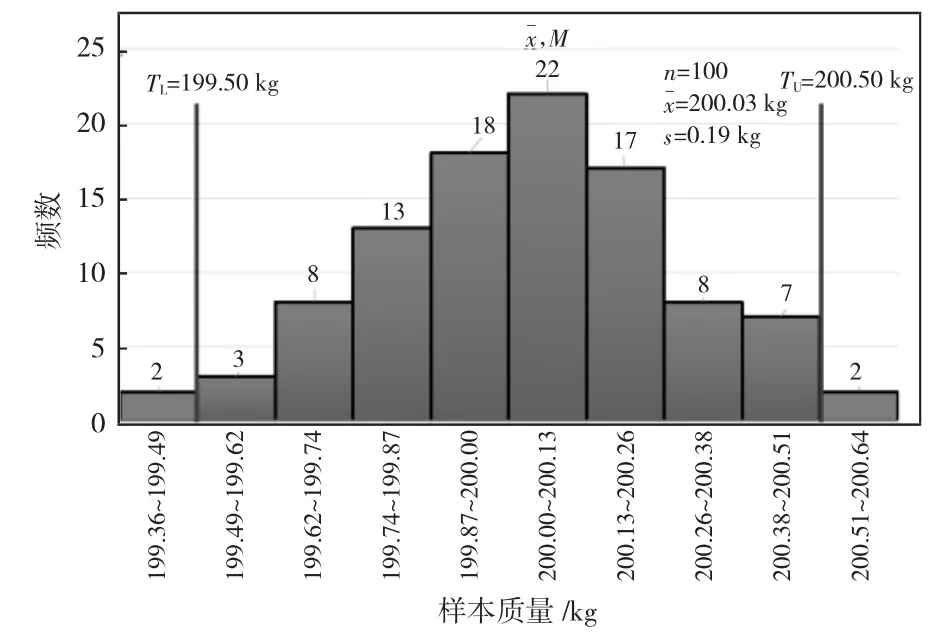
圖2 重量分布直方圖
由圖2分析可知:該直方圖為能力不足型,樣本分布中心x與公差中心M近似重合,但分布已經超出上、下界限200×(1±0.25%)kg,分散程度過大,且不合格品已經出現。因此,為減少標準偏差,提高過程能力指數,需采取措施來提高補料精度。
3 復稱設備的結構及工作過程
3.1 復稱設備的結構
煙葉經電子皮帶秤稱量后由輸送帶進行輸送,輸送帶的出料端安裝有雙向輸送帶,雙向輸送帶的兩側都安裝有預壓倉,預壓倉的頂部設置有預壓壓頭,預壓壓頭由液壓設備帶動,同時在預壓倉頂部內側安裝有由氣壓缸規律帶動的均料裝置,在預壓倉頂部靠近雙向輸送帶端口處有開口,并安裝有物料微量提料輸送帶,微量提料輸送帶的出料端安裝有落料補料倉,預壓倉的下方設置有運輸輥,裝箱成品用的箱體通過輸送輥轉送,預壓后的料箱通過裝轉車運輸至落料補料倉正下方的輸送輥上,裝轉車上設置有警示器,可警示周邊人員注意安全,裝轉車安置在導軌上。自動補料裝置圖如圖3所示。
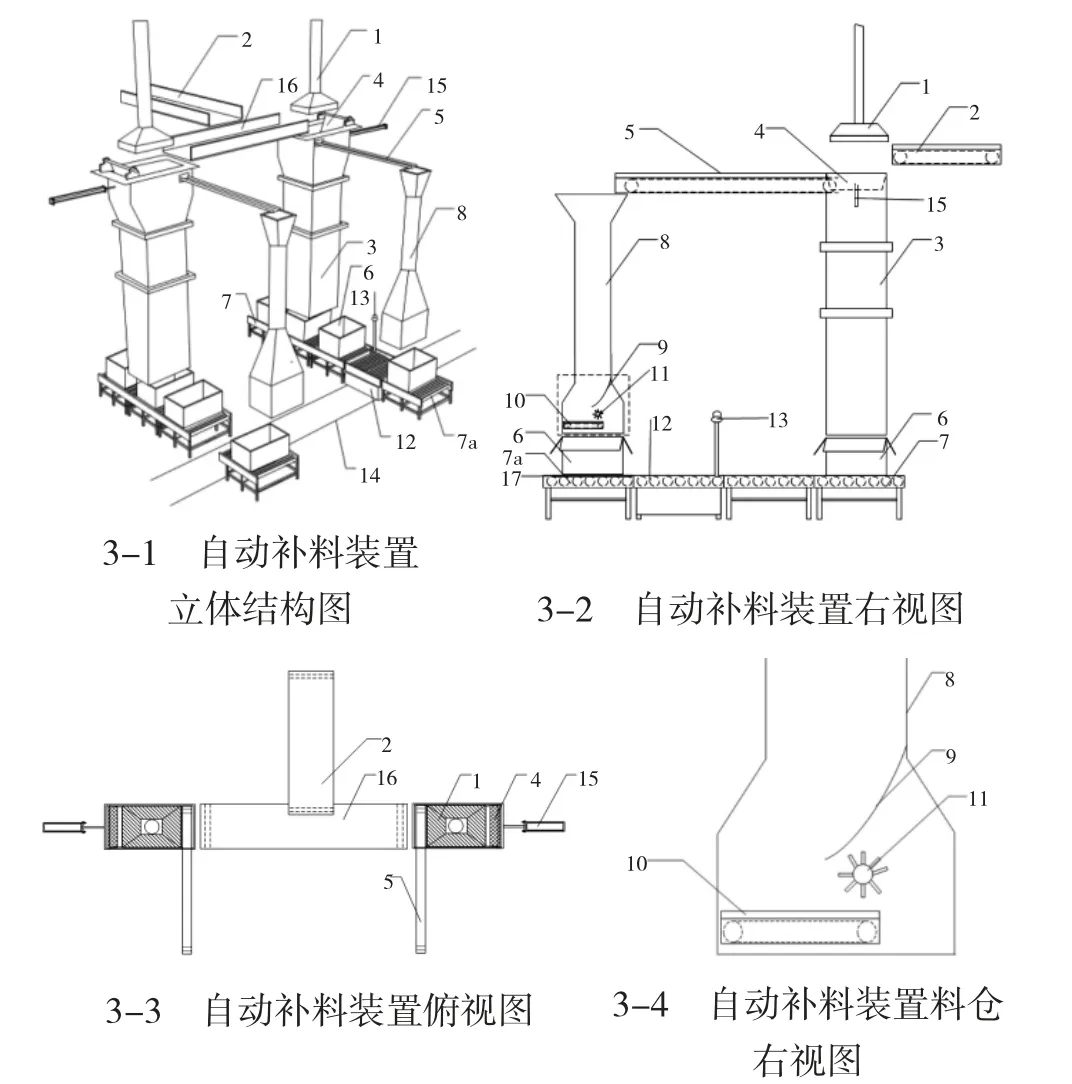
圖3 自動補料裝置圖
3.2 復稱設備的工作過程
雙向輸送帶上的來料通過勻料板均勻地由預壓倉落入預壓的料箱中,勻料板在氣壓缸的控制作用下,以30~50次/min的頻率圍繞預壓倉口往返做扇形運動,以實現物料均勻落入預壓倉。微量提料輸送帶對煙葉進行微量取料,物料在雙向輸送帶的運輸下,具有一定平拋初速度,小部分物料落在了開口與預壓倉連接的微量提料輸送帶上,這小部分物料經微量提料輸送帶運送至落料補料倉。
落料補料倉將微量提料輸送帶提取的煙葉進行儲存補料,該料倉內的煙葉保證能對3~5箱預壓后的煙箱進行補料,在保證對料箱補料連續性的同時,確保料倉內補料物料水分及溫度符合工藝標準。補料倉內還設置有導料板,以便于煙葉沿導料板落在輸送帶上,方便補料。當預壓后的煙箱到達運輸輥上時,電子秤根據設定的工藝參數把信號反饋給PLC控制系統,PLC控制系統就會控制料倉內的運輸帶運送煙葉,并在均料輥的作用下均勻連續地將補料補入料箱,當電子秤顯示的重量達到工藝標準數時,補料系統發送信號至PLC控制系統,PLC控制系統接收反饋信號后使運輸帶和均料輥不再轉動補料,從而完成自動稱量補料工作。
當預壓后一側的煙箱預壓好后,裝轉車把料箱轉運至運輸輥上進行復稱及補料,此時該側物料通過預壓倉進入下一煙箱,另一側的料箱則剛剛落料預壓完成,裝轉車通過軌道到達另一側,把預壓好的料箱轉運至對應的輸送輥上,對補料進行復稱,如此反復工作,實現了裝轉補料的不間斷性。
雙向輸送帶是將電子皮帶秤稱量后的物料經運輸帶運送至雙向輸送帶上,即運輸帶在電機的帶動下正轉或反轉,將物料分別輸送到兩側的物料預壓倉中。當電子皮帶秤按設定的工藝參數稱量的煙葉經雙向輸送帶運送至其中一端的預壓倉,且當稱量的物料達到工藝標準時,雙向輸送帶反轉,此時該側物料在預壓壓頭的作用下預壓包裝,同時,電子皮帶秤稱量物料,到另一側的預壓倉重量達到工藝標準時,壓頭下降,開始預壓過程,雙向輸送帶又轉向反方向投料,如此反復工作,實現了預壓包裝的不間斷性。
當預壓后的料箱到達輸送輥道上時,電子秤對料箱進行稱重,電子秤顯示質量為198.1 kg,電子秤將該信號傳送給PLC控制系統,由于料箱的裝箱工藝標準為200 kg,PLC控制系統將補料1.9 kg的信號反饋給輸送帶,通過調控伺服電機輸出控制輸送帶,將補料煙葉分為三個不同質量梯度,即0.1~0.5 kg,0.6~0.9 kg和0.9~1.0 kg。煙葉的補料皮帶運輸帶采用三級變速補料,使煙箱裝箱規格達到工藝標準,第一級補料根據實際使用情況大膽假設,可補料0.1~0.5 kg;第二級補料質量可設計為0.6~0.9 kg;第三級補料質量可設計為0.9~1.0 kg。當要補料1.9 kg時,即可先采用第三級補料,設置快速補料0.9~1.0 kg;隨后啟動第二級補料設置參數來對剩余的重量進行添補,帶動補料倉輸送帶的伺服電機快速啟動以補料剩余物料重量;剩余物料則根據第一級補輸設置參數進行補料,并在均料裝置作用下,均勻補料到料箱;當電子秤顯示質量達到200 kg時,電子秤將信號反饋給PLC控制系統,PLC控制系統控制輸送帶和均料裝置不再轉動,停止補料,完成補料達到工藝標準的裝箱料箱后,接著完成后續的復壓、捆扎和入庫等工藝。另外一端的投料、預壓、微取料及自動稱量補料過程亦如上所述,此處不再重復。
4 結論
將達到設計要求后的自動稱量補料系統進行安裝并投入使用后,對自動補料系統的煙箱進行再次稱量并記錄情況。此時,現場補料勞務用工人員已從3人減至0人。通過抽檢數據測量結果得出:補料合格率達到了100%,較之前人工補料提高1.2%;補料平均用時4.4 s,較人工補料縮短11.6 s;表層水分為12.47%,明顯比之前人工補料時的12.20%有所提高;經濟效益提高顯著。同時,實現了打包裝箱復稱補料的自動化,消除了操作人員復稱補料時的人身安全隱患,減少了補料用時和水分散失,提高了產品質量指標,減少復壓造碎情況的發生。由于該設備應用效果顯著且經濟投入合理,可將其推廣到行業內使用,以期產生更大的經濟效益和社會效益。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
