基于PROFINET 的耐磨球生產(chǎn)線智能控制系統(tǒng)設(shè)計(jì)
2022-01-17 04:22:30汪有才徐金鑫王棟棟
鍛壓裝備與制造技術(shù) 2021年6期
汪有才,徐金鑫,王棟棟,王 建
(1.銅陵有色金神耐磨材料有限公司,安徽 銅陵 244000;2.廣州中國(guó)科學(xué)院先進(jìn)技術(shù)研究所,廣東 廣州 511458)
隨著現(xiàn)代工業(yè)技術(shù)的快速發(fā)展,高強(qiáng)韌耐磨球鍛造技術(shù)也得到了快速的發(fā)展。但是當(dāng)前國(guó)內(nèi)的耐磨球生產(chǎn)線還是以半自動(dòng)化設(shè)備、人工為主,與世界上發(fā)達(dá)國(guó)家的全自動(dòng)智能化產(chǎn)線相比,存在自動(dòng)化水平不高,產(chǎn)能較低,產(chǎn)品質(zhì)量一致性較差等問題。如何精準(zhǔn)控制生產(chǎn)過(guò)程中的各個(gè)環(huán)節(jié),優(yōu)化耐磨球生產(chǎn)工藝和提高耐磨球的生產(chǎn)裝備制造水平,采用技術(shù)先進(jìn)、系統(tǒng)穩(wěn)定、安全可靠的自動(dòng)控制系統(tǒng)是一個(gè)關(guān)鍵點(diǎn)[1]。
本文以某耐磨球生產(chǎn)公司為背景,分析了耐磨球生產(chǎn)工藝,設(shè)計(jì)了耐磨球生產(chǎn)控制系統(tǒng),采用西門子S7-1500PLC 和變頻技術(shù),通過(guò)工業(yè)以太網(wǎng)交換機(jī)與總控PLC 進(jìn)行PROFINET 通訊,實(shí)現(xiàn)產(chǎn)線上的點(diǎn)對(duì)點(diǎn)控制,達(dá)到提升產(chǎn)品質(zhì)量、提高產(chǎn)能、降低易損件節(jié)約資源和實(shí)現(xiàn)產(chǎn)線的自動(dòng)化智能化生產(chǎn)[2]。
1 耐磨球生產(chǎn)工藝簡(jiǎn)介
1.1 耐磨球的生產(chǎn)工藝
耐磨球也稱磨球、鋼球,是將鋼棒在步進(jìn)爐進(jìn)行加熱,然后進(jìn)行定尺熱剪,之后鍛打成形,成形后進(jìn)入等溫冷卻螺旋裝置進(jìn)行正火,再用冷水淬火,再回火最后冷卻包裝入庫(kù)。所以磨球的生產(chǎn)工藝如下:
棒料檢驗(yàn)→上料→加熱→定尺剪切→鍛打成型→正火→淬火→回火→冷卻→檢驗(yàn)包裝入庫(kù)。
1.2 磨球的性能要求
隨著國(guó)家工業(yè)化進(jìn)程的加快,在實(shí)際生產(chǎn)中,原有生產(chǎn)方法制造的耐磨材料制品存在壽命過(guò)短、頻繁更換、停機(jī)時(shí)間增加等現(xiàn)象,所造成的損失遠(yuǎn)遠(yuǎn)高于高性能耐磨材料的價(jià)值,對(duì)磨球的品質(zhì)要求越來(lái)越高[3]。磨球品質(zhì)要求:硬度高、韌性強(qiáng)、圓度好、不存在飛邊和表面凹坑等缺陷,使用時(shí)間長(zhǎng)。
1.3 影響磨球品質(zhì)的主要原因
(1)不同規(guī)格、不同種類的鋼棒,其生產(chǎn)工藝有所區(qū)別,在生產(chǎn)不同規(guī)格的磨球時(shí),鋼棒在步進(jìn)爐進(jìn)行加熱、熱剪機(jī)熱剪,加熱溫度和裁剪長(zhǎng)度是不同的,如果不能及時(shí)調(diào)整步進(jìn)爐的加熱溫度以及準(zhǔn)確裁剪棒料的長(zhǎng)度,都會(huì)對(duì)磨球的品質(zhì)產(chǎn)生不良影響。
(2)在鍛打成形環(huán)節(jié),生產(chǎn)過(guò)程隨時(shí)發(fā)生變化,生產(chǎn)不同規(guī)格磨球時(shí),不僅需要更換磨具,鍛打力度和次數(shù)也不同,如果不能及時(shí)動(dòng)態(tài)調(diào)整此工位的系統(tǒng),會(huì)影響磨球品質(zhì)。
(3)正火過(guò)程中,由變頻器控制電機(jī)帶動(dòng)等溫冷卻螺旋裝置磨球在上面進(jìn)行正火降溫,要保證熱態(tài)磨球從900℃降到500℃,如果不能動(dòng)態(tài)調(diào)整等溫冷卻螺旋裝置的轉(zhuǎn)速,就無(wú)法精準(zhǔn)控制磨球降溫到500℃,從而影響磨球品質(zhì)。
(4)淬火環(huán)節(jié),在磨球進(jìn)行淬火過(guò)程中要保證冷卻水的溫度不高于40℃,要實(shí)時(shí)往冷卻池注入冷水,注水量為200m3/h。如果不能保證淬火環(huán)節(jié)冷卻水的溫度,也會(huì)影響磨球品質(zhì)。
綜上所述,要對(duì)磨球整個(gè)生產(chǎn)環(huán)節(jié)進(jìn)行升級(jí)改造。具體要求:整個(gè)控制系統(tǒng)能夠?qū)崟r(shí)監(jiān)控所有生產(chǎn)環(huán)節(jié),實(shí)現(xiàn)點(diǎn)對(duì)點(diǎn)控制,當(dāng)磨球的生產(chǎn)規(guī)格和品種發(fā)生變化時(shí)或某一生產(chǎn)環(huán)節(jié)發(fā)生改變時(shí),只需要在控制室人機(jī)界面輸入相應(yīng)參數(shù)進(jìn)行調(diào)整即可,該生產(chǎn)線也能夠進(jìn)行在線、實(shí)時(shí)調(diào)整參數(shù),控制生產(chǎn)環(huán)節(jié)。這樣就可以實(shí)現(xiàn)同一條鍛打線生產(chǎn)不同球徑的磨球,并且具備自動(dòng)化智能化功能。
2 存在問題及生產(chǎn)過(guò)程控制要求
2.1 存在問題
(1)自動(dòng)化程度較低,很多生產(chǎn)環(huán)節(jié)需要人工來(lái)完成,生產(chǎn)效率低、產(chǎn)品質(zhì)量一致性差、勞動(dòng)強(qiáng)度大。
(2)整個(gè)產(chǎn)線沒有實(shí)時(shí)監(jiān)控系統(tǒng),只能通過(guò)設(shè)備操作人員進(jìn)行檢查,控制室沒有權(quán)限進(jìn)行遠(yuǎn)程操控。
(3)故障應(yīng)急手段落后,出現(xiàn)故障后,整條生產(chǎn)線都要停下來(lái),需要通知維修人員進(jìn)行維修,維修部門很難準(zhǔn)確的了解故障發(fā)生的原因。
(4)設(shè)備的工藝參數(shù)調(diào)整只能通過(guò)現(xiàn)場(chǎng)操作人員進(jìn)行,并且需要有經(jīng)驗(yàn)的操作工,當(dāng)多個(gè)設(shè)備需要同時(shí)調(diào)整參數(shù)時(shí),沒辦法及時(shí)反饋調(diào)整。
(5)各個(gè)生產(chǎn)環(huán)節(jié)相對(duì)獨(dú)立,沒有監(jiān)控系統(tǒng)收集數(shù)據(jù),當(dāng)出現(xiàn)故障時(shí)不能對(duì)故障進(jìn)行有效的分析,也不能提前預(yù)警,存在一定的安全隱患。
(6)對(duì)生產(chǎn)設(shè)備的關(guān)鍵部位檢測(cè)點(diǎn)太少,留有許多檢測(cè)盲點(diǎn)。
為了解決以上問題,需要一種全自動(dòng)化智能化的控制系統(tǒng)。
2.2 設(shè)備控制要求
2.2.1 棒料裁剪控制要求
被加熱好的棒料從加熱爐出來(lái),自動(dòng)進(jìn)入到出料機(jī)輥輪上,出料機(jī)輥輪依靠變頻電機(jī)驅(qū)動(dòng),可實(shí)現(xiàn)無(wú)級(jí)調(diào)速。棒料被送至尾端,尾端裝有對(duì)射開關(guān),對(duì)射開關(guān)檢測(cè)到棒料時(shí),翻料機(jī)構(gòu)開始動(dòng)作,將棒料送至自動(dòng)上料機(jī)輥道上。自動(dòng)上料機(jī)構(gòu)上的對(duì)射開關(guān)檢測(cè)到棒料就位,裝有激光位移傳感器的自動(dòng)定尺氣缸推出使棒料行至尾端,氣缸的氣路上裝有壓力繼電器,根據(jù)氣壓的大小來(lái)判定棒料是否行至尾端,棒料至尾端后,激光位移傳感器讀出棒料長(zhǎng)度傳輸?shù)絇LC。根據(jù)檢測(cè)的長(zhǎng)度,設(shè)定的段數(shù),PLC 自動(dòng)計(jì)算均勻分料,數(shù)控棒料剪切機(jī)自動(dòng)調(diào)整伺服定尺寸機(jī)構(gòu)的進(jìn)料行程,使每段長(zhǎng)度相等,確保材料損耗少,將棒料均勻分配成均等料段。棒料在線監(jiān)測(cè)完成后,有翻料機(jī)械手將棒料翻送到自動(dòng)送料輥道上,自動(dòng)送料輥道上安裝有伺服系統(tǒng)控制的推料機(jī)械手,將棒料勻速穩(wěn)定的推進(jìn)剪切機(jī)主機(jī)中進(jìn)行剪切[4]。從剪切主機(jī)出來(lái)的剪切好的料段,均勻、勻速的排列在出料軌道上,出料輥道依靠變頻電機(jī)進(jìn)行速度控制,控制中心可根據(jù)生產(chǎn)具體情況進(jìn)行速度調(diào)整,在自動(dòng)出料機(jī)構(gòu)上尾部安裝自動(dòng)分揀機(jī)構(gòu),分揀機(jī)構(gòu)根據(jù)后續(xù)設(shè)備工作狀態(tài)和鍛造工藝節(jié)點(diǎn),系統(tǒng)自動(dòng)判斷,進(jìn)行自動(dòng)分揀棒料。分揀設(shè)備根據(jù)后續(xù)生產(chǎn)節(jié)拍和需求,自動(dòng)將坯料均勻或者非均勻的分給兩個(gè)機(jī)器人夾取的翻料機(jī)構(gòu),該位置同樣裝有對(duì)射開關(guān),檢測(cè)到棒料到位,發(fā)信號(hào)給對(duì)應(yīng)的機(jī)器人,進(jìn)行夾取。
2.2.2 機(jī)器人、數(shù)控錘控制要求
機(jī)器人夾取棒料后,氣缸上接近開關(guān)發(fā)出夾緊完成信號(hào),且機(jī)器人夾鉗離開翻料機(jī)構(gòu)一定位置后,給出完成信號(hào),翻料機(jī)構(gòu)返回,機(jī)器人的夾取到棒料毛坯的同時(shí),脫模劑噴涂設(shè)備在數(shù)控錘模具上均勻的噴上脫模劑;然后機(jī)器人將棒料毛坯放在數(shù)控錘模具上。到達(dá)位置后發(fā)出扶正信號(hào),扶正氣缸伸出,到位接近開關(guān)得到信號(hào),機(jī)器人松開夾鉗,并退回初始位置,準(zhǔn)備夾取下一棒料,并發(fā)打擊信號(hào),第一錘打擊完成,發(fā)出扶正機(jī)構(gòu)返回信號(hào),返回到位再執(zhí)行打擊,當(dāng)打擊步數(shù)完成后,數(shù)控錘自動(dòng)頂料,并發(fā)出頂出完成信號(hào),機(jī)器人進(jìn)入將鋼球推入滑道,滑向空氣錘進(jìn)行精整。在機(jī)器人推完鋼球,再次發(fā)出噴脫模劑信號(hào),噴涂完成后,機(jī)器人將棒料毛坯方式數(shù)控錘模具執(zhí)行下一循環(huán)。在機(jī)器人夾取棒料的時(shí)候,會(huì)對(duì)棒料進(jìn)行溫度檢測(cè),當(dāng)溫度低于設(shè)定的溫度,則會(huì)對(duì)數(shù)控錘的打擊能量或者打擊步數(shù)進(jìn)行相應(yīng)的調(diào)整,使每一個(gè)鋼球都更好地成形[5]。同時(shí)鍛造模具自帶溫度測(cè)量裝置,檢測(cè)模具是否在最佳工作溫度(200~250℃)區(qū)間,判斷是否進(jìn)行預(yù)熱或者進(jìn)行風(fēng)冷降溫。
2.2.3 正火控制要求
磨球鍛打完畢進(jìn)入正火環(huán)節(jié),由變頻器控制電機(jī)帶動(dòng)等溫冷卻螺旋裝置磨球在上面進(jìn)行降溫,要保證熱態(tài)磨球進(jìn)入冷卻池淬火前降溫到500℃,如果不能動(dòng)態(tài)調(diào)整等溫冷卻螺旋裝置的轉(zhuǎn)速,就無(wú)法精準(zhǔn)控制磨球降溫到500℃。
2.2.4 冷卻水調(diào)節(jié)控制要求
在進(jìn)入冷卻池注水管道上設(shè)流量計(jì),流量信號(hào)送至注水系統(tǒng)控制柜。水量為200m3/h。冷卻池內(nèi)設(shè)有溫度計(jì),實(shí)時(shí)檢測(cè)水溫,當(dāng)水溫超過(guò)40℃時(shí),發(fā)出報(bào)警,加大注水量,調(diào)節(jié)水溫。當(dāng)水溫降至40℃以下時(shí)自動(dòng)調(diào)整注水量為200m3/h。
3 控制系統(tǒng)設(shè)計(jì)
3.1 系統(tǒng)結(jié)構(gòu)及硬件設(shè)計(jì)
基于整個(gè)鍛球生產(chǎn)線的需求,提出一種基于PROFINET 的耐磨球生產(chǎn)線智能控制系統(tǒng)設(shè)計(jì),其主要由控制系統(tǒng)、人機(jī)界面HMI、熱剪系統(tǒng)、機(jī)器人鍛打系統(tǒng)、視覺檢測(cè)系統(tǒng)、淬火系統(tǒng)、工控機(jī)、網(wǎng)絡(luò)交換機(jī)、通信模塊等組成,硬件布置如圖1 所示。
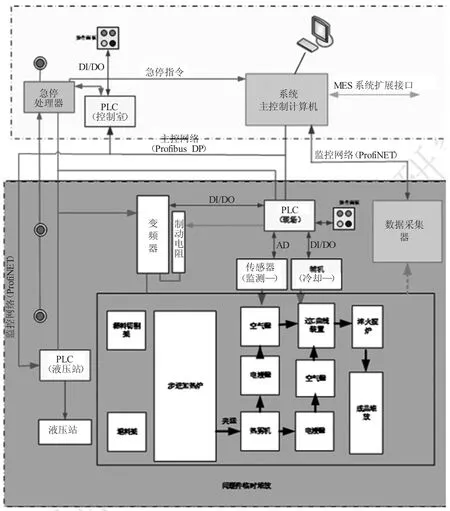
圖1 硬件連接示意圖
整個(gè)產(chǎn)線的控制系統(tǒng)采用西門子S7-1500PLC和變頻技術(shù),棒料熱剪系統(tǒng)用于棒料的加熱、長(zhǎng)度準(zhǔn)確裁剪;機(jī)器人鍛打系統(tǒng)用于機(jī)器人夾持裁剪棒料放置數(shù)控錘進(jìn)行鍛打;視覺檢測(cè)系統(tǒng)采用相機(jī)實(shí)現(xiàn)鍛打后的磨球圓度檢測(cè);淬火系統(tǒng)控制水溫。
3.2 控制網(wǎng)絡(luò)設(shè)計(jì)
整個(gè)系統(tǒng)采用多級(jí)網(wǎng)絡(luò)體系,設(shè)計(jì)的磨球生產(chǎn)控制系統(tǒng)共有5 個(gè)不同網(wǎng)絡(luò)。其中核心網(wǎng)絡(luò)為生產(chǎn)控制系統(tǒng),使用PROFINET 協(xié)議通過(guò)交換機(jī)相互連接通信[6],其網(wǎng)絡(luò)拓?fù)淙鐖D2 所示。磨球生產(chǎn)控制系統(tǒng)與現(xiàn)場(chǎng)其他設(shè)備,如熱剪系統(tǒng)、鍛打系統(tǒng)、數(shù)據(jù)采集與監(jiān)控系統(tǒng)等,通過(guò)通信模塊進(jìn)行通信。

圖2 控制系統(tǒng)網(wǎng)絡(luò)拓?fù)?/p>
其中工業(yè)以太網(wǎng)(PROFINET)技術(shù),使用TCP/IP和IT 標(biāo)準(zhǔn),提供了一個(gè)優(yōu)化的、基于以太網(wǎng)第二層的實(shí)時(shí)通訊通道,極大地減少了數(shù)據(jù)在通訊棧中的處理時(shí)間[7]。在這個(gè)PROFINET 網(wǎng)絡(luò)中,應(yīng)用了3 種子協(xié)議:①PLC 與熱剪機(jī)使用了TCP/IP 協(xié)議;②PLC與HMI、遠(yuǎn)程IO 模塊、視覺相機(jī)、淬火系統(tǒng)使用RT協(xié)議;③PLC 與機(jī)器人使用IRT 協(xié)議。
3.3 控制流程及程序設(shè)計(jì)
3.3.1 PLC 和HMI 程序設(shè)計(jì)
PLC 和HMI 程序使用西門子軟件設(shè)計(jì),主要分為硬件組態(tài)和程序編寫。硬件組態(tài)主要有CPU 模塊、輸入/輸出模塊、通信模塊、遠(yuǎn)程輸入/輸出模塊等。
PLC 作為主控設(shè)備,負(fù)責(zé)整個(gè)磨球鍛打系統(tǒng)的流程控制,也負(fù)責(zé)與系統(tǒng)中其它設(shè)備動(dòng)作邏輯的數(shù)據(jù)交換。PLC 程序設(shè)計(jì)主要分為以下幾部分:主程序、安全控制程序、輸送系統(tǒng)交互程序、報(bào)警程序、初始化程序、復(fù)位程序等。其中安全控制程序比較重要,主要負(fù)責(zé)處理安全門鎖、安全光柵、急停系統(tǒng)的程序,所有的安全輸入信號(hào)都采用雙通道信號(hào),安全等級(jí)比普通繼電器系統(tǒng)要高。
3.3.2 機(jī)器人程序設(shè)計(jì)
機(jī)器人采用ABB 機(jī)器人,其程序通過(guò)ABB RobotStudio 仿真軟件進(jìn)行設(shè)計(jì),也可以通過(guò)它編輯各種數(shù)據(jù)變量和通信變量,如移動(dòng)位點(diǎn)、工件坐標(biāo)系、工具坐標(biāo)系、IO 變量、PROFINET 通信變量等[8]。機(jī)器人主程序的控制流程采用校驗(yàn)循環(huán)形式,其控制流程如圖3 所示。

圖3 機(jī)器人工作流程圖
4 結(jié)論
根據(jù)磨球生產(chǎn)工藝流程,設(shè)計(jì)了一套基于PROFINET 的生產(chǎn)控制系統(tǒng)。上位機(jī)采用西門子軟件和程序編寫,下位機(jī)采用西門子可編程邏輯控制器S7-1500PLC,根據(jù)生產(chǎn)要求,確定了工控機(jī)、網(wǎng)絡(luò)設(shè)備等控制系統(tǒng)所需的軟硬件。生產(chǎn)控制系統(tǒng)應(yīng)用于磨球生產(chǎn)線,實(shí)現(xiàn)了整個(gè)條產(chǎn)線的自動(dòng)化生產(chǎn),并且產(chǎn)線運(yùn)行穩(wěn)定、性能良好,達(dá)到了預(yù)期的設(shè)計(jì)目的,并且對(duì)類似生產(chǎn)線的設(shè)計(jì)具有一定參考價(jià)值。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16
