沖床上下料機械手的結構設計
2022-01-17 04:22:24周益鋒
鍛壓裝備與制造技術 2021年6期
關鍵詞:結構設計
周益鋒
(鹽城生物工程高等職業技術學校,江蘇 鹽城 224000)
隨著現代制造工藝技術的日臻成熟,沖壓加工技術變得越來越智能化、高效化,大范圍取代了傳統人工操作模式[1]。無論是專機處理,還是人工上下料等傳統加工處理模式,都存在著效率低下、安全隱患大等問題。為減少資金浪費、提高資金利用水平,促進沖壓生產高效高質地穩步推進,建議打造先進強大的沖壓自動化柔性生產線,抑或是引入操作便捷、性能可靠的通用搬運系統,譬如,引入智能高效的工業機械設備,全面取代傳統的人工上下料模式[2,3]。本文在參考他人相關研究成果的基礎上[4,5],結合鈑金機箱沖壓加工機制,自主設計了中小型擺臂式伺服機械手,它既適用于沖壓自動化加工環境,也可以靈活合理地應用于其他機械制造業。
1 機械手的總體方案設計
為滿足各類生產工藝需求,應根據實際情況選取合適的運動形式及結構。關于機械手的運動形式,應在綜合考慮沖壓要求、結構樣式等各方面因素的基礎上進行合理確定。本文在進行深入細致分析后決定選取圓柱坐標型機械手,其原因一是場地適應性好,二是其工作范圍非常適合于上下料環節。關于機械手的運動方案,本文初步確定了四個自由度:腰部擺動及升降、主體、手臂伸縮、手腕回轉。該機械手運動簡圖如圖1 所示。

圖1 上下料機械手運動簡圖
2 機械手結構設計
2.1 機械手驅動方案設計
在實踐中,機械手周期性運行,不同時間節點有其特定的姿態及位置,通過電機驅動有助于保持并增強機械手的運作穩定性。它在運行過程中無需轉換壓力能,能夠將更多能量快速精準地傳遞至執行部件上,電機系統高度集成,編碼器能夠將機械手的運行位置、運行速度等相關信息實時精準地傳輸至控制器,借助計算機控制的方式保證機械手穩定高效地運行。本文擬設計高精度類中小機械手,在全面對比和認真分析后決定通過交流伺服電機驅動沖床機械手。
2.2 機械手的傳動方案設計
(1)機身升降傳動方案。在機械手中,升降部位尤為重要,它是上端伸縮臂與基座之間穩定連接的重要紐帶,其作用機制是依托交流伺服電機的持續運行促進主同步輪一并轉動,利用同步帶傳遞至與絲杠軸相連的同步輪,由此使得螺母保持直線運動狀態。
(2)伸縮臂傳動方案。伸縮臂伸縮是一個相對概念,即副臂相對主臂進行伸出和縮回,在本設計中,機械手手臂伸縮運動機制并不復雜,首先是通過電機啟動并運行的方式,利用同步帶進行傳動,促進絲杠軸相應地轉動,螺母帶動滑臺移動,這樣副臂就會在主臂上移動,由此實現手臂伸縮。
(3)回轉軸傳動方案。手腕腕部是否運行靈活直接關系到機械手的運行效率和質量,它主要指的是端拾器的回轉或擺動部位。鑒于機械手手臂不僅需要具有一定的剛度和強度,也需要保證回轉自由,同時還有保持良好的承載性,本文決定采用推力球軸承。
基于以上分析,本文確定了如圖2 所示的機械手整體傳動方案。
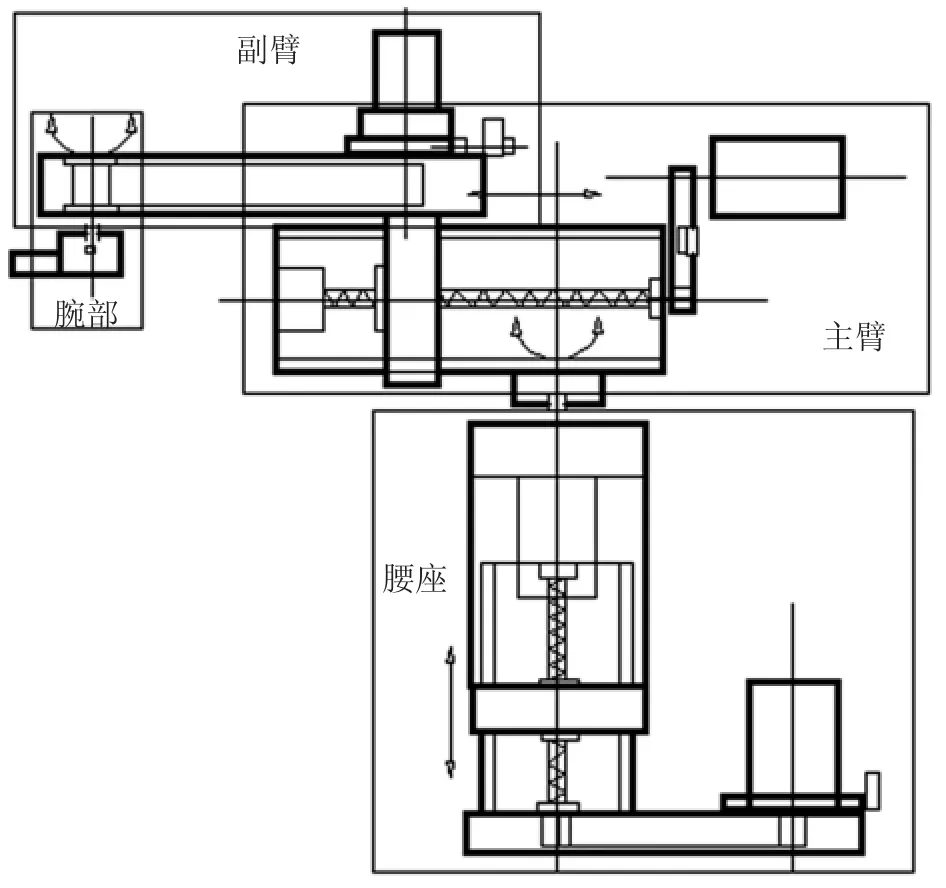
圖2 機械手整體傳動方案原理圖
3 機械手的主要結構設計
3.1 腕部的結構設計
在沖壓加工環節,機械手的主要任務是上下料,其材料特性直接決定它既適應高溫環境,也不會面臨著被腐蝕的危險。由此可知,本機械手腕部能夠根據常規組作業環境的要求設計和完善。本機械手在運行過程中,以伺服電機為驅動力,利用同步帶帶動回轉部位轉動,鑒于伺服電機運行過程中釋放并傳遞低速、高回轉力矩,建議在伺服電機輸出端的合適位置安裝減速機。另外,由于腕部僅只有一個自由度,為保證同步帶傳動達到中心距要求,應在電機一端安裝調節螺栓。腕部結構如圖3 所示。
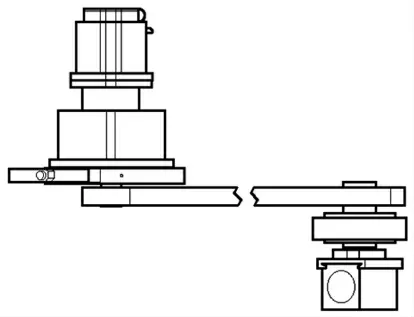
圖3 手腕回轉系統
由圖3 可了解到,機械手的回轉關節集中于副臂末端位置,回轉軸承位于軸承座上。但是需要注意到,軸承座裝設于副臂處,在主關節上可根據實際要求規范合理地配置吸盤端拾器主軸,在電機帶動同步帶運轉的過程中,轉矩會調整為手部端拾器的回轉。
3.2 臂部的結構設計
機械手手臂主要由主臂電機箱、副臂電機箱、滑動裝置等構成。其中,主電機箱中安裝了伺服電機;主副臂的制成材料為KBM系列鋁合金型材,其典型特征是強大度、質量小、剛度大。主臂兩端安裝EGH15CA 型滑動導軌,內部配置了穩定可靠的絲杠螺母傳動機構,并且此結構上端與滑臺相連,同時,滑臺兩端均配置了尺寸合適、重量適宜的EGH15CA系列滑塊,在滑臺上配置副臂的主要目的是促其便捷靈活地前后伸縮;為保證傳動方案設計的科學性和有效性,本文采用了電機立式布置方式。臂部結構如圖4 所示。
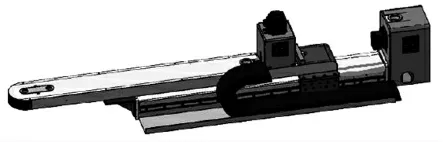
圖4 機械手臂結構設計圖
3.3 腰部結構設計
在機械手中,腰部主要由滑動、傳動等多種結構構成,其傳動機制與臂部大同小異,均是在電機的驅動下,依托同步輪帶動絲杠持續運轉,由此令滑臺不斷滑動,導軌兩端有防撞擋塊,從而實現腰部的上下伸縮,不過需要注意一點,電機必須帶制動。無論是腰部支撐臂,還是腰筒等,均需要采用質地精良的KBM系列鋁合金,而緩沖塊則選取韌性比較強的WS 系列銅合金。另外,腰部回轉電機需要被靈活合理地裝設于腰筒內,回轉關節能夠起到固定手臂的作用;腰部支撐臂兩端皆安裝導軌,便于滑臺順暢靈活地滑動,另外在滑臺上下配置尺寸適宜的防撞緩沖塊。腰部結構如圖5所示。

圖5 腰部結構設計圖
4 機械手控制系統的設計
4.1 機械手控制方案
機械手控制屬于典型的運動控制。驅動電機一般有兩種:一種是步進電機,另一種則是伺服電機。目前,交流伺服電機的應用比較普遍,在此基礎上,還應增設控制器等相關部件。在機械手中,控制器尤為重要,相當于“大腦”,在實踐中,可選取PLC 等控制裝置。
本機械手的控制機制如下:將PLC 確立為核心控制器,結合信號傳輸要求,決定有無必要配置擴展模塊;該控制系統可粗略地分為兩項:一是伺服機控制系統,在此系統中,控制器可利用總線等實現對驅動器運行狀態的實時化、精準化調控,驅動器在運行過程中實時控制電機,編碼器能夠將位置信號等相關信息便捷高效地傳輸至驅動器,此機械手由4 個自由度構成,而這即意味著它們共用4 個伺服系統;二是氣動控制系統,在此系統中,主要通過PLC 完成對電磁換向閥運行狀態的精準調控,由此控制對吸盤吸合狀態的實時化控制。另外,本機械手采用了操作便捷、精度高的觸摸屏,由此完成對設備運行狀態的實時調控,同時為人機交互提供可靠支持,觸摸屏在實際使用中能夠利用RS232/RS485 通信端口穩定有效地連接PLC。此機械手具有報警功能,一旦工作錯誤,就會發出警報,關于本機械手的硬件控制機制如圖6 所示。
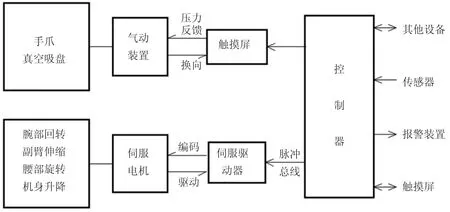
圖6 機械手控制系統硬件原理圖
4.2 伺服系統電氣設計
作為控制伺服電機的一類裝置,伺服驅動器的作用機制并不復雜,簡單來講是引入并運用了數字信號處理器,借助相關控制算法對伺服電機進行高效精準控制;在驅動電路中,內部功率驅動單元能夠自動對其接收到的三相電進行規范快速地三相全橋整流處理,再利用PWM電壓逆變器變頻完成對交流伺服電機的精準化、高效化、實時化控制。由于各軸的伺服電機功率存在一定差異,所以,它們配置的伺服驅動器存在較大差別。其中,機械手機身的升高與降低通過750W 伺服驅動器進行實現,腰部旋轉動作亦通過此功率的伺服驅動器完成,副臂伸縮則采用400W 型,腕部回轉采用200W。以上伺服器均為MR-J3B 系列,并且皆配置了統一的SSCNETIII 通訊總線接口。關于腰部旋轉伺服驅動器的接線情況如圖7 所示。
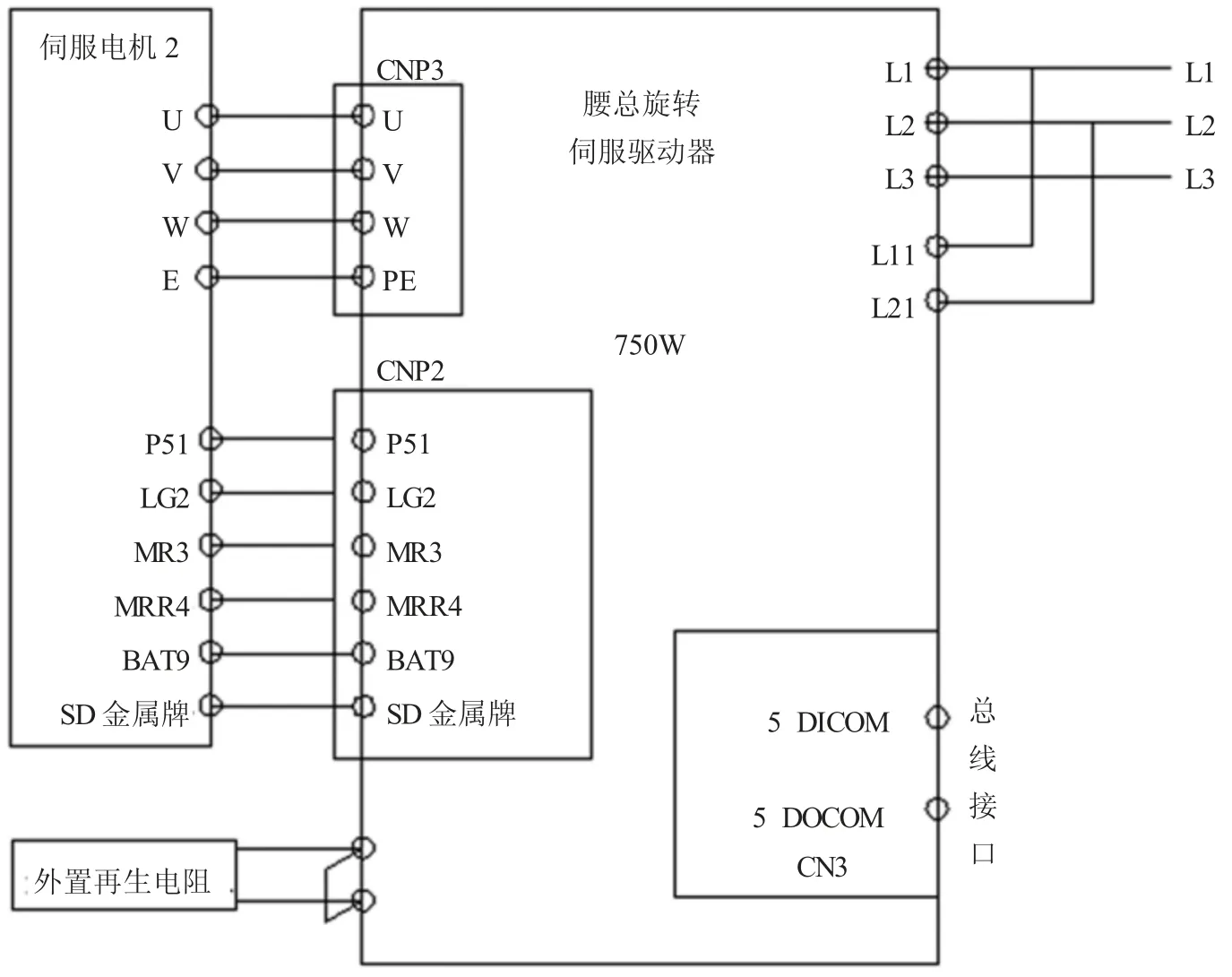
圖7 腰部旋轉伺服驅動器接線回路圖
5 結語
沖床上下料機械手主要適用于運行平穩、動作簡單、速度及位置運行標準高的沖壓加工產業。本文將目光聚焦于機械手,首先提供了一套科學合理的整體結構設計方案,其次對其伺服控制系統進行了深入細致研究,并對該系統各主要結構進行了合理設計。為保證系統運行穩定、功能完善且操作便捷,引入了觸摸屏控制模式,同時嵌入PLC 程序,可有效減少傳感器配置數量,有助于減少投入,節約成本。
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
建材發展導向(2022年6期)2022-04-18 08:17:26
建材發展導向(2021年11期)2021-07-28 06:57:42
建材發展導向(2021年7期)2021-07-16 07:07:28
防爆電機(2020年4期)2020-12-14 03:11:14
中國核電(2017年1期)2017-05-17 06:10:04
電子制作(2016年1期)2016-11-07 08:43:05
專用汽車(2016年5期)2016-03-01 04:14:49
專用汽車(2016年5期)2016-03-01 04:14:48
中國房地產業(2016年2期)2016-03-01 01:25:23
