異形墊圈沖壓模具結構創新設計
2022-01-18 03:02:08許春龍
機械工程與自動化 2021年6期
關鍵詞:結構
許春龍
(蘇州市職業大學 機電工程學院,江蘇 蘇州 215104)
0 引言
沖壓加工是一種先進的金屬壓力加工方法,墊圈是機械行業中常用的沖壓零件,主要用于機械設備中零部件之間螺紋的聯接,能增加被聯接件的支承面積,避免螺母擰緊時被聯接件表面的擦傷。實際使用中,墊圈的規格多種多樣,既有圓形墊圈,也有異形墊圈。墊圈零件往往尺寸較小、需求量較大,因此要求模具使用壽命高,并且對于凸、凹模的裝配精度和快速更換有一定要求。所以,在模具設計時應重點加以考慮,找到合理的解決策略。
1 沖裁工藝分析
圖1為異形墊圈沖壓件,材料為20鋼,厚度為2 mm,大批量生產。墊圈結構簡單,形狀對稱,精度要求不高(IT13級),屬于普通精度沖壓件。但在設計時應注意以下幾個問題:

圖1 異形墊圈
(1) 產品為典型的一頭大一頭小的異形結構,應對排樣方式加以優化,以提高材料利用率,降低成本[1]。
(2)Φ5 mm小孔的最小孔邊距只有5.5 mm左右,應合理安排沖裁工序,以保證凹模強度,提高模具壽命。
(3)Φ5 mm的沖孔凸模接近小孔沖裁[2],設計時應考慮快換式凸模結構,以便于凸模的維修和更換,提高生產效率。
2 模具總體方案確定
異形墊圈為沖孔落料沖裁件,由于該制件尺寸較小,且生產批量較大,宜采用多工序沖壓方案。而復合模具無法解決產品孔邊距較小對凸凹模壁厚的影響問題,且采用“一沖二”的直對排方式,復合模結構較復雜,模具裝配和維修都存在一定困難。綜合考慮后宜采用多工位連續模結構,由于采用直對排排樣方式,一次沖裁兩個零件,所以,兩件的落料工位應離開一定距離,以增強凹模強度,同時便于模具的加工和裝配。因此,最終確定采用“沖導正孔—沖孔—落料—空工位—落料—切斷”六工位級進沖壓工藝方案。
異性墊圈零件尺寸較小,且沖壓生產批量較大,故采用夾持式自動送料裝置進行送料,并通過槽式浮頂裝置對帶料進行導向定位,采用側刃控制送料步距,并通過導正銷進行精定距。設置雙排導正銷孔,并在第一工位沖出導正銷孔,以后隔工位等距設置導正,以確保送料精度。由于墊圈料厚不大,模具卸料方式采用彈壓卸料裝置。
3 異形墊圈排樣設計
3.1 排樣方案
根據前述沖裁工藝分析,為滿足大批量生產要求,設計了如圖2所示的“一沖兩出”的直對排排樣方案,即沖裁一次產生兩個制件。
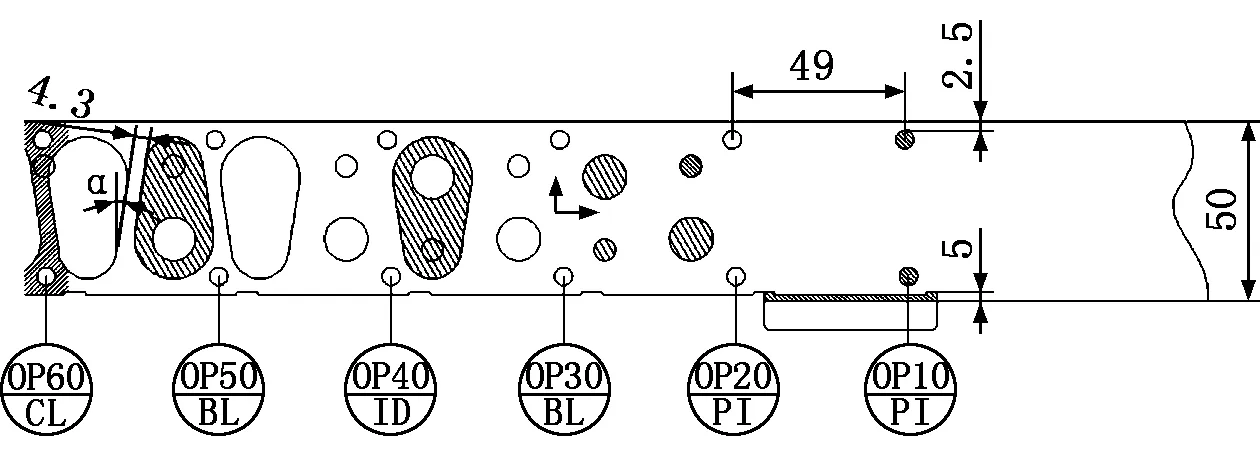
圖2 排樣設計
該零件共采用6個工位來完成沖壓,即:工位1,沖導正孔及側刃沖切;工位2,沖孔;工位3,落料;工位4,空工位;工位5,落料;工位6,切斷,最后將載體與帶料分離,完成墊圈沖裁。
3.2 排樣參數計算[3]
(1) 送料步距S計算公式為:
S=L+a0/cosα.
(1)
其中:L為沖件平行于送料方向最大尺寸,為44 mm;a0為工件間搭邊值,取4.3 mm;α為沖件外輪廓斜邊夾角。
由圖1、圖2可知:
α=arctan[(11-8)/21]=81.3°.
將相關參數代入式(1),取整得送料步距S=49 mm。
(2) 條料寬度B計算公式為:
B=b+2a+D.
(2)
其中:b為側刃沖切寬度,取5 mm;a為側搭邊值,取2.5 mm;D為沖件垂直于送料方向最大尺寸,為40 mm。
將相關參數代入式(2),計算得B=50 mm。
4 模具結構及創新設計
4.1 承料板結構
異形墊圈采用六工位的連續沖裁模結構。由于采用夾持式自動送料機構,沖裁工位較多,為避免刃口不均勻磨損,保證沖裁質量,同時起到帶料送進中的承重作用,本文設計了一種可在一定程度上平衡沖頭對凹模所產生側向力的承料板裝置。該承料板整體為L型結構,承料板上端面開有導向槽,導向槽的寬度比帶料寬度大0.5 mm~1 mm;承料板上開有安裝螺釘的沉孔,以便于承料板與下模座的連接固定。所設計的承料板結構如圖3所示。
4.2 快換凸模
沖壓生產中模具零件會承受一定的沖擊和振動,尤其是凸模、凹模刃口由于磨損因素,還會產生一定的變形甚至開裂等失效形式,因此,模具在使用壽命范圍內要經過大修和小修等維修維護。生產中凸模常用的結構主要有階梯式和直通式兩種形式,但此類結構凸模的維修更換不便,容易造成停工停產。因此,本文設計了一種快換凸模結構,其整體結構為直通式,但不同于傳統的鉚接固定方式,而是通過在凸模的側面上開設矩形掛槽,凸模在固定板上裝配后,其矩形槽正好處于凸模固定板底部,通過墊片和螺釘即可將凸模固定在固定板上。凸模拆裝時,只需在開模狀態下松開螺釘,即可將凸模從固定板中拉出,實現凸模的快速拆卸。掛槽式轉換凸模結構如圖4所示。
4.3 彈壓卸料機構
沖壓生產中,為實現條料或帶料的卸料,并保證沖壓制件端面平整度,通常采用彈壓卸料裝置。本設計中的彈壓卸料裝置通過采用等高套筒,控制沖壓過程中各彈性元件的卸料行程一致,以便在卸料時提供均勻的彈性力,從而實現平穩卸料,防止沖壓生產中的拉料、卡料等卸料不暢問題。該彈性卸料機構不僅保證了沖壓生產的正常進行,減小了沖壓事故的危害;同時對提高產品表面質量具有重要的作用,尤其適合于產品形狀復雜、沖壓工序較多的精密沖壓場合。彈壓卸料裝置如圖5所示。

圖3 承料板 圖4 掛槽式快換凸模

1-螺塞;2-彈簧;3-墊塊;4-等高套筒;5-螺釘
4.4 模具結構
異形墊圈沖裁模采用六工位的級進模結構,由于工位較多,因此,設計中各凹模采用鑲件形式,通過凹模固定板進行固定,各沖裁凸模采用快換式結構,既可保證凸模的裝配精度,同時可實現凸模的快速換修。
異形墊圈級進沖壓模具結構如圖6所示。

1-內六角螺釘;2-等高套筒;3-墊塊;4-彈簧;5-螺塞;6,7,8,9,12-快換凸模;10-緊固螺釘;11-墊片;13-上模座;14-上墊板;15-切斷刀;16-凸模固定板;17-卸料背板;18-卸料板;19-凹模固定板;20-下墊板;21-下模板;22,24,25,26,27-凹模鑲件;23-浮升銷;28-承料板
為保證制件沖壓精度,采用了彈壓卸料裝置,模具裝配后,通過保證等高套筒的高度偏差來控制各彈性元件的卸料行程。沖壓過程中,當卸料板18和凹模固定板19上的材料接觸后,上模繼續下行,在材料的反作用力下,彈簧4壓縮,在卸料板18的帶動下,卸料背板17和螺塞5一起向上運動,進一步帶動等高套筒2和墊塊3一起上行,當滑塊處于下止點時,墊塊3的下端面和凸模固定板16的上端面之間形成卸料回程空間,此時卸料背板17和墊片11之間要保持安全距離,以免發生干涉。沖壓結束后,上模回程,在彈簧4的作用下,墊塊3和等高套筒2向下運動,進而帶動卸料背板17、卸料板18和螺塞5一起回程,當墊塊3的下端面和凸模固定板16的上端面接觸后,卸料結束。
5 結語
本文設計的異形墊圈連續沖壓模具結構合理,可實現“一沖二”,生產效率較高,采用等高套筒彈性卸料方式可實現平穩卸料,保證制件平整性。卡槽式快換凸模裝置制造簡單、安裝和更換方便,尤其適用于凸模形狀復雜、局部薄弱且需要經常維修、更換的沖壓場合,具有很好的應用前景和實際意義。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
