Q235B熱軋圓鋼的生產(chǎn)實踐
2022-01-24 03:29:50王小東史永剛王仲凱
山西冶金 2021年5期
關(guān)鍵詞:生產(chǎn)
王小東,史永剛,許 棟,王仲凱
(1.陜鋼集團產(chǎn)業(yè)創(chuàng)新研究院有限公司,陜西 漢中 723000;2.陜鋼集團漢中鋼鐵有限責(zé)任公司,陜西 勉縣 724200)
為適應(yīng)市場對碳素結(jié)構(gòu)鋼熱軋圓鋼的需求,采用165 mm斷面方坯開發(fā)了Φ28~Φ32 mm規(guī)格的Q235B高精度熱軋圓鋼產(chǎn)品,滿足了用戶需求,為圓鋼的生產(chǎn)操作及更高品質(zhì)圓鋼的研發(fā)積累了經(jīng)驗。
1 工藝流程
鐵水→900 t混鐵爐→120 t頂?shù)讖?fù)吹轉(zhuǎn)爐→吹氬站→八機八流165 mm方坯連鑄機→上料臺架→雙蓄熱式步進梁式加熱爐→高壓水除磷→粗軋→1號飛剪→中軋→預(yù)水冷→2號飛剪→精軋→水冷→3號飛剪→冷床→紅鋼檢查→定尺剪→表面質(zhì)量及尺寸檢查→三段鏈?zhǔn)占蚶ΑQ重、掛牌→入庫。
2 成分及性能要求
2.1 化學(xué)成分要求
對圓鋼產(chǎn)品的化學(xué)成分要求如表1所示。

表1 化學(xué)成分要求 %
2.2 性能要求
根據(jù)用戶對產(chǎn)品性能的特殊要求,結(jié)合其產(chǎn)品特點及用途,在滿足國標(biāo)要求前提下,對鋼材性能指標(biāo)區(qū)間進行了明確規(guī)定,具體如表2所示。
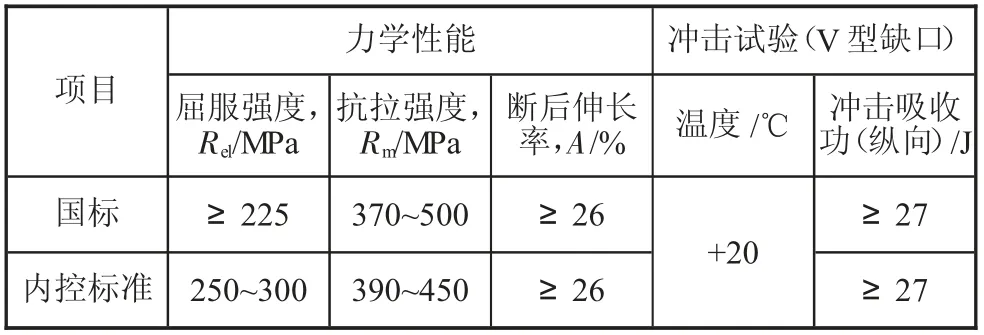
表2 性能要求
2.3 鋼材質(zhì)量要求
圓鋼的橫截面酸浸低倍試片上不應(yīng)有目視可見的縮孔、氣泡、裂紋、夾雜、翻皮和白點;鋼材的彎曲度應(yīng)不影響圓鋼的正常使用,且每米彎曲度不大于4 mm,總彎曲度不得大于鋼筋總長度的0.4%;鋼材端部剪切平直無毛邊,不得有影響使用的變形、彎頭,不得有明顯的馬蹄形、三角頭;鋼材表面不得出現(xiàn)耳子、裂紋、結(jié)疤、翹皮等缺陷;按3倍公稱直徑的彎芯直徑彎曲180°后,鋼筋受彎曲部位表面不得產(chǎn)生裂紋。
3 軋鋼工藝
3.1 溫度控制
軋鋼時加熱溫度控制如表3所示。

表3 加熱溫度要求 ℃
軋制溫度控制如表4所示。

表4 軋制溫度要求 ℃
3.2 軋鋼孔型選擇
3.2.1 粗軋孔型優(yōu)化
該線原設(shè)計的鋼坯規(guī)格是150 mm方坯,經(jīng)過技術(shù)改進,現(xiàn)采用165 mm方坯組織生產(chǎn)。為了最大限度地保證粗軋區(qū)的生產(chǎn)穩(wěn)定順行,滿足后續(xù)軋制道次料型需求,并確保鋼坯經(jīng)6道次軋制后可產(chǎn)出Φ68 mm圓形中間斷面料型,于是對粗軋孔型系統(tǒng)進行了優(yōu)化,發(fā)明設(shè)計了“平—方—橢圓—立橢—橢圓—圓”的孔型系統(tǒng),通過合理分配道次壓下量,確保各道次順利咬入,對設(shè)備負(fù)荷進行校核[1],形成了圓鋼軋制規(guī)程表。經(jīng)試用,該孔型系統(tǒng)運行良好,為實現(xiàn)圓鋼產(chǎn)品尺寸精度的達標(biāo)提供了保障。
3.2.2 成品孔型設(shè)計
成品孔型的設(shè)計對于產(chǎn)品尺寸精度、孔型使用壽命及軋機的生產(chǎn)能力都有很大影響。為保證軋件冷卻至常溫后可獲得正確的幾何圓形斷面,必須使成品孔的水平軸線尺寸大于垂直軸線[2],因此必須準(zhǔn)確計算孔型尺寸。Φ28 mm、Φ32 mm規(guī)格的Q235B圓鋼K1孔型如圖1、圖2所示,若用于生產(chǎn)尺寸負(fù)偏差的圓鋼,孔型尺寸還需進行優(yōu)化。
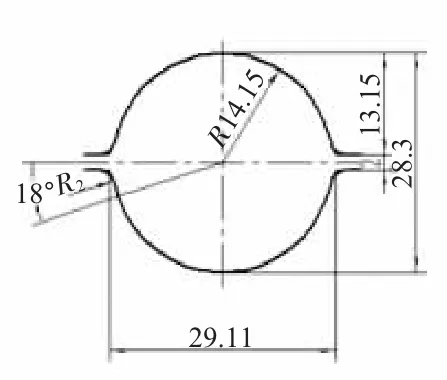
圖1 Φ28 mm圓鋼K1孔型尺寸(mm)
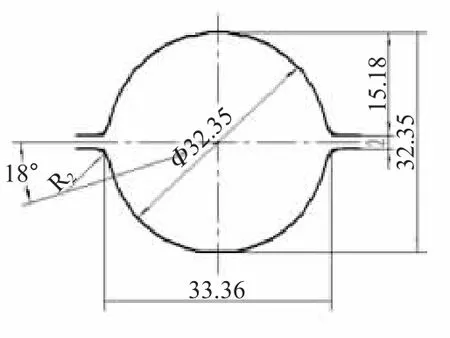
圖2 Φ32 mm圓鋼K1孔型尺寸(mm)
4 生產(chǎn)情況
4.1 成分控制情況
圓鋼生產(chǎn)中各成分控制情況如表5所示。
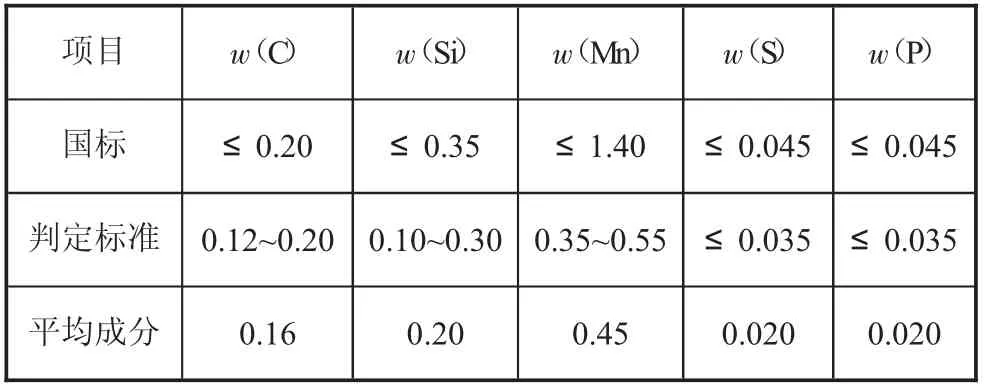
表5 成分控制情況 %
4.2 性能情況
產(chǎn)品生產(chǎn)中鋼材性能情況如表6所示。

表6 鋼材性能情況
5 存在的問題及解決辦法
5.1 加熱溫度問題
生產(chǎn)初期加熱溫度設(shè)定較低,加熱段、均熱段均設(shè)定在1 060℃左右,但在實際生產(chǎn)中此溫度無法滿足連續(xù)軋制要求,出現(xiàn)了鋼坯加熱溫度不均勻、設(shè)備負(fù)荷大、軋件尺寸不穩(wěn)定、成品尺寸波動大等問題。
針對這些問題,在對鋼材基體及表面金相組織構(gòu)成、表面脫碳層等進行研究后,決定逐步將加熱段、均熱段溫度升高到(1 130±20)℃,經(jīng)過連續(xù)、批量生產(chǎn)驗證,新設(shè)定的溫度段所產(chǎn)鋼材性能良好,表面無脫碳層,設(shè)備負(fù)荷適中,產(chǎn)品尺寸穩(wěn)定,滿足連續(xù)生產(chǎn)要求。
5.2 鋼材表面質(zhì)量控制
5.2.1 鋼材表面凹坑
特征:鋼材表面存在形狀不規(guī)則的凹陷,嚴(yán)重時會影響鋼材內(nèi)徑,缺陷一般是連續(xù)出現(xiàn),具體形貌如圖3所示。

圖3 鋼材表面凹坑
產(chǎn)生原因:若凹坑邊緣輪廓清晰,一般為K1軋槽或進口導(dǎo)衛(wèi)導(dǎo)輪出現(xiàn)粘鋼,或軋槽、導(dǎo)輪上留有焊疤等凸塊缺陷造成。
5.2.2 鋼材表面擦傷
特征:鋼材表面呈現(xiàn)形狀不規(guī)則的凹陷,嚴(yán)重時影響到鋼材內(nèi)徑,缺陷一般是連續(xù)出現(xiàn),表面光亮,無氧化鐵皮附著,具體形貌如圖4所示。

圖4 鋼材表面擦傷
產(chǎn)生原因:冷床齊頭輥道、輸出輥道間存在摩擦,打包機成型器夾緊力過大等。
5.2.3 鋼材表面劃傷
特征:沿軋制方向上縱向的細(xì)長凹下缺陷,其形狀、深淺、寬窄隨劃傷產(chǎn)生的原因不同而不同,具體形貌如173頁圖5所示。
產(chǎn)生原因:由于鋼材的氧化鐵皮、金屬顆粒或其它異物在導(dǎo)衛(wèi)、跑槽、導(dǎo)管裝置內(nèi)積聚,與高溫高速通過的軋件接觸而導(dǎo)致刮傷,或由于導(dǎo)衛(wèi)、跑槽、導(dǎo)管磨損嚴(yán)重所致。此外,導(dǎo)衛(wèi)、導(dǎo)管安裝不當(dāng)也會引起該缺陷。

圖5 鋼材表面劃傷
5.2.4 鋼材表面折疊
特征:鋼材表面表現(xiàn)為一條彎曲或平行的細(xì)線,沿軋制方向存在近似縱裂缺陷,有一定的傾斜角,且一般呈直線狀或兩條平行線的形態(tài)出現(xiàn),也有鋸齒狀形態(tài),內(nèi)附氧化鐵皮。
產(chǎn)生原因:料型設(shè)置不當(dāng),發(fā)生過充滿現(xiàn)象,或?qū)l(wèi)安裝偏斜,出現(xiàn)耳子,在繼續(xù)軋制時壓入軋件內(nèi)部,產(chǎn)生折疊;錯輥時產(chǎn)生的錯邊耳子,經(jīng)下道軋制也會形成折疊;軋制過程中產(chǎn)生的飛邊、毛刺等,在繼續(xù)軋制時壓入軋件內(nèi)部,產(chǎn)生折疊;清理原料表面缺陷時,若深寬比不合適也會出現(xiàn)折疊缺陷。
6 結(jié)語
通過生產(chǎn)技術(shù)人員的精心準(zhǔn)備與調(diào)試,Φ28~32 mm規(guī)格的碳素結(jié)構(gòu)鋼Q235B圓鋼首次生產(chǎn)便獲得成功,鋼材表面質(zhì)量良好,不圓度控制在0.3 mm以內(nèi),各項性能均合格,且在下游使用過程中,鋼材體現(xiàn)出其良好的質(zhì)量水平,獲得了用戶的高度認(rèn)可。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
