激光BPP 值與切割質(zhì)量的關(guān)系研究
2022-01-17 04:22:26戴樹晶吳許祥丁慶偉陳金盛
鍛壓裝備與制造技術(shù) 2021年6期
關(guān)鍵詞:不銹鋼
戴樹晶,吳許祥,丁慶偉,陳金盛,盧 源,田 徑
(1.江蘇亞威機床股份有限公司,江蘇 揚州 225200;2.江蘇省金屬板材智能裝備重點實驗室,江蘇 揚州 225200)
BPP(Beam-parameter product)是用來衡量光纖激光器光束質(zhì)量的重要參數(shù)之一,它直接影響著精密加工和宏加工的質(zhì)量[1]。BPP=ω0·θ,ω0是束腰半徑,ω0=光纖芯徑/2=r;θ 是遠場發(fā)散角度,θ=α(mrad)。如圖1 所示。BPP 可以直觀地利用束腰大小和遠場發(fā)散角求得。
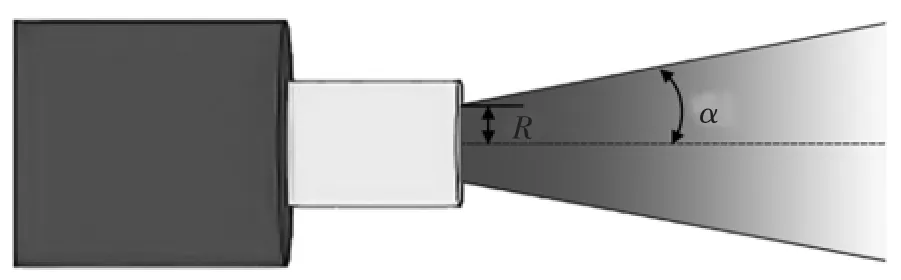
圖1 激光束腰半徑和遠場發(fā)散角示意圖
例如:對于100μm 芯徑激光器而言,BPP 值為3.0 時,ω0=100μm/2=0.05,此時α=3/0.05=60mrad=3.438°(1rad=180°/π=57.3°,1°=π/180≈0.01745 rad)。
對于目前使用較多的100μm 芯徑激光發(fā)生器,其BPP 值一般在3.3~4.0 之間,其中ω0為恒定值。故當激光器BPP 值越大時,θ 發(fā)散角度越大;BPP 值越小時,θ 發(fā)散角度越小。
1 不同激光芯徑對應(yīng)不同BPP 值的范圍
不同芯徑的激光器,其光束質(zhì)量BPP 值也有所不同,激光切割常用的激光器芯徑為50~200μm。其BPP 值如表1 所示。
表1 不同芯徑激光器的BPP 值
2 不同BPP 值對應(yīng)激光能量分布模擬仿真研究
2.1 BPP=3.0
其非相干輻照圖如圖2 所示。
圖2 非相干輻照圖(BPP=3.0)
2.2 BPP=3.5
其非相干輻照圖如圖3 所示。
圖3 非相干輻照圖(BPP=3.5)
2.3 BPP=4.0
其非相干輻照圖如圖4 所示。
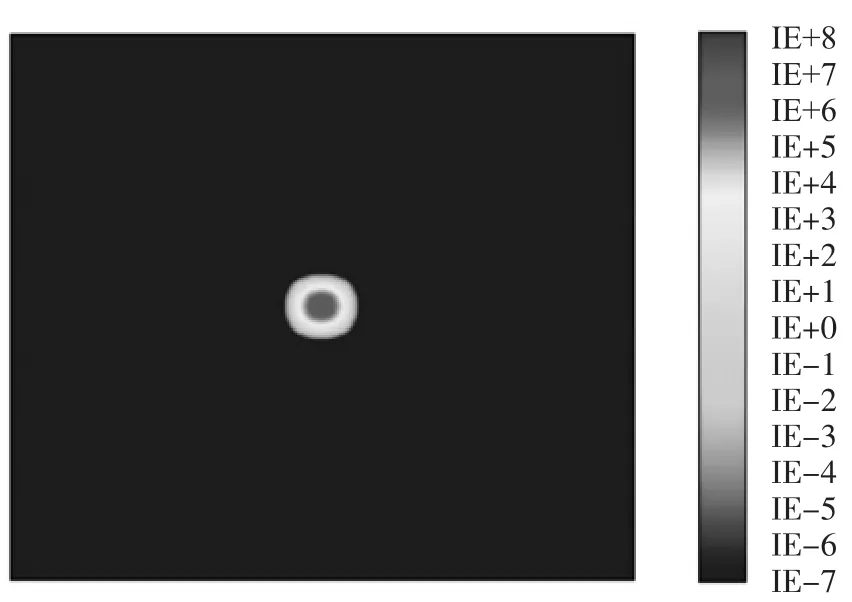
圖4 非相干輻照圖(BPP=4.0)
以6kW 激光器/F200 切割頭為例,當BPP 值由3.0 增大到4.0 時,在離焦量=0 位置的光束分布,峰幅照度由1.1866×107watts/cm2降低到1.1553×107atts/cm2,以此說明在同等離焦量下,BPP 值越大,光斑直徑越大,單位面積上的能量越小。
3 對碳鋼板切割質(zhì)量的影響
3.1 碳鋼板切割的焦點要求
以碳鋼板亮面切割為例。覆蓋到板材表面光斑直徑≥割嘴出氣氣流直徑。同樣的切割條件下,焦點越高,切割斷面粗糙度越低,紋路越輕,效果越好。所以從理論上分析碳鋼板切割的焦點要求:照射到板材表面光斑直徑≥割嘴出氣氣流直徑。但過高的焦點會導(dǎo)致激光燒壞割嘴,所以要根據(jù)實際情況,合理設(shè)置焦點位置。
3.2 實際切割效果要求分析
以12kW 激光器/F200 切割頭為例,氧氣切割25mm碳鋼板,使用D1.6 割嘴,離焦量設(shè)定為+13mm。
當BPP 值=4.0,離焦量設(shè)定為13mm 時,切割間隙1.0mm,激光照射在板材表面的光束半徑≈0.8337212,即光束直徑≈1.6674424mm>割嘴直徑1.6mm,如圖5 所示。此時碳鋼板氧氣切割效果較好,同時也可保證割嘴不被激光燒壞。
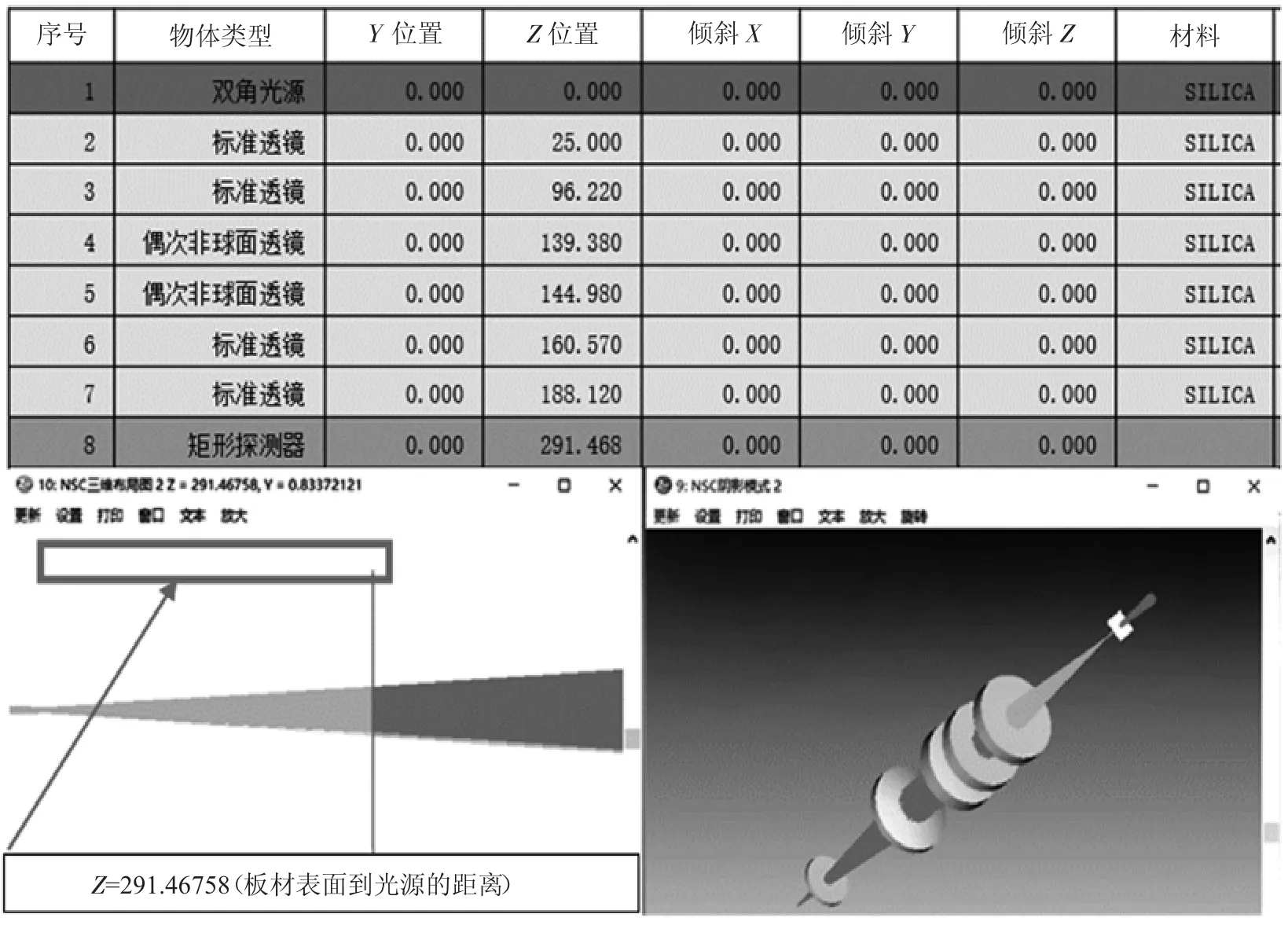
圖5 NSC 光束模擬(BPP=4.0)
若BPP 值=3.3,離焦量設(shè)定為13mm 時,激光照射在板材表面的光束半徑≈0.6132118,及光束直徑≈1.2264236<割嘴直徑1.6,如圖6 所示。此時碳鋼板氧氣切割效果不佳,紋路較重。
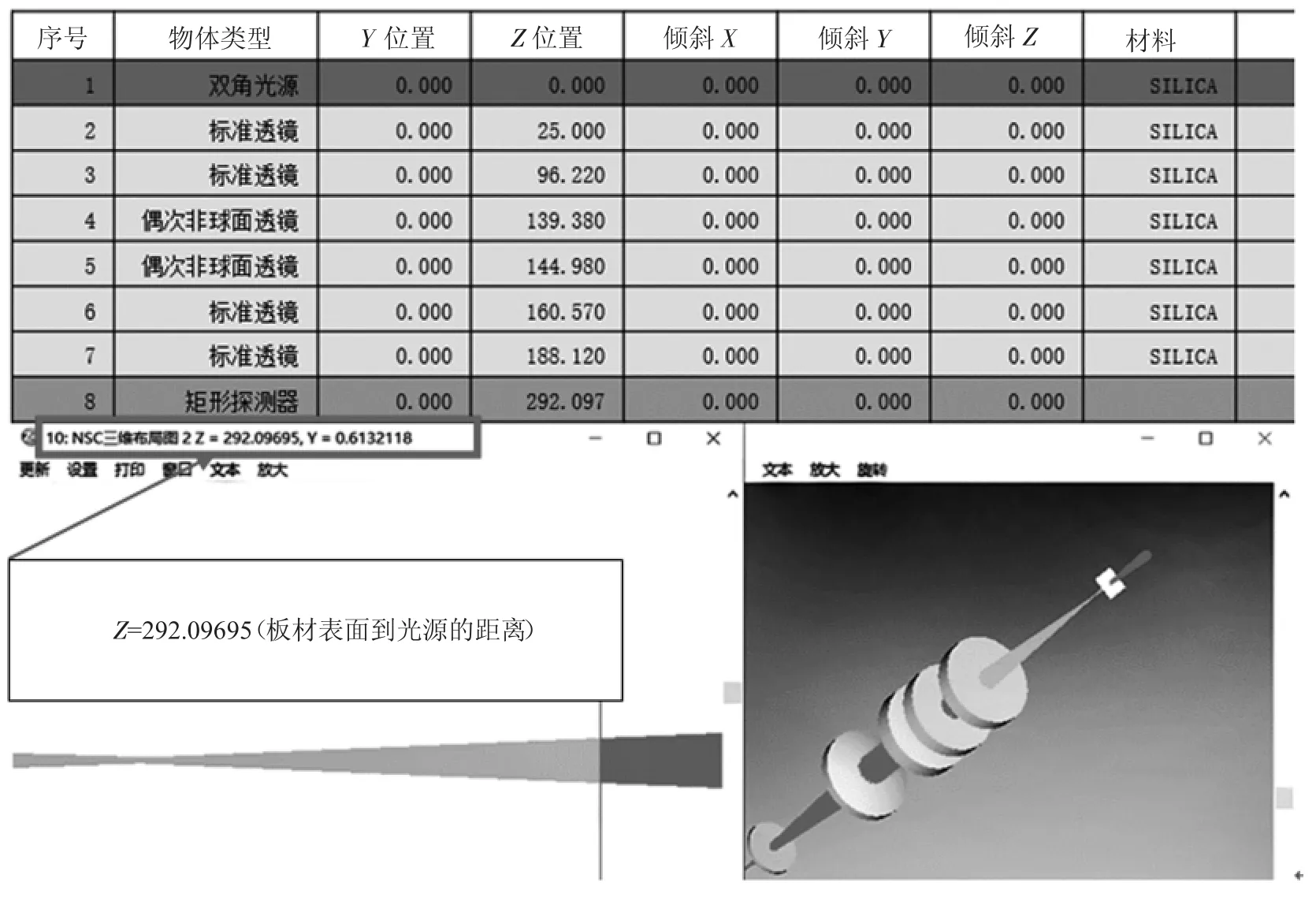
圖6 NSC 光束模擬(BPP=3.3)
此時若想要BPP 值=3.3 時的碳鋼板氧氣切割效果與BPP 值=4.0 時一致,離焦量需要增大297.17319-292.09695≈5mm(13+5=18mm,PROCUTTER 切割頭最高焦點位置為+15mm),如圖7 所示。此時超出切割頭調(diào)焦范圍,需增加散熱環(huán)工裝增大離焦量。

圖7 NSC 光束模擬(BPP=3.3)
4 對不銹鋼切割質(zhì)量的影響
4.1 不同功率激光器的不銹鋼負焦切割能力上限
通常情況下,不銹鋼切割分正焦脈沖和負焦?jié)M功率切割兩種。
(1)使用正焦脈沖切割,切割效果穩(wěn)定,對于直角的切割效果有顯著提升,切割斷面不容易分層,常用于對較厚不銹鋼的切割,但切割面下表面紋路較為粗糙,且因為使用脈沖切割,減少能量吸收,故切割速度較慢。
(2)使用負焦?jié)M功率切割,切割速度較快,切割面紋路均勻,斷面較好,但切割能力有限(隨著激光器功率增大而提升),常用于中薄板切割(表2)。
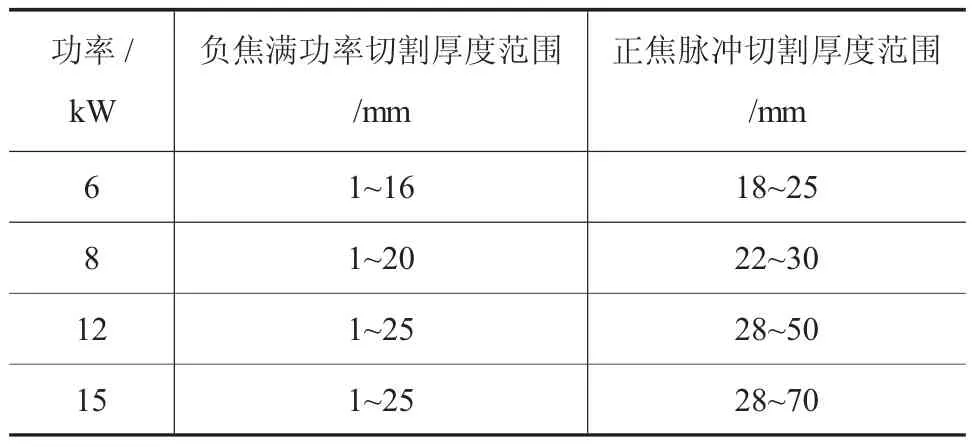
表2 負焦?jié)M功率切割
4.2 不同BPP 值下不銹鋼切割效果對比
12kW 以下的IPG 激光器出廠BPP 值一般為3.5 左右,當BPP 值低于3.5 時,遠場發(fā)散角變小,此時照射在板材表面的光束直徑變小,相同功率激光發(fā)生器下峰幅照度能量更高,對于不銹鋼的切割能力有明顯提升;當BPP 值高于3.5 時,與之相反,遠場發(fā)散角變大,此時照射在板材表面的光束直徑變大,相同功率激光發(fā)生器下峰幅照度能量變低,對于不銹鋼的切割能力會明顯下降,更多表現(xiàn)在切割速度變慢,切割斷面分層嚴重等(圖8)。
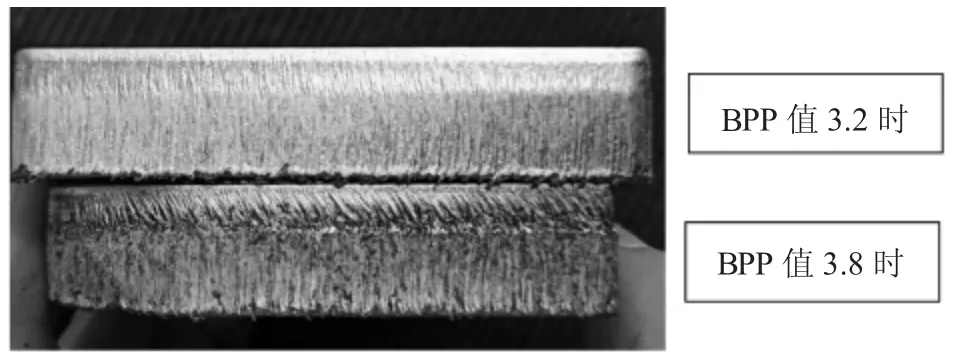
圖8 不銹鋼負焦?jié)M功率切割斷面效果對比
4.3 解決方案
當BPP 值>3.5 時,光束遠場發(fā)散角變大,同等離焦量下,照射在板材表面的光束直徑變大,光束峰幅照度能量變低,不銹鋼切割速度下降,切割中厚板斷面出現(xiàn)分層現(xiàn)象。
(1)改用F200 切割頭,以此來縮小同等離焦量下,照射在板材表面的光束直徑,增大光束峰幅照度,解決斷面分層。
(2)改用正交脈沖切割方式加工。
5 不同BPP值下切割頭選型總結(jié)(以6kW 為例)
(1)BPP=3.0~3.3 時,客戶業(yè)務(wù)以中薄板和不銹鋼為主,選用F150/F200 切割頭;客戶業(yè)務(wù)以厚碳鋼板為主,選用F150 切割頭。
(2)BPP=3.4~3.6 時,客戶業(yè)務(wù)以中薄板和不銹鋼為主,選用F200 切割頭;客戶業(yè)務(wù)以厚碳鋼板為主,選用F200 切割頭。
(3)BPP>3.7 時,客戶業(yè)務(wù)以中薄板和不銹鋼為主,選用F200 切割頭;客戶業(yè)務(wù)以厚碳鋼板為主,選用F150/F200 切割頭。
6 結(jié)論
通過模擬仿真+實際切割測試相結(jié)合的方法,不僅找到了不同BPP 值對激光切割質(zhì)量的影響因素,而且針對不同工況總結(jié)了最佳的問題處理方法,同時整理并建立完整的數(shù)據(jù)庫。目前,我們也可以根據(jù)客戶現(xiàn)場實際加工工況,合理搭配激光器+切割頭組合,發(fā)揮出最佳效果。
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
