高能螺旋壓力機上曲軸鍛造工藝和模具設計
2022-01-17 04:22:36姚志強江叔通
鍛壓裝備與制造技術 2021年6期
關鍵詞:設計
姚志強,江叔通
(南昌齒輪鍛造廠,江西 南昌 330044)
曲軸是汽車發(fā)動機的主要運動部件[1],工作情況極其復雜,性能優(yōu)劣直接影響發(fā)動機的可靠性和壽命。隨著經(jīng)濟全球化融合,信息時代的深入發(fā)展,促進汽車工業(yè)、船舶工業(yè)以及航空航天業(yè)的高速發(fā)展,帶動世界鍛造業(yè)總體呈上升趨勢。因此,曲軸精密鍛造技術[2]是汽車曲軸鍛造成形工藝的重要趨勢。精鍛后的曲軸加工余量較少,提高了生產(chǎn)效率及材料利用率,降低了生產(chǎn)的成本。本文通過在高能螺旋壓力機上設計三個工步以實現(xiàn)四缸發(fā)動機曲軸(如圖1所示)的鍛造成形以及提高模具設計水平。
1 鍛造工藝分析
曲軸鍛件是較復雜的鍛件類型之一,鍛造工藝難度較高,為保證產(chǎn)品技術質量要求,需通過多種工序才能完成。目前國內主要采用的設備為熱模鍛壓力機,同時需輥鍛機或其他輔助設備進行制坯來完成曲軸的鍛造成形,主流工藝路線為:下料—加熱—輥鍛制坯—壓扁—預鍛—終鍛—切邊—熱校正。高能螺旋壓力機[3]是定能設備,沒有固定的下死點,鍛件尺寸精度靠模具打靠和設備、模座和模具的導向裝置來保證,其優(yōu)勢是設備滑塊在任意位置都能充分發(fā)揮出規(guī)定的能量輸出值和最大鍛打力以保證模具打靠,可以在設備上完成制坯、預鍛和終鍛等工步,經(jīng)濟上較為可行。
本文以圖1 曲軸為研究對象,在高能螺旋壓力機上進行鍛造成形工藝分析和模具設計。材料為49MnVS3 非調鋼,因此鍛造過程中主要是控制鍛件的加熱溫度,始、終鍛溫度和鍛后控冷速度,才能有效保證曲軸鍛件的綜合力學性能及加工性能。鍛造工藝[4]路線為:下料—加熱—壓扁、預鍛、終鍛—切邊(帶熱校正)—控冷。
2 終鍛工藝設計
根據(jù)計算公式[3],模鍛力
P=k1·k2·F≈36000(kN)
式中:k1為鋼種系數(shù),低碳合金鋼為1,高合金鋼為1.1~1.25;k2為金屬變形抗力系數(shù),即鍛件形狀復雜系數(shù),開式模鍛為46~73 kN/cm2,閉式模鍛為60~80 kN/cm2;F 為鍛件分模面上投影面積(含飛邊橋部寬度),cm2。
經(jīng)計算得出,選擇設備噸位為40MN(4000t 高能螺旋壓力機)。
分模面位置的選取[4]直接關系到鍛件的成形、鍛件出模,材料利用率等一系列問題。為此,曲軸鍛件分模面應該選擇在具有最大的水平投影尺寸的位置。由于其連桿頸呈180°分布,如圖1、圖2 所示,故采用水平分模[5]。
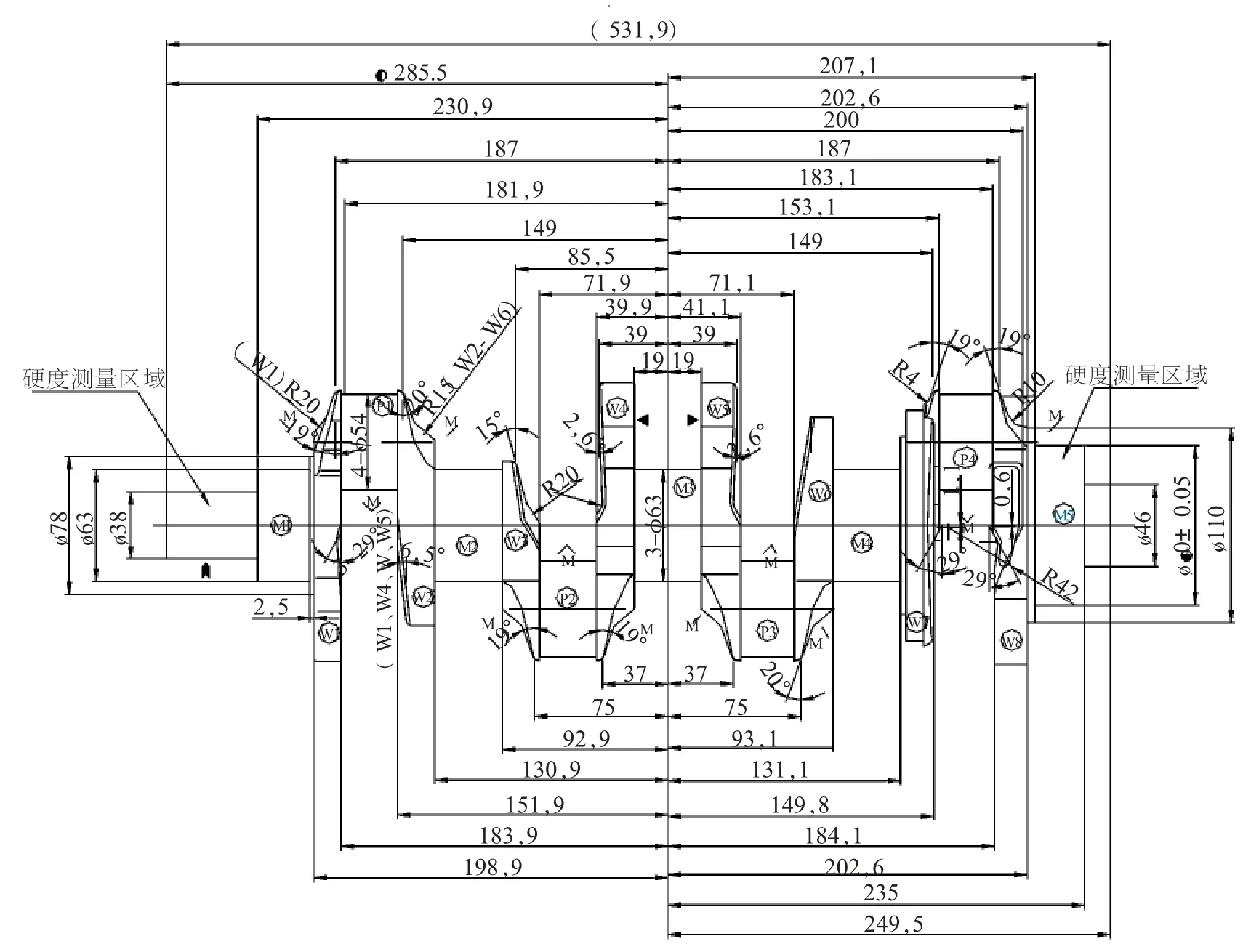
圖1 某發(fā)動機曲軸成品圖
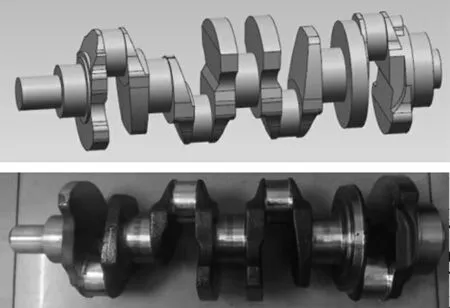
圖2 某發(fā)動機曲軸三維造型及實物
確定鍛件的加工余量[6],曲軸主軸頸、連桿頸、大小頭臺階軸和平衡塊單面需加工外,其他位置均為非加工面,上述部分增加所需的加工余量。在模鍛過程中,會產(chǎn)生型腔磨損和上下模錯移現(xiàn)象,導致鍛件尺寸出現(xiàn)偏差。依據(jù)經(jīng)驗和鍛件冷卻過程中收縮情況,軸向、主軸頸和連桿頸單邊余量(鍛件至成品尺寸,下同)設計為2.5mm,平衡塊單面加工位置單邊余量設計為2mm,其他位置單邊余量設計為1.5~2mm。同時由于設備屬性導致,鍛件的脫模斜度設計為1.5~2°,鍛件錯移≤0.5mm,設計1.5%的收縮率,鍛件圖和實物圖如圖3、圖4 所示。
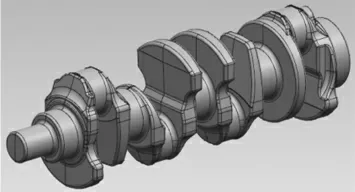
圖3 鍛件圖三維造型

圖4 鍛件實物
3 預鍛工藝和制坯設計
相對終熱鍛件,預熱鍛件的尺寸在軸向適當縮小,徑向做適當增厚的設計。為保證平衡塊部位能夠有足夠金屬存儲,在預熱鍛型腔金屬流動較大的位置應設置阻料槽,如圖5 所示。圓角和拔模斜度盡量有利于出模和成形原則,同時應考慮足夠的料能夠在終鍛時得以填充型腔。
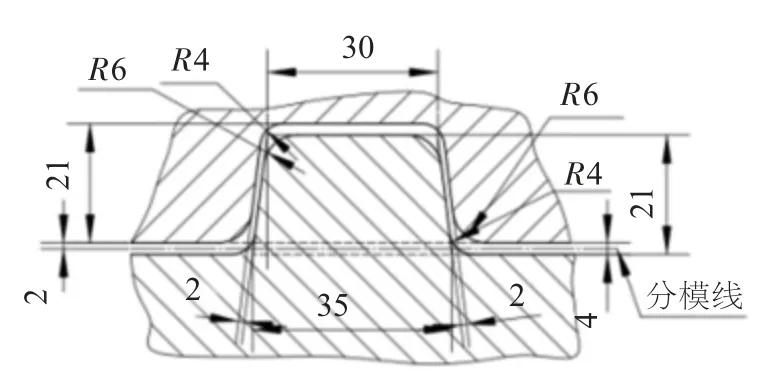
圖5 阻料槽
受高能螺旋壓力機打擊屬性和行程時間限制,曲軸需要設計制坯工步,若坯料不經(jīng)過制坯處理,直接放置在預鍛模膛上鍛造,預鍛的充滿性很不理想,同時終鍛打擊力過大而造成模具和設備損傷,故需設計制坯工步,讓預鍛的填充性得到保證。根據(jù)預鍛型腔的形狀結構,在設計制坯型腔時應做相應的變化,達到分料和滿足預鍛型腔的成形,如圖6 所示。經(jīng)過制坯的曲軸的晶粒度和機械性能都較優(yōu),同時可以提高材料利用率。
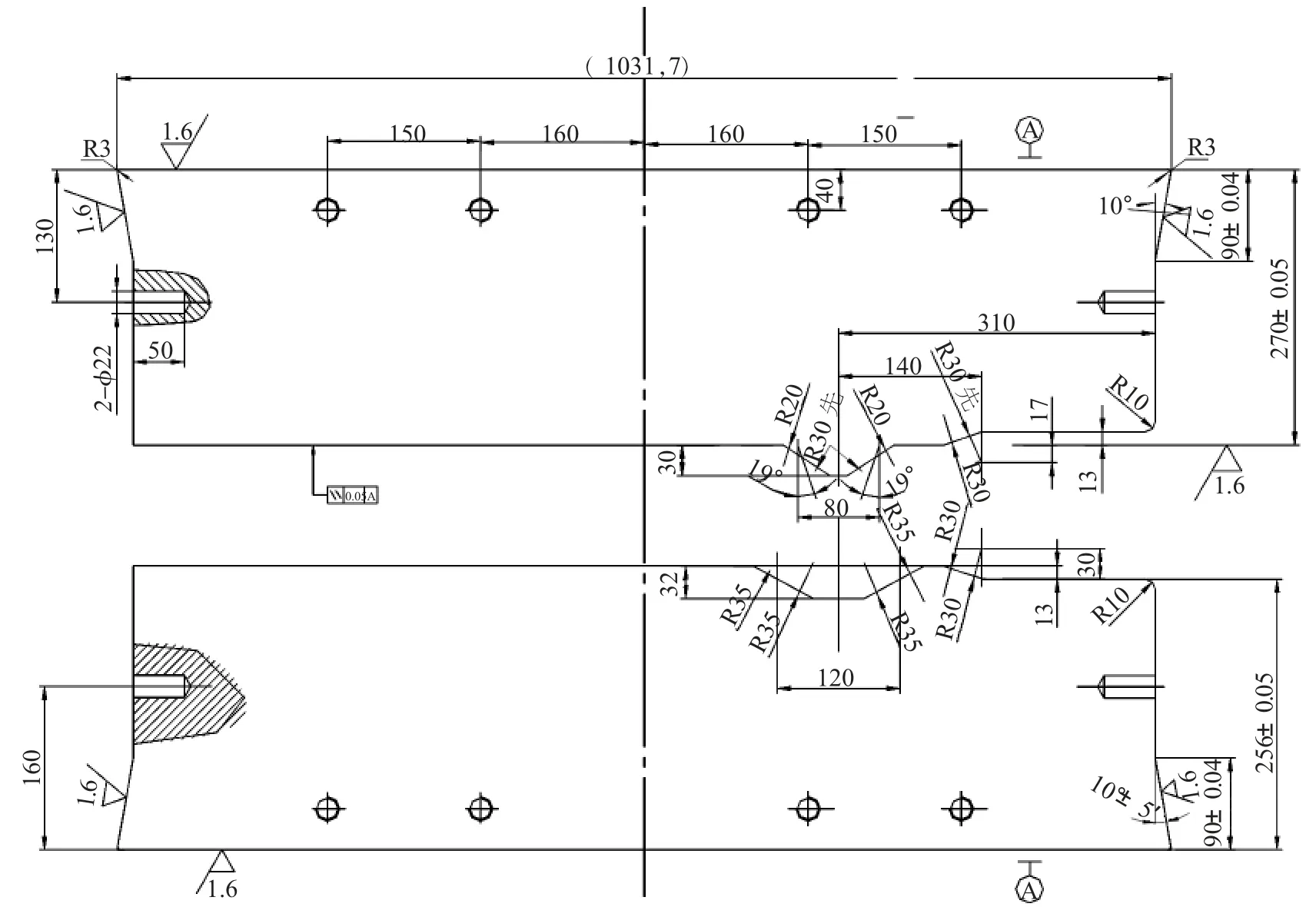
圖6 制坯模
4 模具設計
4.1 模塊尺寸設計
曲軸型腔深度較深,最深處為65.5mm。而曲軸模具型腔尺寸精度要求較高,磨損到一定程度就必須更換或翻新,因此采用矩形模塊。根據(jù)設備的工作臺、滑塊參數(shù)設計出模架,由于模架內模具的最小封閉高度為270mm,按照型腔形狀和型腔最深部位的底部強度的選用原則,因此上下模塊的閉合高度選300mm。根據(jù)模壁厚度計算公式[6]S=(1.5~2.0)h>40mm,(h 為最外的型腔深度mm);模塊高度尺寸的主要依據(jù)模塊底厚(T)、型腔深度以及模架閉合高度(H)等。S、T、H 應滿足條件:T≥(0.6~0.65)S,2S≤(0.35~0.4)H。根據(jù)實際經(jīng)驗,下模與鍛件接觸時間長,易于磨損,壽命相對上模較低。因此,最終取模塊為:終鍛和預鍛下模尺寸為910mm×358mm×160mm,終鍛和預鍛上模尺寸為910mm×358mm×140mm。
鍛模承壓力計算及校核[5]:δ=P/F≤350MPa(P 為設備公稱壓力,N;F 為模塊底面實際承壓面積,mm2);計算可得δ=129.09MPa<350MPa,滿足條件。設計的曲軸終鍛模尺寸和形狀如圖7、圖8 所示,設計的曲軸預鍛模尺寸和形狀如圖9、圖10 所示。
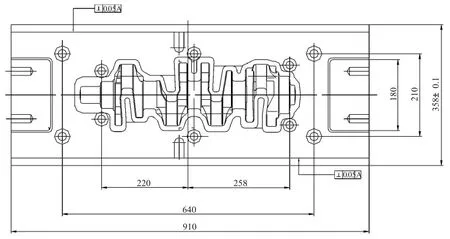
圖7 終鍛模
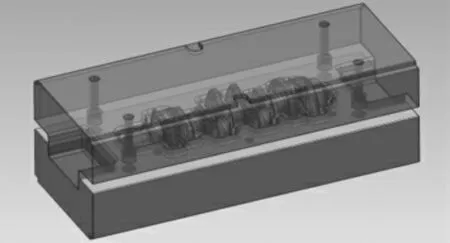
圖8 終鍛模三維造型
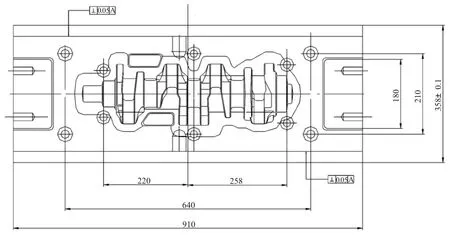
圖9 預鍛模
圖10 預鍛模三維造型
4.2 飛邊槽設計
對形狀比較復雜的鍛件,為較好的充滿型腔必須增大金屬外流的阻力,飛邊橋部的寬度適當增大,或者厚度適當減小。飛邊橋部和飛邊槽的尺寸根據(jù)經(jīng)驗公式[4]可得,如圖11 所示。預鍛可采用終鍛飛邊槽形式和尺寸,或把橋部厚度減小或寬度加寬,使金屬更好充滿型腔。
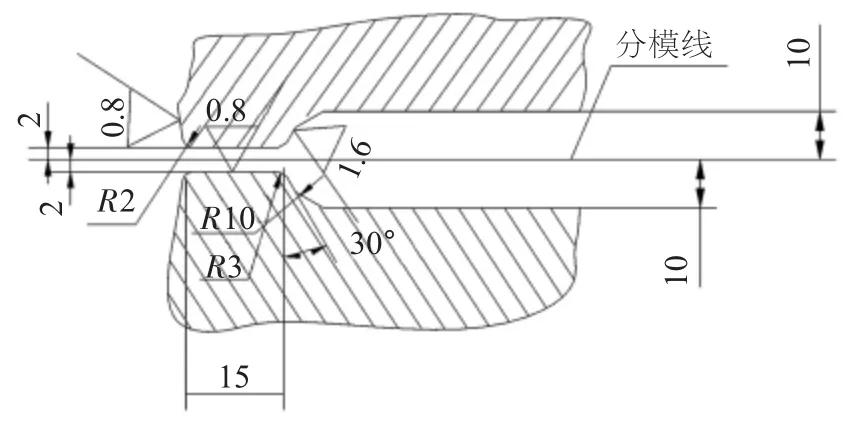
圖11 飛邊槽結構
4.3 頂桿和排氣孔的設計
由于曲軸鍛件型腔較為復雜,需要鍛件頂出裝置以防止鍛件粘模,基于鍛件自重和拔模斜度的因素,只需要在預鍛和終鍛下模設計頂出。頂桿位置應設在飛邊槽上,以避免鍛件有頂出痕跡。頂桿孔位置布置應離最近的型腔側壁距離12mm~15mm處,頂桿與頂桿孔間隙選用0.3mm,頂桿直徑應選擇?12mm 以上。如圖7、圖9 所示。為便于終鍛時鍛件能夠被充滿,需要在曲軸型腔最深處進行排氣孔設計。
5 結束語
本文主要闡述了在高能螺旋壓力機上對發(fā)動機曲軸進行精密鍛造成形工藝和模具設計,受設備打擊屬性和行程時間限制,需要設計制坯、預鍛和終鍛三個工步完成鍛件的成形過程。終鍛為便于鍛件易于成形,需在曲軸型腔最深處做設計排氣孔。預鍛為保證平衡塊部位能夠有足夠金屬存儲,需在預鍛型腔金屬流動較大的位置應設置阻料槽。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
