加長縱梁工藝開發(fā)及模具結構設計
2022-01-25 03:39:30吳轉萍
模具制造 2021年12期
關鍵詞:工藝
吳轉萍
(陜西重型汽車有限公司,陜西西安 710200)
1 制件分析
圖1所示為加長縱梁制件,制件的主要特征:高度差尺寸較大,狹長、開口為形梁類件,由于制件的開口尺寸僅有60mm寬度,長度為2m,制件高差呈形過渡,模具成形現(xiàn)狀采用下托料直接壓形的成形模式,成形尺寸依賴材料的本性,現(xiàn)場無任何調整手段,制件存在扭曲、岔口回彈,尺寸精度不良,開口尺寸變化對焊接質量有直接影響;同時Z形過渡區(qū)域法蘭邊產(chǎn)生嚴重的起皺;無法達到制件質量要求。圖2所示為制件起皺部位。
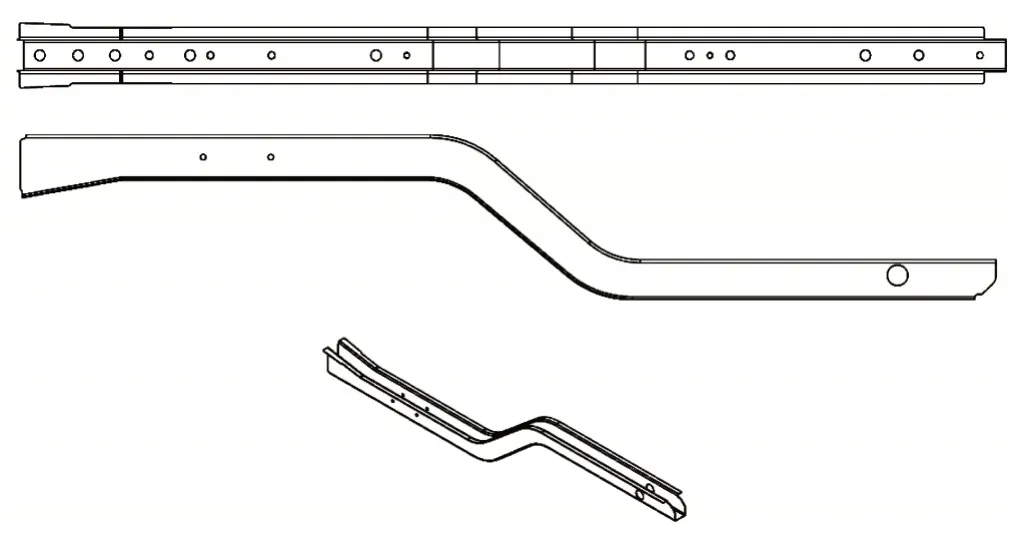
圖1 加長縱梁制件圖

圖2 制件起皺部位
針對這種現(xiàn)狀,經(jīng)過分析研究,需徹底改變材料的成形模式,將材料無法受控的成形方式改變?yōu)闈u進式壓料,逐步成形的模式。
2 工藝方案分析
經(jīng)過制件形狀分析,加長縱梁直接壓型工藝存在缺陷,需改變成形方式,改為漸進式壓料的成形模式,即拉伸的模式。由于制件的高度差為340mm,需首先考慮旋轉拉伸方向,拉伸方向的設計以兩側端頭進料初始點高度基本一致為原則。另外,法蘭邊的處理,為了保證法蘭邊的塑型性,法蘭邊作為拉伸制件的一部分進行壓料面及工藝補充設計。采用分模線外移,將整個制件作為凸模的一部分,既提高了制件的定型性,同時,減少圓角R卷曲對側壁回彈的影響。
處理后的沖壓方向:繞坐標中心旋轉6°,如圖3所示。

圖3 沖壓方向擺放
3 仿真模擬應用
3.1 原直接壓形方式仿真設置分析
采用下托料的直接壓型的模具結構,工具體設置如圖4所示,圖4所示為下托料塊托起未觸料的狀態(tài),最上層的為凹模工具體,中間為托料塊,最下層的為下凸模。
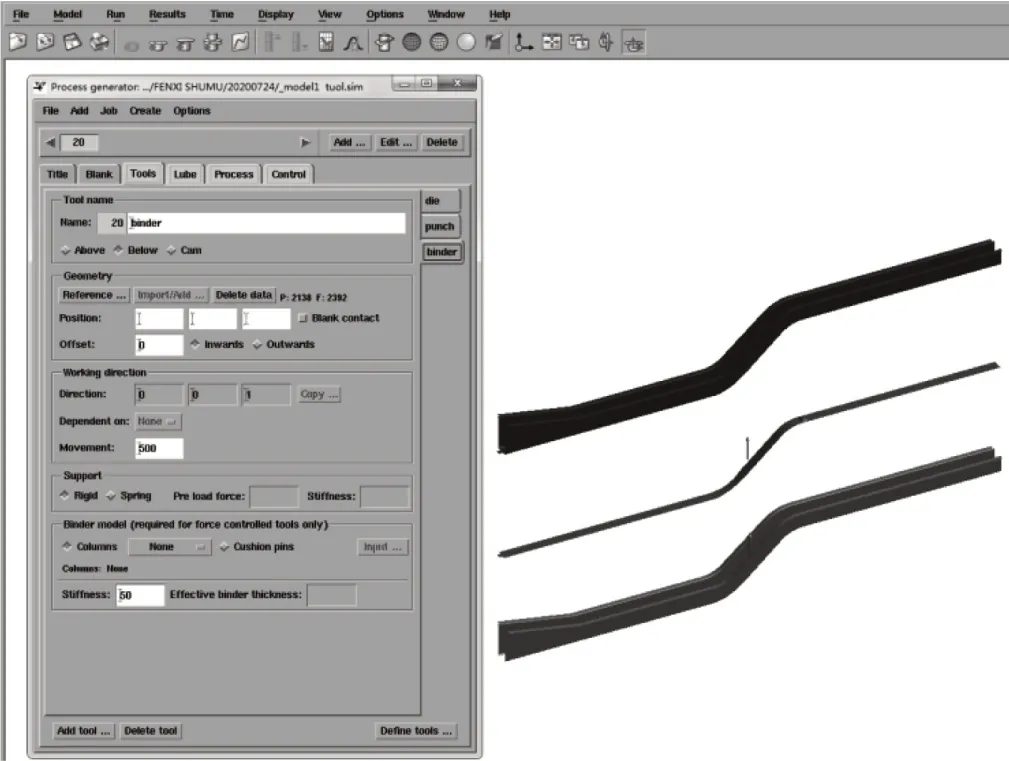
圖4 下托料工具體設置
3.2 模擬結果
圖5、圖6所示分別為下托料模擬到底前3mm及1mm的兩種結果。由到底前3mm可以看出,法蘭面也產(chǎn)生了嚴重的褶皺現(xiàn)象,這種過程皺會影響最終制件的成形,測量最大起皺數(shù)據(jù)為0.078。

圖5 到底前3mm壓型狀態(tài)

圖6 到底前1mm壓型狀態(tài)
到底前1mm褶皺依然存在,最大起皺量為0.1,可以看出,此處壓型起皺趨勢增大,結果必然存在起皺。
3.3 解決措施
針對直接壓型的模具,設計上壓料芯壓料的結構,提取起皺嚴重部位局部面進行提前壓料,改造前期進行模擬仿真,進行風險預估。模擬設置工具體如圖7所示,最上層位于板料之上的是凹模,凹模下面為上壓料芯,位于板料之下的就是托料板,最下層的是凸模。模擬結果如圖8所示,到底前1mm最大起皺為0.09mm,較未壓料有所減輕,但不能解決根本問題。與實際壓型存在的缺陷一致。
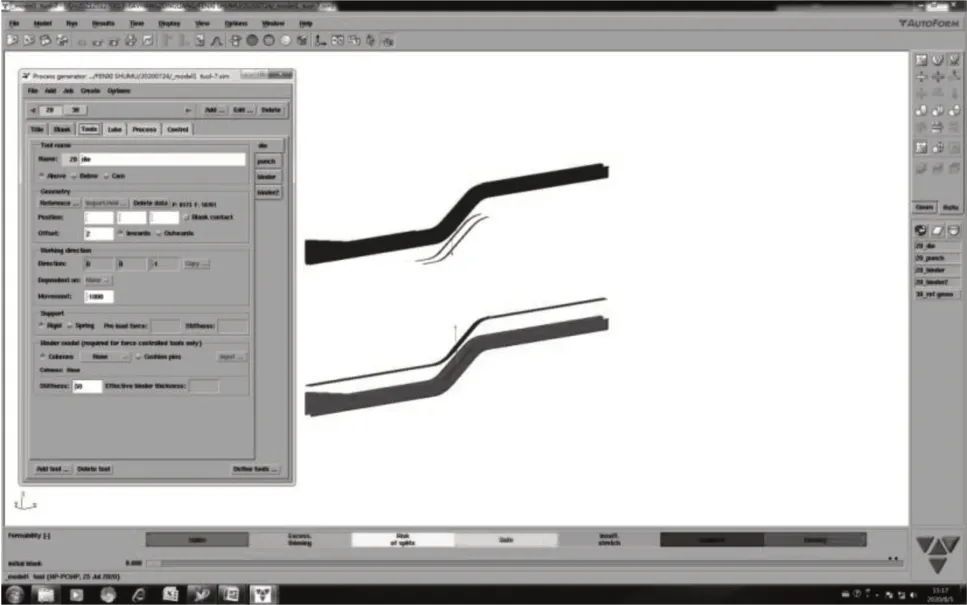
圖7 上壓料、下托料工具體設置

圖8 到底前1mm壓型狀態(tài)
4 新工藝方案下的拉伸工藝造型設計
4.1 壓料面及工藝補充設計
將圖3所示的拉伸制件導入Autoform R7中,設計隨形壓料面,基本以法蘭面為隨形基準,大致隨形。壓料面設計完成后,進行工藝補充設計,如圖9、圖10所示。
圖9 壓料面設計
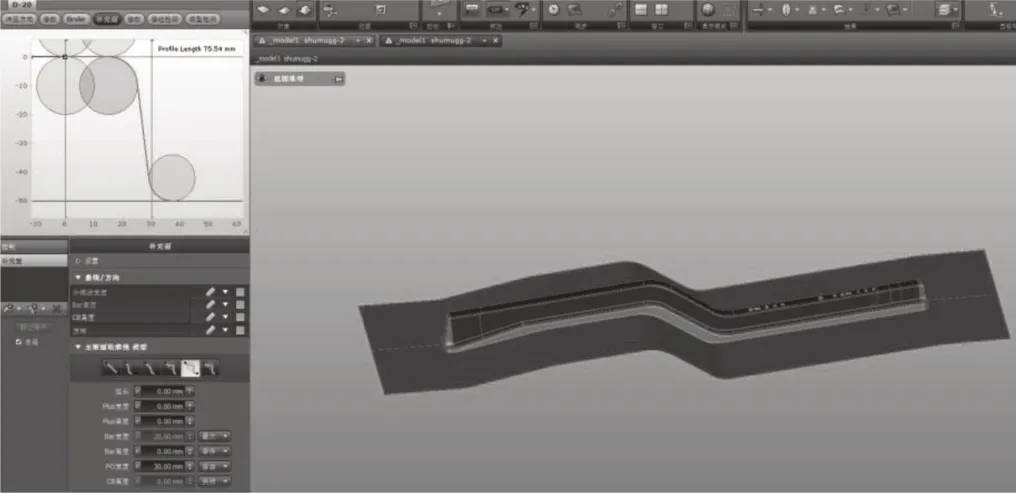
圖10 工藝補充設計
4.2 新拉伸方案的模擬工具體設置
新模擬結構工具體設置如圖11所示。最上層為拉伸凹模工具體,中間為壓邊圈工具體,下層為凸模工具體。
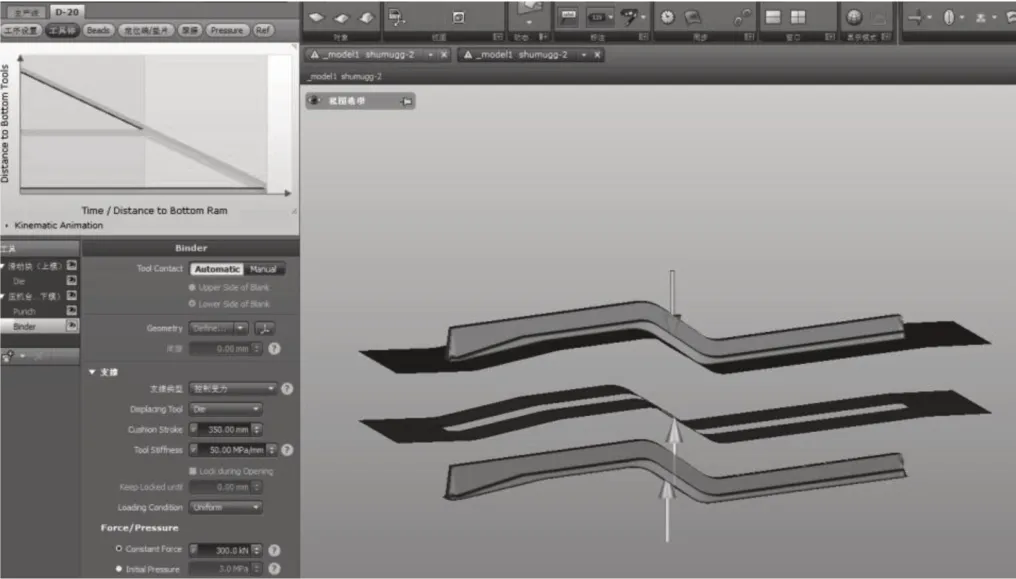
圖11 拉伸成形工具體設置
4.3 模擬結果
經(jīng)過提交運算,結果如圖12所示,可以看出,模擬過程底面凹圓弧部位存在起皺風險,到底前3mm起皺值為0.09,法蘭面不存在起皺風險,最大起皺0.03mm。
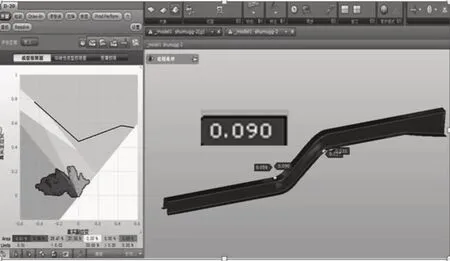
圖12 拉伸到底3mm模擬結果
4.4 拉伸壓料面及工藝補充設計
抬高起皺側壓料面,修改完的壓料面及工藝補充如圖13所示。

圖13 拉伸壓料面及工藝補充面
4.5 模擬結果
經(jīng)過修正的壓料面及工藝補充,進行重新模擬分析,結果如圖14所示,到底3mm前最大起皺量0.023mm,起皺風險排除,此壓料面及工藝補充造型可用于模具結構設計。
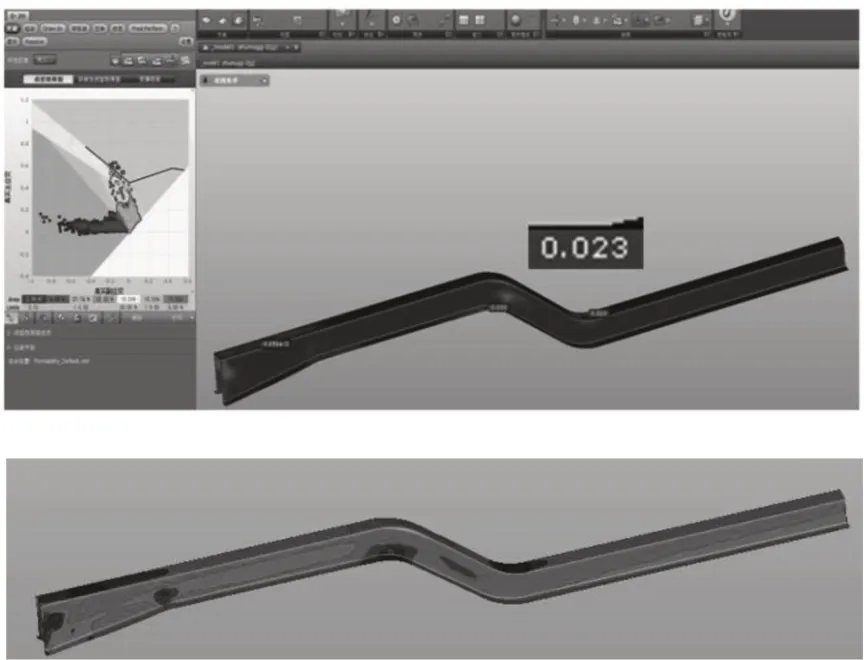
圖14 修正后的模擬結果
5 各工序模具結構設計
制件的工序內容布排如下,拉伸?修邊沖部分孔?側沖孔側修?反向沖孔。修邊沖孔采用先沖一部分孔,原因之一是底面孔數(shù)量繁多,一次沖孔布排方面有干涉,原因二是一部分孔對毛刺方向有要求,需將有裝配要求的孔毛刺躲開裝配面。由于涉及多種類似制件的工藝兼容,分為長縱梁及短縱梁,因此,在工藝設計階段,側沖側修工序長短各一道,因此,工藝方案內容共5道工序。如圖15所示。
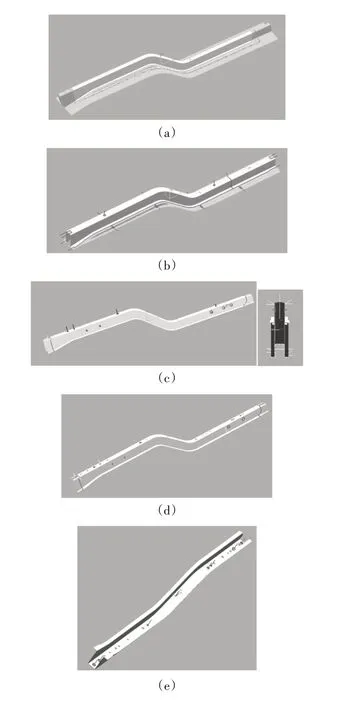
圖15 工藝工序圖a——OP10拉伸 b——OP20修邊沖孔 c——OP30側修、側沖孔d——OP40側修、側沖孔(短梁)e——OP50反向沖孔
模具結構如圖16所示,分別為拉伸、修邊沖孔、側修側沖、沖孔工序。
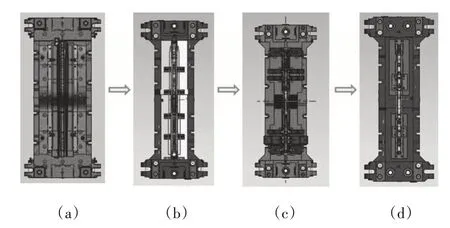
圖16 全工序模具結構圖a——拉伸 b——修邊沖孔 c——側修側沖 d——沖孔
模具結構設計特點:修邊沖孔工序結構設計型面避讓,凹圓角避讓,保證制件順利取放;非工作部分型面避讓、結構讓空,工作型面兩側面,側修邊及側沖孔符形面單側保留15mm,放0.5mm間隙加工,其余部位逃料;在折彎過渡部分,采取逃料單邊2mm放空避讓設計;壓料芯側壁放0.5mm加工,如圖17所示。
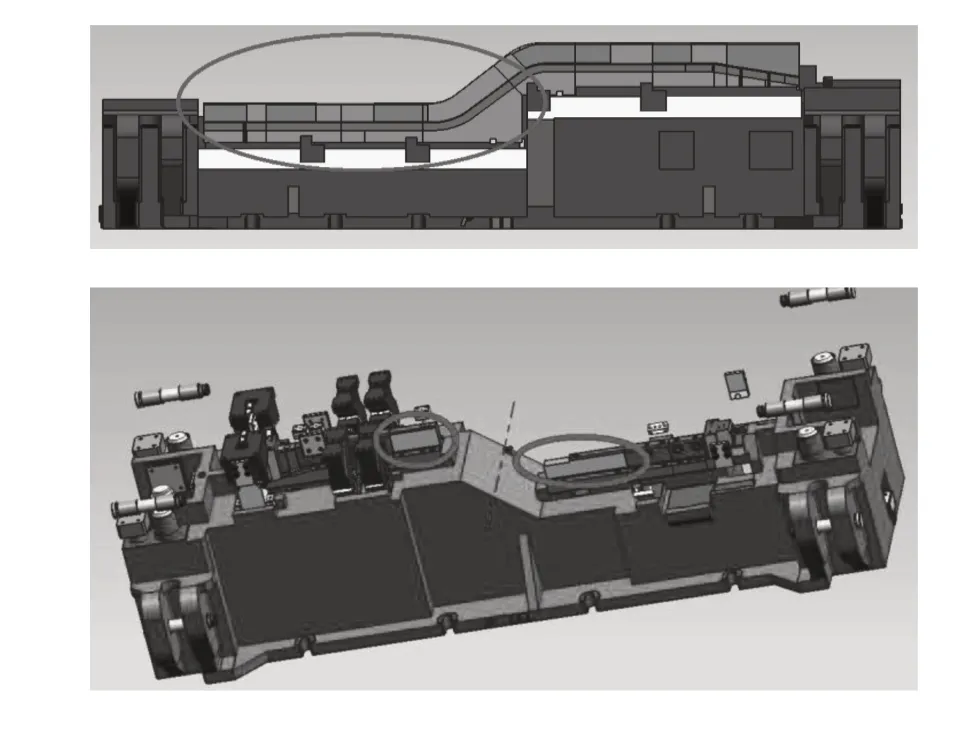
圖17 逃料及符形讓位示意圖
6 模具研合及驗證調試
對拉伸模進行研合調試,研合步驟方法:首先檢查模具導板、限位有沒有干涉部位;檢查完成后,刷紅丹,檢查調壓墊高度是否合適,將調壓墊調整至合適高度;壓坯料,在坯料刷紅丹,僅在壓料面與上凹模之間半壓研合,依據(jù)紅丹貼合率研修,保證制件壓料面飛模后的紅丹切合率至少在85%以上;其余側壁及上下模之間間隙依靠壓鉛絲的方法,實現(xiàn)模具研合。圖18所示分別為現(xiàn)場半壓及壓鉛絲狀態(tài)圖。

圖18 壓鉛絲及半壓壓料面研合
對研合后的模具進行全序驗證,拉伸工序使用壓床A線HSP-1000t油壓機。結果發(fā)現(xiàn),制件出現(xiàn)了縮口現(xiàn)象,尤其是兩端頭部位,收料縮口特別嚴重。壓制制件如圖19所示。制件內口尺寸要求56±1mm,實際端頭開口尺寸由55.3mm逐漸過渡到48.8mm,產(chǎn)生了縮口回彈。基于此,首先采取了調整坯料寬度及壓料力兩個方面的措施,結果發(fā)現(xiàn),收效甚微。
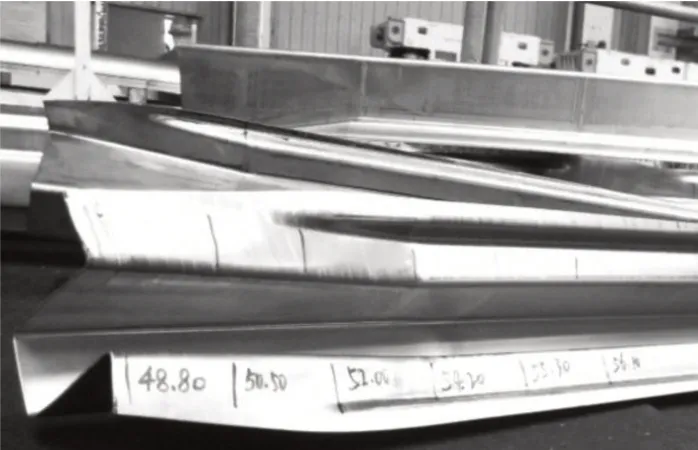
圖19 壓制制件圖
6.1 回彈補償
根據(jù)回彈實際情況,進行回彈補償,由于制件端頭部位高度尺寸最大,導致此處壓料面在成形后收料變小,壓不住料,產(chǎn)生縮口回彈,基于此進行反回彈補償設計。開口反回彈的設計思路,在材料流過的廢料區(qū),將端部凹模走料圓角加大,設計變半徑走料圓弧,整個長度范圍僅涉及制件入口約40mm,實現(xiàn)開口漸變式的回彈補償。圖20所示為回彈補償實施圖。
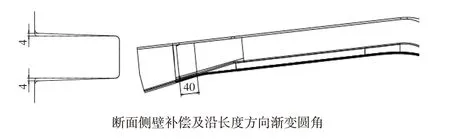
圖20 回頭補償效果圖
6.2 調試
經(jīng)過回彈補償更改后再次調試,首先調整壓料力,由50t逐漸加大到100t,壓制結果發(fā)現(xiàn),采用梯形坯料,高度稍大一側,展開坯料尺寸較寬為360mm,另一端坯料寬度尺寸350mm,而實際壓制結果出現(xiàn)了開口尺寸局部突變增大的現(xiàn)象,無法達到開口尺寸的均勻變化,經(jīng)過分析,采用倒梯形,高度差大的一側展開尺寸用350mm,高度差較小一側展開寬度為360mm,壓制效果實現(xiàn)了開口尺寸的均勻變化,壓制開口寬度基本控制在56±1mm范圍內。圖21所示為倒梯形坯料設計圖。而氣墊力調整過大,會產(chǎn)生上模帶料的情況,經(jīng)過比對優(yōu)化,最終選用開口尺寸比較合理,成形效果較好的50t壓料力。
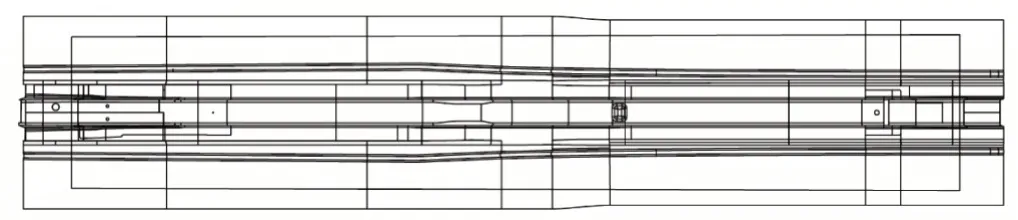
圖21 倒梯形坯料
7 總結
通過對加長縱梁從工藝分析、壓料面設計、工藝補充設計,到全工序模具結構設計,最終到驗證調試以及調試缺陷的修復,利用拉伸成形代替直接壓型成形工藝方案,成功解決了加長縱梁的成形問題,徹底解決了扭曲、回彈、起皺等質量問題,為后續(xù)粱類制件成形提供參考。圖22所示為最終成形的制件。
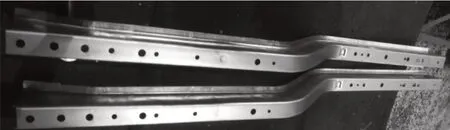
圖22 成形制件
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
