打磨方式對SMA490BW耐候鋼十字接頭疲勞性能的影響
2022-01-20 08:50:00王磊曾泓潤劉小鵬回麗叢家慧
焊接 2021年12期
王磊,曾泓潤,劉小鵬,回麗,叢家慧
(1.沈陽航空航天大學,航空制造工藝數字化國防重點學科實驗室,沈陽 110136;2.沈陽航空航天大學,機電工程學院,沈陽 110136)
0 前言
SMA490BW耐候鋼其由于碳含量低,抵抗破壞能力強,具有優質的抗變形能力和抗腐蝕性能[1-7],是中國新一代CRH2型列車轉向架主要材料。轉向架是高速列車正常運行的關鍵部件,因其結構復雜不能一次性加工成形,只能通過焊接的形式對鋼板進行組合。但由于焊接缺陷與接頭應力集中的存在,使得焊接接頭成為列車轉向架的薄弱點。因此,轉向架焊接接頭的質量直接影響到鐵路車輛的運行安全[8]。
隨著中國高速鐵路的快速發展,實現轉向架輕量化的同時還要保證其足夠的疲勞強度,轉向架焊接接頭疲勞性能的研究尤為重要[9]。目前,于影霞等人[10]研究了SMA490BW耐候鋼焊接接頭超高周疲勞性能的影響因素,發現改善應力集中、細化表面層晶粒、引入殘余應力對延長焊接接頭壽命的貢獻比分別為59%,28%和13%。許良等人[11-12]對SMA490BW耐候鋼疲勞性能進行了研究,發現與光滑試樣(Kt=1)相比,缺口試樣(Kt=3)疲勞極限減小了61%,T-L取樣方向試樣的疲勞極限較L-T取樣方向高5.4%。何柏林等人[13]對機械打磨提高SMA490BW耐候鋼焊接接頭超高周疲勞性能進行了研究,發現對比原始焊態試樣,經機械打磨的試樣疲勞壽命提升約5倍。但是目前關于不同打磨方式對十字接頭疲勞性能的影響研究還較少,而工程上對焊接接頭打磨方式的選擇還比較隨意,沒有統一標準。文中研究不同打磨方式對SMA490BW耐候鋼十字接頭疲勞性能的影響,可為工程上采用合理的焊接接頭打磨方式提供依據。
1 試驗材料與方法
1.1 試驗材料
試驗材料采用SMA490BW耐候鋼,是進口的低合金高強度熱軋耐候鋼,其化學成分和力學性能分別見表1和表2。

表1 SMA490BW耐候鋼的化學成分(質量分數,%)
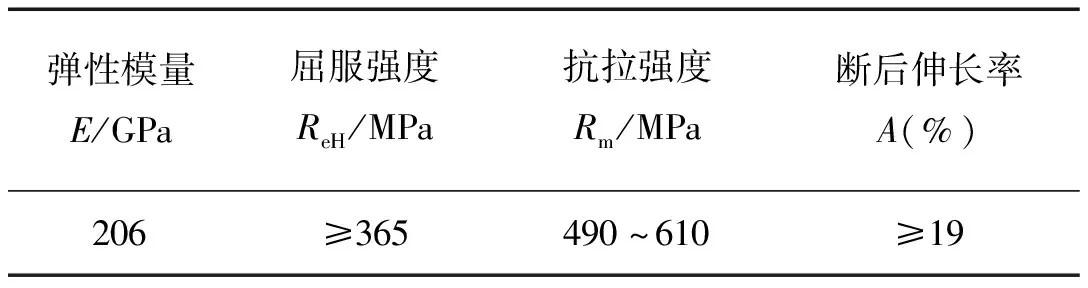
表2 SMA490BW耐候鋼的力學性能
1.2 焊接工藝及焊接接頭試樣尺寸
焊接所用原始鋼板尺寸為300 mm×150 mm×12 mm。采取MAG熔化焊進行十字接頭的焊接,保護氣體為80%Ar+20%CO2,選用CHW55-CNH焊絲,焊絲直徑1.6 mm。
圖1為十字接頭試樣具體結構。對焊趾處進行簡單打磨和過渡圓弧打磨得到不同的打磨試樣,焊趾處示意圖如圖2所示。
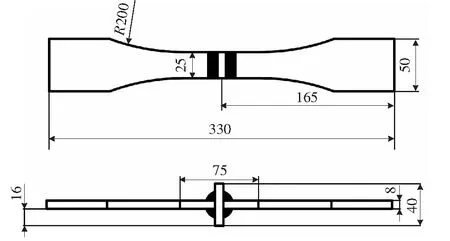
圖1 SMA490BW耐候鋼十字接頭試樣結構
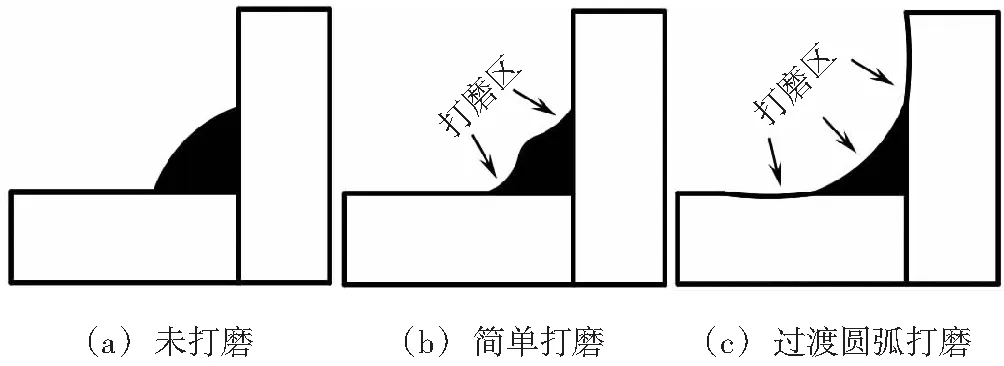
圖2 SMA490BW焊趾處示意圖
1.3 試驗過程與方法
采用QBG-100高頻疲勞試驗機,參照GB 3075—82《金屬軸向疲勞試驗方法》進行疲勞試驗,試驗條件為室溫空氣,應力比R=-1,正弦波加載。
采用Merlin Compact型掃描電子顯微鏡對SMA490BW耐候鋼十字焊接頭進行斷口觀察。
根據試驗件外形輪廓建立模型,在不考慮焊接缺陷與殘余應力的影響下,采用ABAQUS有限元軟件對SMA490BW耐候鋼十字焊接頭進行應力分析,計算焊趾處應力集中系數。對于焊趾處進行網格細化,遠離焊趾處可適當增大網格以減小模型規模,劃分的有限元網格如圖3所示。設置模型的邊界條件為試樣左端完全固定,右端施加50 MPa的均勻拉伸載荷[14]。

圖3 十字接頭有限元網格
2 試驗結果與討論
2.1 打磨方式對焊接接頭疲勞性能的影響
圖4為根據疲勞試驗結果,試驗數據在50%存活率下90%置信度,采用最小二乘法進行擬合得到的SMA490BW耐候鋼不同打磨方式下的S-N曲線,表3為不同打磨方式對應的S-N曲線關系方程。從圖4可以看出,簡單打磨試樣與過渡圓弧打磨試樣的S-N曲線均位于未打磨試樣的上方,不同應力水平條件下過渡圓弧打磨試樣的疲勞壽命最高,簡單打磨試樣次之,未打磨試樣最差。未打磨試樣疲勞極限約為70.6 MPa,簡單打磨試樣約為98.6 MPa,過渡圓弧打磨試樣提高到約104.4 MPa。簡單打磨和過渡圓弧打磨相對比未打磨試樣的疲勞極限分別提高39.7%和47.9%。以上說明打磨質量越好,試樣的疲勞壽命越好,疲勞極限越高。

表3 S-N曲線方程
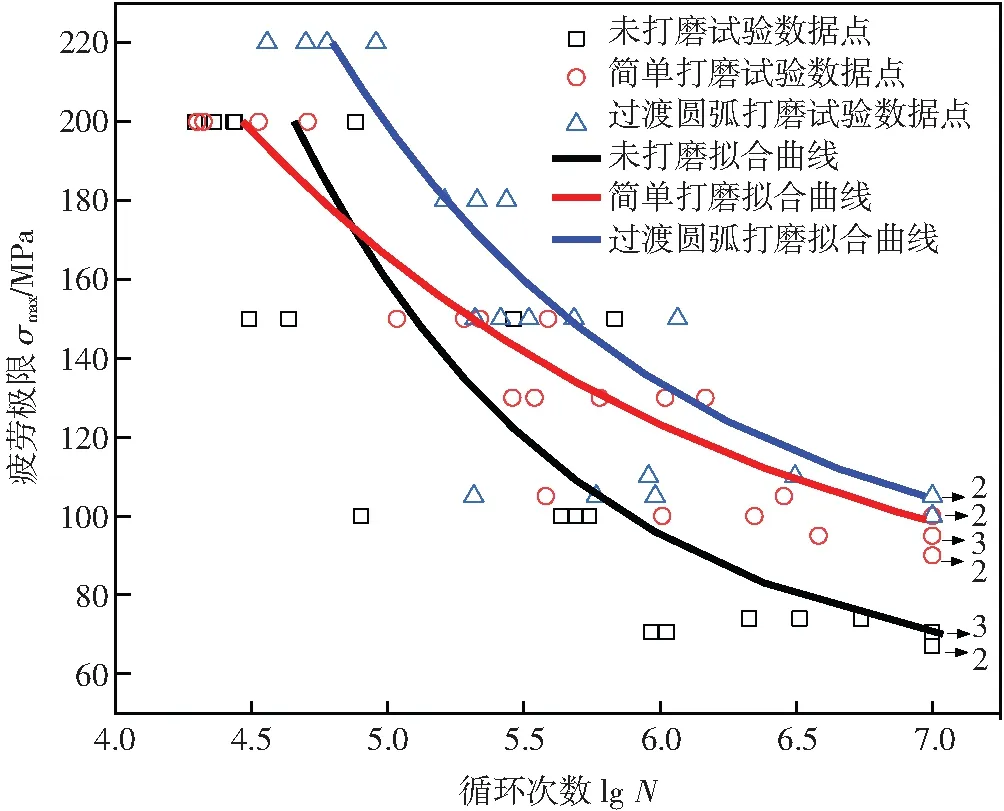
圖4 不同打磨方式S-N曲線對比
2.2 疲勞斷口形貌
圖5為不同試樣裂紋源形貌,未打磨試樣斷口上存在多個裂紋源,簡單打磨與過渡圓弧打磨裂紋萌生于焊趾表面,裂紋萌生部位減少。由此可見,不同方式打磨改善了焊趾表面質量,降低了由表面缺陷導致的焊趾裂紋萌生概率。圖6為不同試樣擴展區疲勞斷口形貌,不同打磨方式擴展區均可清晰觀察到疲勞條帶,簡單打磨與過渡圓弧打磨試樣擴展區較為平整,未打磨試樣擴展區由于多個裂紋源萌生出的裂紋不在同一平面,裂紋交匯處可以看到臺階狀與脊狀形態,形貌相對較為粗糙。圖7為不同試樣瞬斷區疲勞斷口形貌,均表現為尺寸大小各不相同的等軸韌窩,大韌窩周圍密集分布著小韌窩,表現為典型的韌性斷裂特征。
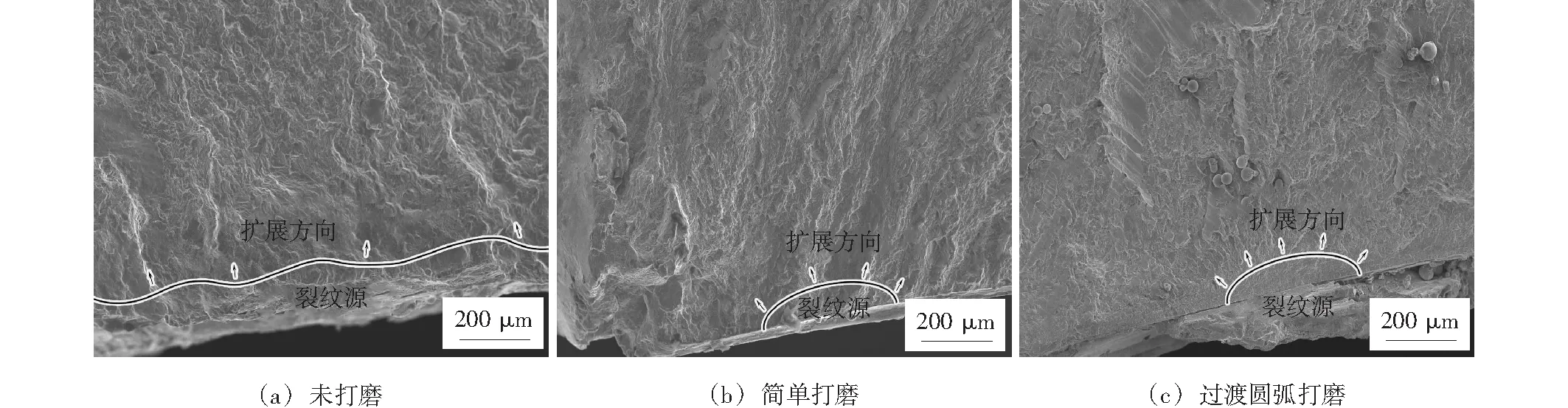
圖5 不同打磨方式裂紋源
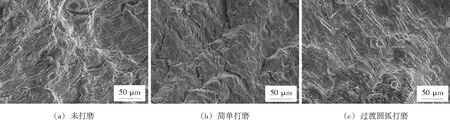
圖6 不同打磨方式擴展區
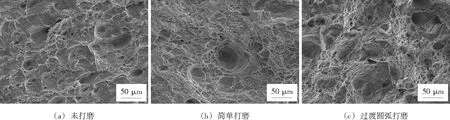
圖7 不同打磨方式瞬斷區
2.3 打磨方式對焊趾處應力集中的影響
觀察不同打磨方式試樣的焊趾區幾何形狀,如圖8所示。圖8a中未打磨試樣的焊趾過渡較為尖銳,過渡圓弧半徑較小;圖8b中簡單打磨試樣焊趾處過渡半徑略有增大;圖8c中過渡圓弧打磨試樣實現了焊縫與母材之間平滑過渡,且焊趾過渡半徑明顯增大。

圖8 SMA490BW耐候鋼不同打磨狀態試驗件
圖9為未打磨、簡單打磨和過渡圓弧打磨試樣的主應力云圖。應力集中系數為焊趾處最大應力與所在截面平均應力之比[15]。通過計算得到未打磨、簡單打磨和過渡圓弧打磨的應力集中系數分別為1.558,1.402和1.297。對比未打磨接頭,簡單打磨和過渡圓弧打磨接頭的應力集中系數分別降低了10.0%和16.8%。
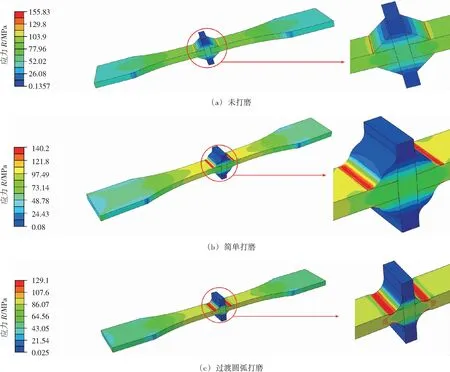
圖9 焊接接頭主應力云圖
通過仿真結果可以看出打磨質量越高應力集中系數越小,這是因為打磨處理可以消除表面缺陷(如魚鱗紋、凹坑、小咬邊等),并使焊趾處平滑過渡,從而降低應力集中和裂紋萌生概率,明顯提高焊接接頭的疲勞性能。從試驗件斷裂位置可以發現,斷裂均位于焊趾區域,打磨雖可以一定程度降低焊趾處的應力集中,但并不能完全消除,焊趾區域仍然存在較大的應力集中,屬于疲勞破壞的薄弱部分。
3 結論
(1)未打磨試樣疲勞極限約為70.6 MPa,簡單打磨試樣約為98.6 MPa,過渡圓弧打磨試樣約為104.4 MPa。簡單打磨和過渡圓弧打磨對比未打磨的疲勞極限分別提高39.7%和47.9%。
(2)未打磨試樣斷口上存在多個裂紋源,簡單打磨與過渡圓弧打磨裂紋萌生位置減少,打磨改善了焊接接頭表面質量從而提高疲勞壽命,不同打磨方式試樣均為韌性斷裂。
(3)未打磨、簡單打磨和過渡圓弧打磨試樣的應力集中系數分別為1.558,1.402和1.297。簡單打磨和過渡圓弧打磨試樣的應力集中系數分別降低了10.0%和16.8%,對焊接接頭的疲勞壽命提高起關鍵作用。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
裝備制造技術(2021年2期)2021-07-21 05:38:24
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
西南交通大學學報(2018年5期)2018-11-08 10:58:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
鐵道運營技術(2015年3期)2015-12-23 09:27:14