沖壓模具修邊廢料刀工藝結構的改進
2022-01-25 03:39:36胡俊舟許雪萍牧立峰
模具制造 2021年12期
關鍵詞:結構
劉 宇,胡俊舟,許雪萍,牧立峰,崔 奎
(奇瑞汽車股份有限公司,安徽蕪湖 241009)
1 引言
當前各汽車整車制造企業,為了有效地降本增效,汽車沖壓外覆蓋件生產的自動化需求越來越高,同時各汽車主機廠大都選擇了全封閉的自動化高速沖壓線,對于全封閉的自動化高速沖壓線,影響最大的生產過程質量問題就是修邊工序模具廢料刀結構影響修邊掉鐵屑問題,沖壓件在修邊工序過程中,由于上、下模的相對移動,在模具型腔內形成短時負壓,模腔外部相對正壓的氣流把修邊后產生的細小鐵屑吸入模具型腔內,吸附在模具型面及壓料面上,不得不停下自動生產線進行模腔清潔,這不僅影響沖壓外覆蓋件的表面質量,而且影響沖壓生產效率,同時也會影響壓機設備和沖壓模具的導向精度,造成安全生產隱患。
隨著社會的發展,消費者對于汽車制件外觀質量要求越來越高。特別是對汽車整車視覺感官質量的要求越來越高,汽車外覆蓋件由于沖壓模具修邊工藝自身的特點,在修邊條件不好的沖壓模具結構中修邊過程會產生細小鐵屑,部分小鐵屑會進入模具型腔,這些進入模具型腔的細小鐵屑在造成制件壓傷的同時也會破壞模具型面的表面質量,如圖1、圖2所示。

圖1 修邊模具掉鐵屑
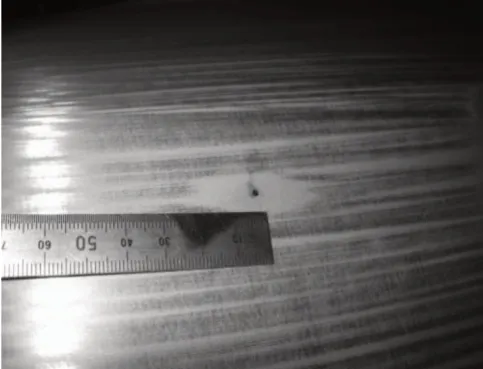
圖2 修邊鐵屑壓傷制件
2 修邊廢料刀結構形式分析
(1)各類修邊廢料刀工藝結構及特點對比,如表1所示。
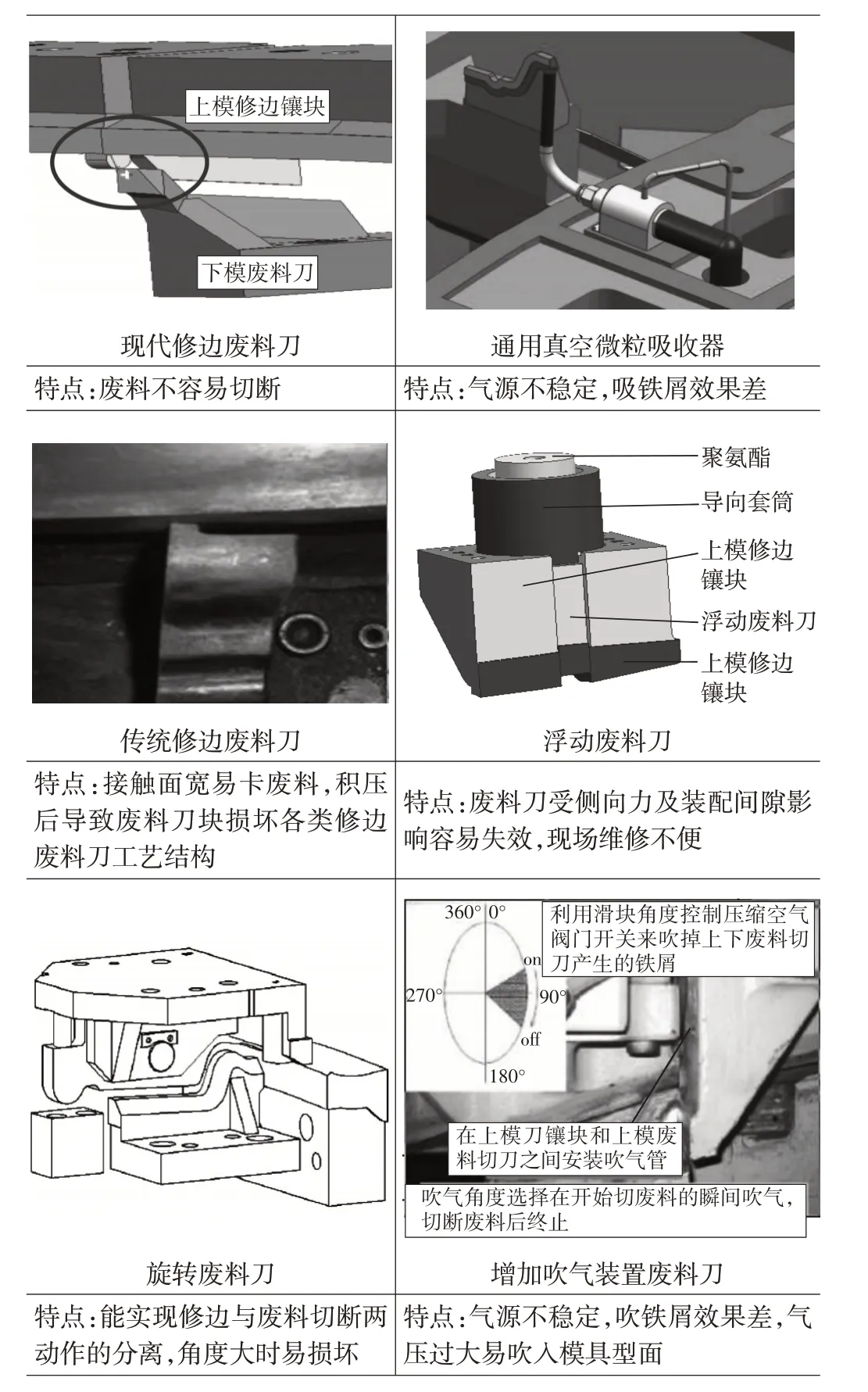
表1 各類修邊廢料刀工藝結構及特點
(2)目前各主機廠及模具廠家大量采用浮動修邊廢料刀結構,如圖3、圖4所示。采用浮動廢料刀結構,能有效改善修邊掉鐵屑的現場問題,浮動廢料刀結構受制件型面符型側向力及浮動導向精度及浮動廢料刀與固定廢料刀裝配精度的影響容易失效,且現場維護保養困難,當廢料刀磨損后通常現場無法修復。

圖3 拐角處浮動廢料刀
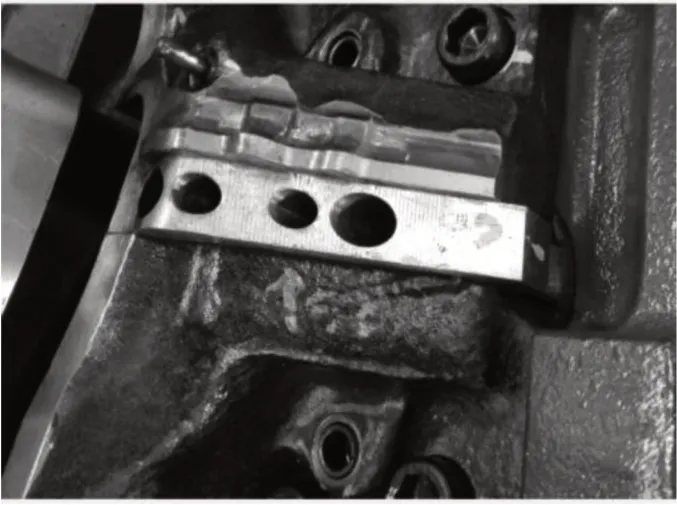
圖4 直邊處浮動廢料刀
3 優化修邊廢料刀結構及過程控制
(1)針對浮動廢料刀失效問題,目前部分模具廠家通過改良,將浮動廢料刀的體積優化,減少符型面積,較之之前穩定性有明顯提升,如圖5、圖6所示。
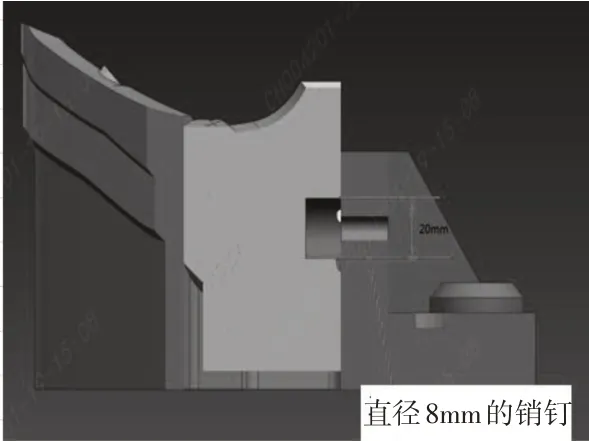
圖6 浮動廢料刀截面
(2)在模具制造過程中,使用改良后的浮動廢料刀需要注意以下幾點,可大幅度提高使用壽命及生產穩定性。
a.檢查所有的上模浮動廢料刀,確保浮動刀接觸氮氣缸時(即上模倒扣狀態),確保浮動廢料刀刃口與固定刀塊刃口齊平,刃口不可出現臺階斷崖,最多可突出兩側刃口0.5mm,如圖7、圖8所示。
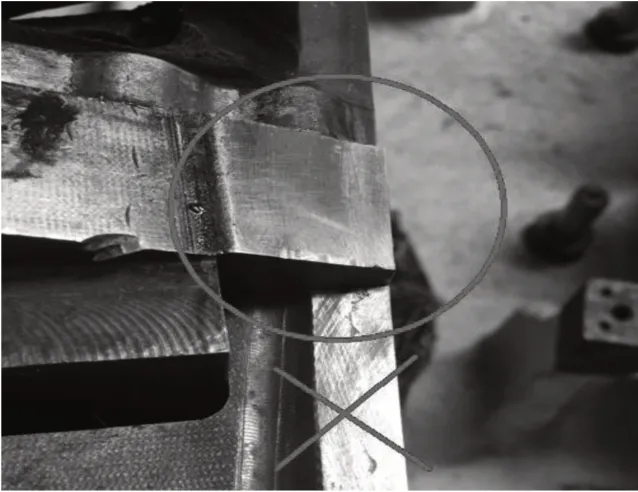
圖7 浮動廢料刀段差
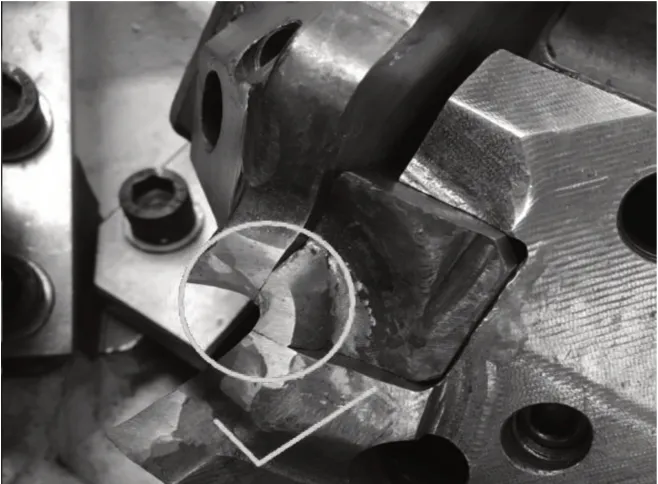
圖8 浮動廢料刀齊平
b.模具在沖壓時,下模廢料刀塊與上模浮動廢料刀塊接觸,將上模浮動塊托起。因此需研和下模廢料刀塊,確保其與上模浮動塊接觸區域完全貼合,符型面過于復雜時,可局部打虧上模浮動浮動刀塊,做讓空處理,如圖9、圖10所示。
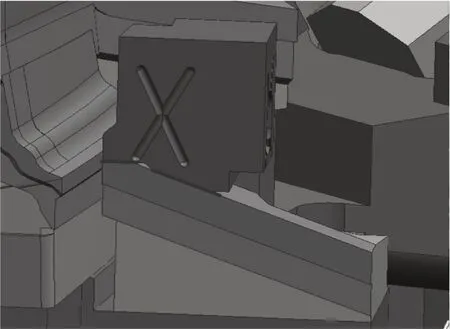
圖9 浮動廢料刀狀態
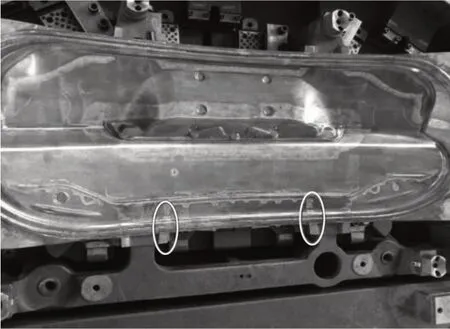
圖10 浮動廢料刀符型研合
(3)檢查限程銷釘,確保銷釘卡入限程孔,保證銷釘卡入限程孔中8mm以上,同時可在后方增加卡板,防止銷釘脫落,另外在所有浮動廢料刀上焊接安全擋板,作為安全限程使用,使日常生產更有安全保障,如圖11、圖12所示。
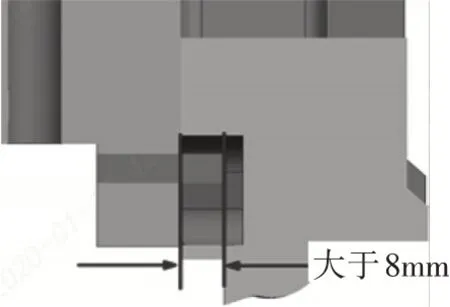
圖11 限程銷釘截圖

圖12 限程銷釘防脫
4 結束語
綜上所述,修邊模具掉鐵屑與修邊工序模具廢料刀塊工藝結構、刀塊布置及生產環境、廢料排放等有很大的關系。模具工藝結構設計階段對修邊廢料刀選用及布置對消除、減少及優化改善修邊模具掉鐵屑,起著重要的作用。
除此之外,隨著沖壓行業不斷地總結,一種標準的凸模式浮動廢料刀已開始嘗試應用,從而實現更快速、更高效的服務沖壓生產。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
