基于DEFORM大型鍛件鍛造工藝改進(jìn)的研究
2022-01-18 03:02:10何利東
機械工程與自動化 2021年6期
何利東,劉 華
(四川工程職業(yè)技術(shù)學(xué)院,四川 德陽 618000)
0 引言
眾所周知,大型鍛件的生產(chǎn)在現(xiàn)代重工業(yè)中占有舉足輕重的地位。鍛造的作用除了獲得所需要的形狀尺寸外,還必須保證鍛件獲得所需要的各種性能。大型鍛件一般以鋼錠為原始坯料,經(jīng)鐓粗、拔長或鐓粗+拔長等工序鍛制而成。原始鋼錠越大,其內(nèi)部的冶金缺陷越多,鍛制合格鍛件所需的鍛比也越大。增加鍛比的方法不但受到了水壓機能力的限制,有時甚至無法實現(xiàn),而且采用大鍛比也很不經(jīng)濟,即增加了水壓機臺時及加熱火次,造成能源的大量消耗和金屬的燒損。如果在大鍛件鍛造工藝的制定上加以改進(jìn),在鋼錠尺寸不變的情況下不用鐓粗或者與傳統(tǒng)工藝相比減少鐓粗次數(shù),將顯著提高經(jīng)濟效益,應(yīng)用前景廣闊。本文采用DEFORM數(shù)字模擬方法,針對某重型企業(yè)傳統(tǒng)的大鍛件鍛造工藝,對比研究了鐓粗+拔長工藝與其改進(jìn)新工藝即縱向錐面砧拔長工藝,得到的結(jié)果對目前大鍛件有關(guān)鍛造工藝的合理制定具有一定的參考價值。
1 大鍛件成形變形工藝的幾何模型及加工條件方案設(shè)計
1.1 大鍛件成形傳統(tǒng)工藝與縱向錐面砧鍛造改進(jìn)工藝
圖1為大鍛件反復(fù)鐓拔傳統(tǒng)成形工藝,經(jīng)過鐓粗與拔長工藝獲得足夠的鍛比,以達(dá)到鍛透坯料心部、鍛合孔隙性缺陷的目的,但其缺點是需要較大噸位的設(shè)備,能耗巨大。
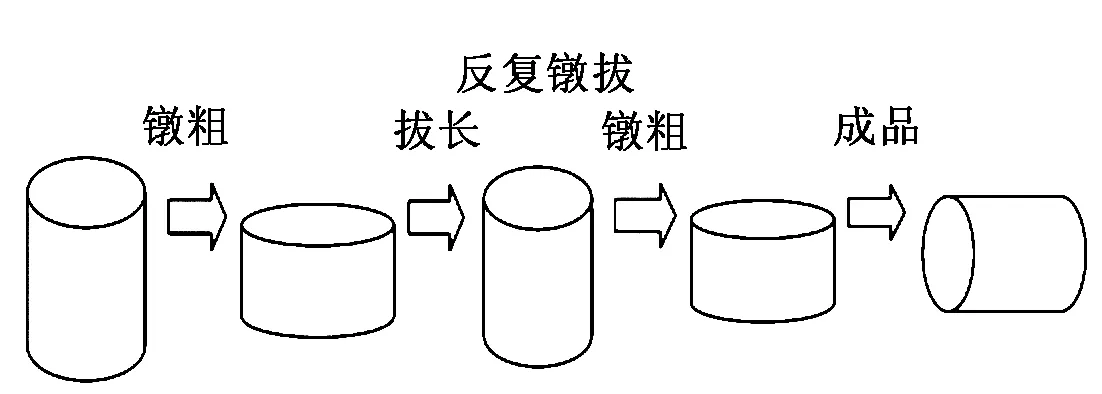
圖1 大鍛件成形傳統(tǒng)鐓拔工藝
圖2為大鍛件鍛造縱向錐面砧拔長改進(jìn)工藝,可實現(xiàn)坯料橫向的平面變形,而金屬沿縱向變形很小,甚至可認(rèn)為是“零鍛造比”鍛造。
1.2 DEFORM數(shù)值模擬工件幾何模型及工藝路線設(shè)計
跟蹤研究某重型企業(yè)目前鍛制大型轉(zhuǎn)子鍛件的傳統(tǒng)工藝并考慮減少DEFORM數(shù)值模擬計算量,設(shè)計坯料尺寸為1 500 mm×1 500 mm×3 000 mm,材料為30Cr2Ni4MoV,鍛造溫度為1 200 ℃,初始晶粒尺寸為200 μm。
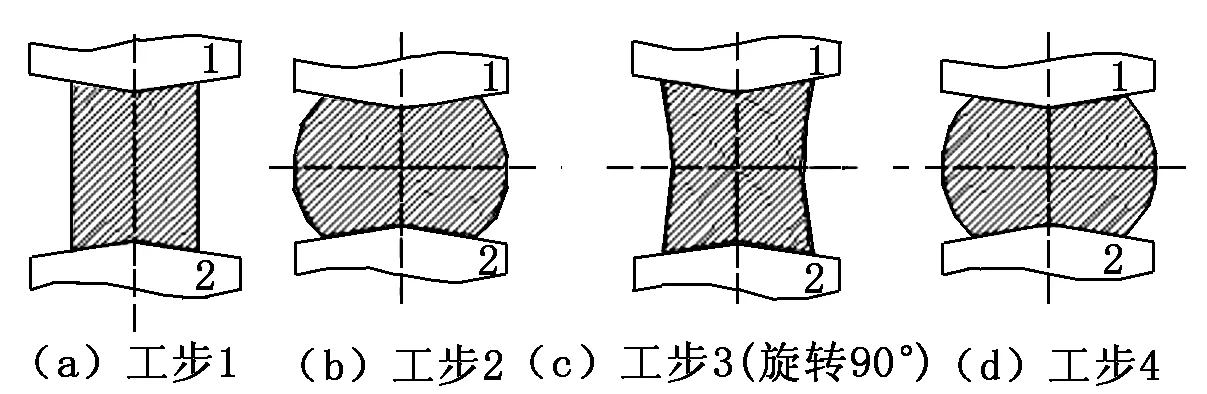
1-上縱向錐面砧;2-下縱向錐面砧
大鍛件鍛造傳統(tǒng)工藝為坯料先沿軸向鐓粗33.3%,再經(jīng)平砧拔長壓縮2次,拔長壓縮率為18%,翻轉(zhuǎn)角度為90°;改進(jìn)工藝為采用縱向錐面砧拔長2次,拔長壓縮率同樣為18%,翻轉(zhuǎn)角度為90°。
1.3 數(shù)值模擬模具設(shè)計
模具材料選用AISI-H-13,初始溫度設(shè)為300 ℃。設(shè)計的縱向錐面砧示意圖如圖3所示。圖3中,錐角α為模擬研究的工藝參數(shù),由數(shù)值模擬優(yōu)化確定。
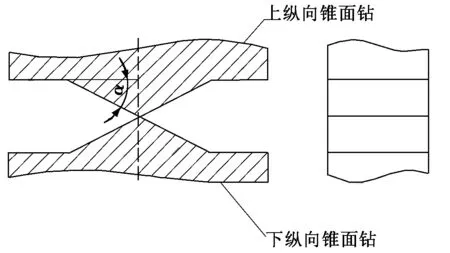
圖3 縱向錐面砧設(shè)計示意圖
1.4 數(shù)值模擬邊界條件
設(shè)剪切摩擦因數(shù)為0.7,上模具運動速度為100 mm/s,下模具靜止,工件與模具間熱傳導(dǎo)系數(shù)為11 N/s/mm/℃。
圖4為數(shù)值模擬工件經(jīng)縱向錐面砧拔長壓縮50%后輸出的變形橫截面等效應(yīng)變等值線圖。由4圖看出,工件變形由與上下縱向錐面砧面接觸的兩端開始逐漸向心部擴展,大變形區(qū)位于靠近上下砧面的兩端部區(qū)域。為了鍛透坯料心部,每單砧需要較大的壓縮率。

圖4 工件變形壓縮50%橫截面等效應(yīng)變等值線圖
2 基于DEFORM大鍛件變形工藝數(shù)值模擬結(jié)果分析
2.1 縱向錐面砧拔長的變形特點
圖5為工件縱向錐面砧拔長單砧壓縮率為50%的橫截面靜水壓力分布Solid圖。由圖5看出,坯料心部區(qū)域處于良好的三向壓應(yīng)力狀態(tài),而且靜水壓力絕對值較大,該變形工藝有利于壓合坯料心部孔隙性缺陷。
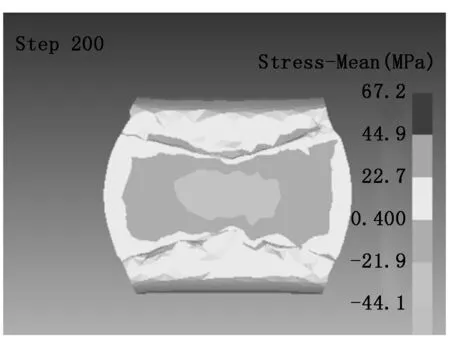
圖5 工件變形壓縮50%橫截面靜水壓Solid圖
2.2 縱向錐面砧拔長變形最佳工藝錐角α分析
圖6、圖7為數(shù)值模擬工件經(jīng)縱向錐面砧拔長壓縮后的等效應(yīng)變平均值及動態(tài)再結(jié)晶體積分?jǐn)?shù)平均值與錐面砧錐角的關(guān)系。由圖6、圖7看出,對同一錐面砧錐角而言,拔長壓縮率越大,變形越劇烈,鍛造效果愈好;比較不同錐面砧錐角變形效果,顯然,錐面砧工藝錐角在15°左右較好。
圖8為工件變形靜水壓平均值與錐面砧錐角的關(guān)系。由圖8看出,當(dāng)錐面砧錐角為15°左右工件變形應(yīng)力狀態(tài)最好,工件內(nèi)部處于三向壓應(yīng)力狀態(tài),且絕對值較大,鍛合空隙性缺陷的效果最好。

圖6 工件變形等效應(yīng)變均值與 圖7 工件變形動態(tài)再結(jié)晶體積分?jǐn)?shù)均值與 圖8 工件變形靜水壓均值與錐面砧錐角的關(guān)系 錐面砧錐角的關(guān)系 錐面砧錐角的關(guān)系
圖9為工件拔長變形最大載荷與錐面砧錐角的關(guān)系,顯然,當(dāng)錐面砧工藝錐角大于15°,變形載荷較低,有利于節(jié)能降耗,提高經(jīng)濟效益。

圖9 變形工件最大載荷與錐面砧錐角的關(guān)系 圖10 兩種工藝變形后工件動態(tài)再結(jié)晶體積分?jǐn)?shù)平均值與壓下率關(guān)系 圖11 兩種工藝變形后工件動態(tài)再結(jié)晶體積分?jǐn)?shù)均勻性系數(shù)與壓下率關(guān)系
2.3 大鍛件傳統(tǒng)鍛造工藝與縱向錐面砧拔長變形效果對比分析
圖10、圖11分別為大鍛件傳統(tǒng)鍛造工藝與縱向錐面砧拔長變形動態(tài)再結(jié)晶體積分?jǐn)?shù)平均值及其均勻性系數(shù)與變形壓下率的關(guān)系。顯然,縱向錐面砧工藝的鍛造效果在壓下率一定的條件下要好于傳統(tǒng)工藝。
圖12、圖13分別為兩種工藝變形后工件靜水壓平均值及其均勻性系數(shù)與變形壓下率的關(guān)系。可以看出,在相同壓下率條件下,盡管傳統(tǒng)工藝變形后工件的靜水壓狀態(tài)較好,但縱向錐面砧工藝變形后工件的靜水壓分布均勻性卻好于傳統(tǒng)工藝。

圖12 兩種工藝變形后工件靜水壓平均值與壓下率關(guān)系 圖13 兩種工藝變形后工件靜水壓分布均勻性系數(shù)與壓下率關(guān)系 圖14 兩種工藝變形載荷與壓下率關(guān)系
圖14為兩種工藝變形載荷與壓下率關(guān)系。顯而易見,采用縱向錐面砧變形工藝的載荷要明顯低于傳統(tǒng)工藝,這在企業(yè)生產(chǎn)的節(jié)能降耗方面是有利的。
3 結(jié)論
(1) 采用縱向錐面砧拔長大型鍛件的工藝使坯料心部處于良好的三向壓應(yīng)力狀態(tài),鍛合孔隙性缺陷效果好。
(2) 數(shù)值模擬結(jié)果顯示,縱向錐面砧工藝錐角采用15°左右變形效果最好。
(3) 在相同條件下,縱向錐面砧拔長變形鍛造效果不差于傳統(tǒng)鐓拔工藝,但所需變形載荷較低,有利于節(jié)能降耗。
猜你喜歡
中國纖檢(2022年8期)2022-09-22 07:28:06
紡織標(biāo)準(zhǔn)與質(zhì)量(2022年2期)2022-07-12 06:12:50
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
質(zhì)量技術(shù)監(jiān)督研究(2019年1期)2019-04-25 12:27:40
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
爆炸與沖擊(2017年3期)2017-06-07 08:21:19
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
