基于Autoform的高強(qiáng)鋼前翼板支架沖壓工藝分析*
2022-01-25 03:39:34張留偉顧賽君褚建忠徐慧西
模具制造 2021年12期
張留偉,顧賽君,褚建忠,胡 烈,徐慧西
(1.臺州科技職業(yè)學(xué)院,浙江臺州 318000;2.浙江黃巖沖模有限公司,浙江臺州 318000)
1 引言
相對于其它新材料來講,高強(qiáng)度鋼具有成本低,普及率高等優(yōu)點(diǎn),具有顯著的較好的性價比,這都使它成為汽車輕量化的優(yōu)選沖壓材料,其應(yīng)用范圍越來越普遍。由于高強(qiáng)度鋼有著強(qiáng)度高、延展性不好等性能,因此在沖壓作業(yè)中常常帶來起皺、破裂、回彈大等不良現(xiàn)象的產(chǎn)生。這些沖壓缺陷若運(yùn)用傳統(tǒng)的試錯法、經(jīng)驗(yàn)法等方法去解決,效果往往很不理想。隨著汽車產(chǎn)業(yè)的不斷發(fā)展和分析模擬軟件的不斷涌現(xiàn),汽車覆蓋件的開發(fā)周期大大縮短,并能很好的解決了沖壓作業(yè)中帶來的起皺、破裂、回彈大等不良現(xiàn)象[1~4]。
利用Autoform有限元分析軟件可以大大提高沖壓模具設(shè)計(jì)的效率,可以有效減少工作部件在實(shí)際加工中出現(xiàn)的質(zhì)量問題,減少材料的不必要浪費(fèi),節(jié)省費(fèi)用,降低成本。Autoform有效元軟件算法比較精準(zhǔn),能運(yùn)用到各種復(fù)雜的工況下,使其能夠成為廣泛使用的工具。另外,在解決汽車覆蓋件的回彈問題上,此模擬仿真軟件表現(xiàn)卓越,可以有效減少前期的工藝設(shè)計(jì)方面的時間,提高企業(yè)效益[5~7]。
2 制件分析和工藝規(guī)劃
2.1 制件分析
前翼板支架分為左和右支架,為了節(jié)省成本,兩支架一起沖壓成形,左右前翼板支架如圖1所示,前翼板左支架總重量6.5kg,右支架總重量5.4kg,所使用的料片尺寸為左支架:920×1,425×1.5mm,右支架:2,050×1,425×1.5mm,料厚1.5mm,料片重量25kg,材料利用率大約為48%。由于左右支架不對稱,增加了拉伸工序的難度。
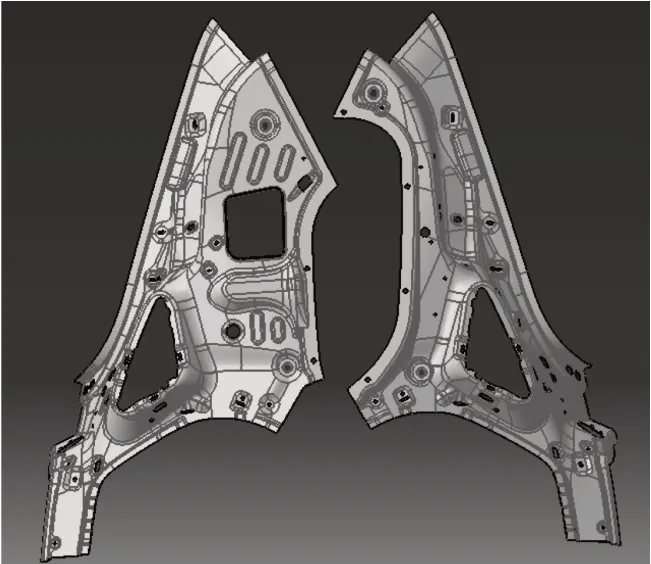
圖1 制件圖
2.2 工藝規(guī)劃
由于前翼板左右支架不對稱,故在拉伸成形工序中添加刺破,從而防止出現(xiàn)起皺或拉破現(xiàn)象的產(chǎn)生。綜合左右前翼板支架特點(diǎn),設(shè)計(jì)出以下6道工序:
OP10:DR+刺破(拉伸+刺破)。
OP30:TR+PI+CTR+CPI(修邊+沖孔+側(cè)修邊+側(cè)沖孔)。
OP40:FL+RST(翻邊+整形)。
OP50:PI+CPI(沖孔+側(cè)沖孔)。
OP60:PI+CPI+BUR+TR(沖孔+側(cè)沖孔+翻孔+修邊)。
圖2所示為OP10拉伸和刺破工藝模面示意圖。

圖2 拉伸和刺破工藝模面
本工序所用模具的上模座材質(zhì)為HT300,壓邊圈材質(zhì)為HT300和Cr12MoV,下模作材質(zhì)為HT300,凹模材質(zhì)為Cr12MoV,凸模材質(zhì)為球墨鑄鐵QT700L。所用沖壓機(jī)床為2,000t,模具閉合高度為1,000mm,送料高度為930mm,成形力為1,600t,壓邊力為230t,壓邊圈行程為275mm。
圖3所示為OP20:TR+PI+CTR+CPI(修邊+沖孔+側(cè)修邊+側(cè)沖孔)工藝模面示意圖。
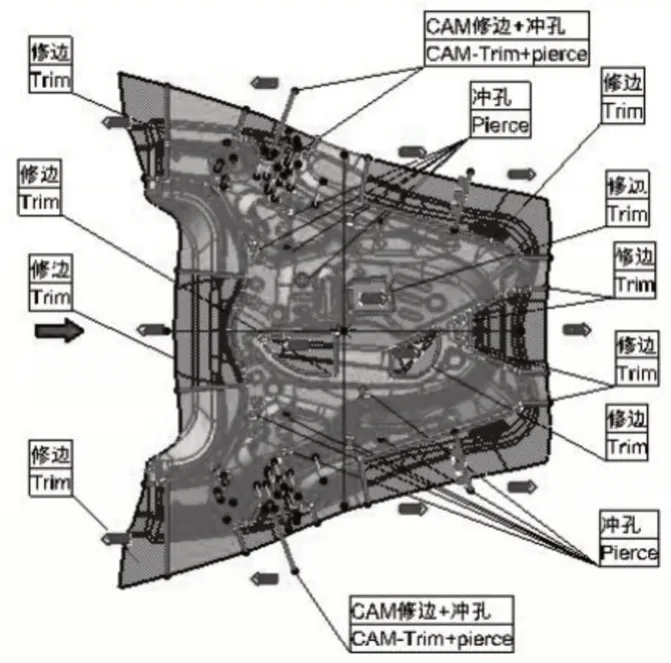
圖3 修邊+沖孔+側(cè)修邊+側(cè)沖孔工藝模面
本工序所用模具的上、下模座材質(zhì)為HT300,壓料板材質(zhì)為HT300,修邊刀塊材質(zhì)為Cr12MoV。所用沖壓機(jī)床為1,000t,模具閉合高度為1,000mm,送料高度為700mm。
右美托咪定對重度燒傷患者外周血Th17細(xì)胞和Treg細(xì)胞數(shù)量的影響……………………… 張中軍,華海峰,鄒 俊,等(6·409)
圖4所示為OP30:TR+PI+CTR+CPI(修邊+沖孔+側(cè)修邊+側(cè)沖孔)工藝模面示意圖。
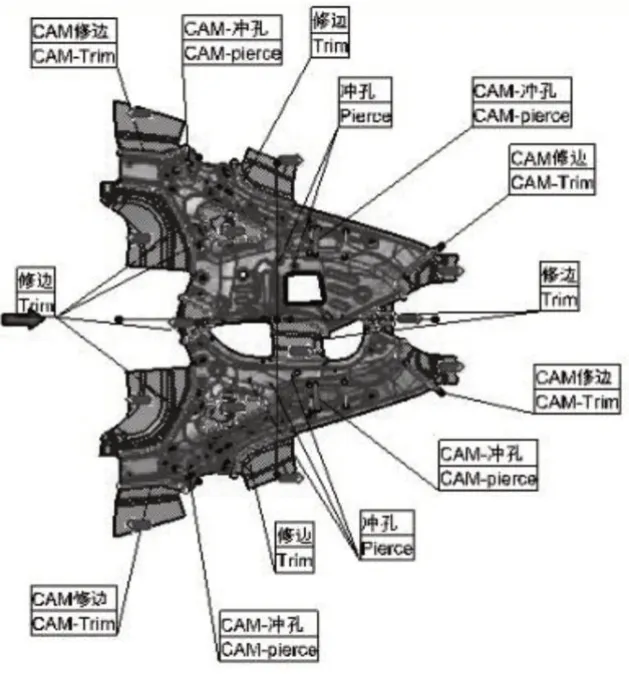
圖4 修邊+沖孔+側(cè)修邊+側(cè)沖孔工藝模面
本工序所用模具的上、下模座材質(zhì)為HT300,壓料板材質(zhì)為HT300,修邊刀塊材質(zhì)為Cr12MoV。所用沖壓機(jī)床為1,000t,模具閉合高度為1,000mm,送料高度為700mm。需要特別注意,此序相對于OP20工件要繞著Y軸旋轉(zhuǎn)5°。
圖5所示為OP40:FL+RST(翻邊+整形)工藝模面示意圖。

圖5 翻邊+整形工藝模面
本工序所用模具的上、下模座材質(zhì)為HT300,壓料板材質(zhì)為GM241,翻邊整形刀塊材質(zhì)為Cr12MoV。所用沖壓機(jī)床為650t,模具閉合高度為1,000mm,送料高度為700mm。需要特別注意,此序相對于OP30工件要繞著X軸旋轉(zhuǎn)3°。
圖6所示為OP50:PI+CPI(沖孔+側(cè)沖孔)工藝模面示意圖。
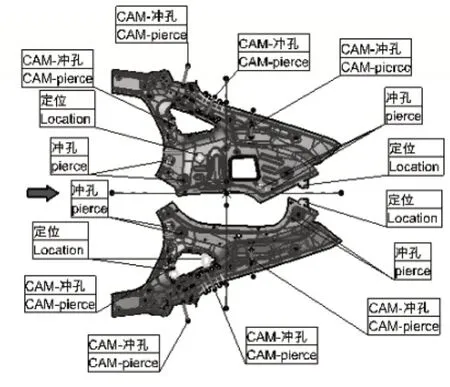
圖6 沖孔+側(cè)沖孔工藝模面
本工序所用模具的上、下模座材質(zhì)為HT300,修邊刀塊材質(zhì)為Cr12MoV。所用沖壓機(jī)床為650t,模具閉合高度為1,000mm,送料高度為700mm。
圖7所示為OP60:PI+CPI+BUR+TR(沖孔+側(cè)沖孔+翻孔+修邊)工藝模面示意圖。
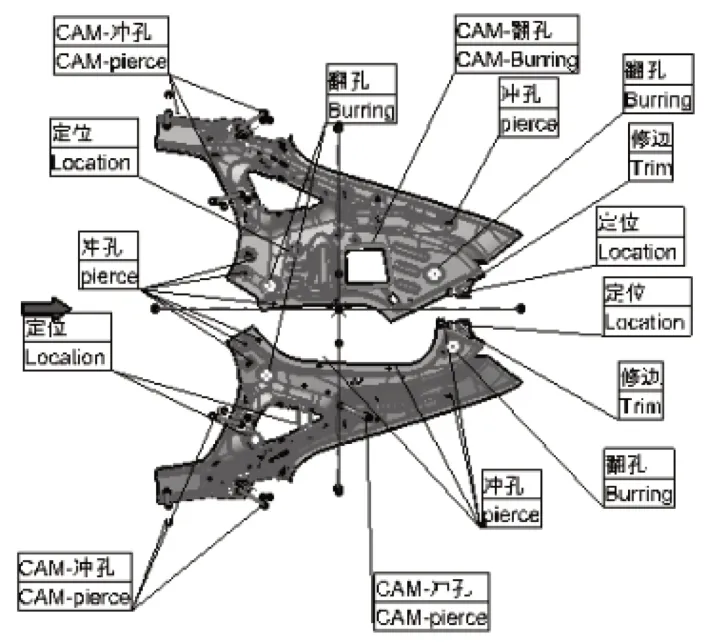
圖7 沖孔+側(cè)沖孔+翻孔+修邊工藝模面
本工序所用模具的上、下模座材質(zhì)為HT300,修邊刀塊材質(zhì)為Cr12MoV。所用沖壓機(jī)床為650t,模具閉合高度為1,000mm,送料高度為700mm。
3 高強(qiáng)鋼前翼板支架模擬分析
3.1 成形性能分析
依據(jù)前述工藝規(guī)劃,運(yùn)用有限元分析軟件Autoform進(jìn)行仿真模擬,得出如圖8所示的板料成形過程。
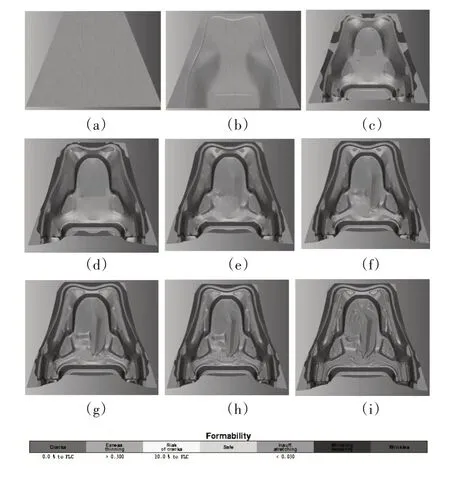
圖8 板料成形過程a——重力狀態(tài) b——壓邊閉合狀態(tài)c——DR距下死點(diǎn)110mm d——距下死點(diǎn)40mm e——距下死點(diǎn)20mm f——距下死點(diǎn)10mm g——距下死點(diǎn)5mm h——距下死點(diǎn)3mm i——拉伸到底
從板料成形的整個過程可以看出,板料內(nèi)部成形中沒有出現(xiàn)明顯的起皺和破裂現(xiàn)象,只是在板料邊緣有起皺的隱患,由于最后這部分要修邊剪掉,所以影響不大。所設(shè)置的模擬分析參數(shù)也較合理,這也從側(cè)面說明前述工藝規(guī)劃是合理的。
3.2 高強(qiáng)鋼前翼板支架試生產(chǎn)
通過前面合理安排的工藝規(guī)劃和詳細(xì)的有限元仿真模擬分析,設(shè)計(jì)出OP10至OP60工序?qū)?yīng)的汽車覆蓋件模具,6副模具生產(chǎn)狀況良好。其中,圖9所示為OP10拉伸和刺破模具結(jié)構(gòu)圖,本工序所用模具的上模座材質(zhì)為HT300,壓邊圈材質(zhì)為HT300和Cr12MoV,下模座材質(zhì)為HT300,凹模材質(zhì)為Cr12MoV,凸模材質(zhì)為球墨鑄鐵QT700L。所用沖壓機(jī)床為2,000t,模具閉合高度為1,000mm,送料高度為930mm,成形力為1,600t,壓邊力為230t,壓邊圈行程為275mm。

圖9 拉伸模結(jié)構(gòu)
圖10所示為高強(qiáng)鋼前翼板支架拉伸后的成品件,在整個拉伸過程中成形良好,沒有出現(xiàn)起皺和開裂等不良現(xiàn)象,所得制件能滿足各項(xiàng)性能要求。

圖10 試生產(chǎn)高強(qiáng)鋼后地板
4 結(jié)語
(1)根據(jù)制件的結(jié)構(gòu)特征,設(shè)計(jì)出了6道工序來成形此工件的工藝方案。
(2)通過有限元仿真軟件Autoform R7模擬分析,得出前翼板支架的成形過程,并優(yōu)化了工藝參數(shù)。
(3)模具設(shè)計(jì)制造完成后,試模得出符合各項(xiàng)技術(shù)指標(biāo)的制件,從側(cè)面驗(yàn)證了Autoform R7分析的正確性。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
山東冶金(2019年6期)2020-01-06 07:45:54
中國生物醫(yī)學(xué)工程學(xué)報(bào)(2019年4期)2019-07-16 08:04:16
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
沈陽醫(yī)學(xué)院學(xué)報(bào)(2014年4期)2014-12-27 13:44:20
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
