AISI1045鋼切削仿真過程的研究
2022-01-15 12:30:38趙世澤
內燃機與配件 2022年3期
趙世澤


摘要: 基于ABAQUS建立了AISI1045鋼的二維切削仿真模型,分析了應力的分布規律,并通過改變刀具前角,研究了刀具前角對切削力和前刀面溫度的影響。結果表明,刀具前角增大,切削力會隨之減小,而刀具前刀面溫度會隨之增大。分析結果有利于刀具的選擇。
Abstract: A two-dimensional cutting simulation model of AISI1045 steel was established based on ABAQUS, and the distribution of stress was analyzed. By changing the rake angle of the tool, the influence of the rake angle of the tool on the cutting force and the temperature of the rake surface was studied. The results show that as the tool rake angle increases, the cutting force will decrease, and the tool rake face temperature will increase accordingly. The analysis results are conducive to the selection of tools.
關鍵詞: 切削仿真;刀具前角;切削力;前刀面溫度
Key words: cutting simulation;tool rake angle;cutting force;rake face temperature
中圖分類號:TG501.1 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2022)03-0085-03
0 ?引言
AISI1045鋼的端面銑削對于現代制造應用非常重要,由此鋼制成的產品廣泛應用于汽車、造船和許多其他行業的關鍵應用中,因此研究AISI1045鋼的切削加工性能具有重要意義。
由于刀具對AISI1045鋼進行切削加工時,刀具前刀面與切屑接觸區因高溫高壓的原因,引起了刀具與切屑元素發生相互擴散,致使刀具前刀面產生變質層,刀具和切屑因變質形成牢固的連接,因此這層材料稱為粘焊層[1]。隨著粘焊層與刀具基體間的缺陷(裂紋、孔隙等),慢慢隨著粘焊層和刀具基體間的缺陷陸續經過成坯、孕育、擴展和匯合的一系列過程,使粘焊層與刀具基體間的結合力減弱,會導致刀具失效等問題。
針對刀具失效問題,國內外學者進行了大量的研究。Qi和Mills[2]對硬質合金切削奧氏體不銹鋼進行了實驗研究,發現切削過程中刀具前刀面和后刀面出現粘結層,探討了粘結層的形成機制以及粘結層對刀具壽命的影響。哈爾濱理工大學孫鳳蓮、李振加等人[3]切削2.25Cr-1Mo鋼時,研究了多種硬質合金刀具的粘結破損行為,從中發現引起刀屑粘焊的原因主要是刀具和工件元素親和力較大,在高溫高壓下刀屑之間的元素相互擴散,從而形成牢固的接頭。萬熠等人[4]分析了涂層刀具高速銑削航空鋁合金時的磨損、破損情況,得出在加工過程中熱應力使刀具萌生裂紋,裂紋在機械應力的作用下擴展,并提出通過提高系統穩定性和優化切削參數可以有效降低機械應力對刀具的沖擊作用。貴州大學吳錦行[5]對切削AISI 201抗磨損微槽車刀的設計及其切削性能進行了研究,分析不同切削參數下AISI 201材料剪切區的應力應變,研究微槽對刀具前刀面與切屑的接觸和摩擦行為,分析微槽刀具受力變化的機理,發現微槽改變了刀-屑接觸區域,大幅度減小了刀-屑接觸長度和內、外摩擦區接觸長度,減小了刀-屑間的摩擦。湖南科技大學劉梟鵬[6]研究了CFRP切削的宏微觀機理三維有限元分析,對不同角度切削仿真結果著重探究了微觀尺度下CFRP纖維的斷裂過程、纖維與基體的脫粘、界面相的失效等方面,建立基于等效均質方法的三維宏觀CFRP仿真模型,使用零厚度內聚力單元來模擬界面層,同時基于VUMAT子程序使用三維Hashin失效及損傷演化準則來定義材料本構,對宏觀CFRP模型進行不同纖維角度直角切削仿真,同時,通過宏觀CFRP模型,利用單因素法探索了刀具前角對切屑、切削力的影響。針對切削過程中產生的切削溫度,山東大學郝廣超[7]研究了TiAlN涂層刀具刀-屑接觸熱阻及其對切削溫度的影響規律,根據所建立的模型得到的刀-屑接觸熱阻與根據Umbrello模型得到的接觸熱阻進行對比,利用兩個模型得到的刀-屑接觸熱阻進行有限元仿真,對比有限元仿真實驗得到的切削溫度、剪切角、刀-屑接觸長度等參數與切削實驗測得的結果,闡明利用所建立非完全接觸-氧化層模型可更準確地預測切削溫度。大連理工大學王陽[8]對切削過程中絕熱剪切帶的滑移線場進行了研究,基于絕熱剪切帶四邊界五區域的滑移線場,給出了計算第一變形區內剪切力和法向力、作用在第二變形區的摩擦力和法向力以及主切削力和進給力的方法,分析了不同切削條件下FV520(B)不銹鋼材料絕熱剪切帶內平均剪應變、平均剪應變率和平均溫度,并計算分析了由絕熱剪切帶引起的導裂角隨刀具前角、切削速度和切削厚度的變化規律。
本文通過ABAQUS有限元分析軟件建立了AISI1045鋼的二維切削仿真模型,分析了其切削過程中Mises應力的分布規律,并通過改變刀具前角,研究其切削性能。
1 ?數學模型參數
1.1 材料本構模型
切削過程中材料歷經大應變、高應變率和高溫等劇烈塑性變形,綜合考慮各因素對材料流動應力的影響,建立材料本構模型是切削仿真分析的關鍵[9]。采用Johnson-Cook本構方程定義AISI1045鋼材料屬性,該模型同時考慮了應變、應變率和溫度變化描述材料塑性變形行為,其表達式為:
對于AISI1045鋼J-C本構參數如表1所示。
1.2 工件-切屑分離準則
現有的有限元模擬中采用的分離準則大致可分為兩種類型:即物理準則和幾何準則[10]。判斷某些設定的物理量值是否達到了臨界值即為物理分離準則,確定材料是否分離是根據加工變形物體的尺寸的變化量進行的為幾何準則。物理準則是基于加工材料的應力及應變等物理量的變化形成的切屑分離準則。本文基于物理準則采用J-C剪切失效模型來實現工件—切屑的分離,其表達式為:
1.3 刀-屑接觸屬性與摩擦類型
在切削過程中,刀具前刀面與切屑之間的摩擦對切屑變形、切削力、刀-屑接觸長度、切屑卷曲形態、切削溫度、切屑流動方向及刀具磨損等參數產生重要影響,刀具后刀面與工件間的摩擦對已加工表面的粗糙度及工件中殘余應力的大小產生重要影響[11]。由于刀-屑之間的摩擦特性受到很多因素影響,比如切削速度,接觸壓力,溫度和材料性能等等,而且試驗檢測很困難,因此目前都是靠間接試驗來獲得[12]。本文采用的是修正的庫倫摩擦定律:前刀面與切屑接觸分為兩個部分,從刀尖到某一點為黏附區,其摩擦力可認定為常數,從迭點到切屑分離刀面為滑動區,摩擦力與正應力成線性關系。其具體數學表達如下所示:
式中:τ為摩擦應力,σn為正應力,τmax為剪切應力,μ為摩擦系數,取值為0.2。刀具與工件的接觸屬性為面-面接觸。
1.4 網格模型和計算參數
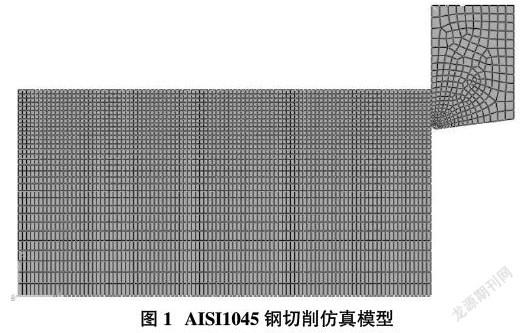
為了模擬AISI1045鋼的切削仿真,利用ABAQUS/Explicit建立了二維平面應變有限元模型。本文選用仿真模型尺寸為1×0.5mm,考慮到計算效率,工件和刀具都采用溫度—位移耦合單元CPE4RT。假設刀具為剛體,刀具的參數如表3所示,切削速度為2000mm/s。
2 ?仿真結果分析
2.1 Mises應力的分布規律
圖2是刀具切削AISI1045鋼時,Mises應力的分布情況。在t=0.0225ms時,刀具剛進入工件中,Mises應力主要集中在刀具的前刀面和刀刃口附近處,且刀刃口附近處最大。在t=0.1ms時,刀具全部進入工件,Mises應力主要集中在剪切滑移帶處,既第一變形區中,且最大值出現在第一變形區中的最上方處。在t=0.18ms時,隨著刀具的前進而形成切屑,Mises應力主要集中在第一變形區、第二變形區和第三變形區中,且最大值出現在第三變形區中。在t=0.45ms時,切屑形成帶狀,且切屑被擠出基體,切削過程完成。
2.2 刀具前角對切削力和前刀面溫度的影響
圖3是將刀具在0.2ms后的過程中看成刀具趨于平穩狀態,既取0.2ms后的切削力和前刀面溫度的平均值作為切削力和切削熱的參考值。從圖3可看出,在切削過程趨于平穩后,當刀具前角從0°增大到10°,切削力會減小8%。這是因為刀具前角增大,刀具的剪切角會減小,使得刀具與切屑的接觸面積減小,從而使切削力減小。但當刀具前角從0°增大到10°,刀具前刀面溫度會增大11%。當刀具前角α=0°,切削力和前刀面溫度分別為253.85N和341.59℃;當刀具前角α=5°,切削力和前刀面溫度分別為248.49N和351.80℃;當刀具前角α=10°,切削力和前刀面溫度分別為232.35N和379.42℃。當刀具前刀面溫度升高到其熔點時,刀具與工件之間就會發生粘接,使得刀具和切屑牢固的連接起來,從而使刀具失效。因此選取適當的刀具前角有利于影響刀具的使用壽命。
3 ?結論
本文通過ABAQUS建立了AISI1045鋼的二維切削仿真模型,通過觀察和分析,得到如下結論:①分析在切削過程中,Mises應力的分布情況時,Mises應力最初主要集中在刀具前刀面和刀刃口處,隨著刀具的前進,Mises應力主要集中在第一變形區、第二變形區和第三變形區。②研究發現,當刀具前角從0°增大到10°,切削力會減小8%,而刀具前刀面溫度會增大11%。選取適當的刀具前角有利于影響刀具的使用壽命,分析結果對刀具的選擇有著參考作用。
參考文獻:
[1]孫玉雙.硬質合金刀具三維微觀結構性能預測及裂紋擴展行為研究[D].哈爾濱理工大學,2018.
[2]QI ?H ?S, MILLS ?B. On the formation mechanism of adherent layers on a cutting tool[J]. Wear,1996,198(1):192-196.
[3]孫鳳蓮,李振加,陳波.切削2.25Cr-1Mo鋼刀-屑間的粘焊破損機理[J].哈爾濱理工大學學報,1997(5):1-3.
[4]萬熠,艾興,劉戰強,等.高速銑削航空鋁合金7050-T7451時刀具的磨損破損[J].機械工程學報,2007,43(4):103-108.
[5]吳錦行.切削AISI 201抗磨損微槽車刀的設計及其切削性能研究[D].貴州大學,2021.
[6]劉梟鵬.CFRP切削的宏微觀機理三維有限元分析與實驗研究[D].湖南科技大學,2019.
[7]郝廣超.TiAlN涂層刀具刀-屑接觸熱阻及其對切削溫度的影響規律研究[D].山東大學,2021.
[8]王陽.切削過程中絕熱剪切帶的滑移線場研究[D].大連理工大學,2021.
[9]張文輝.基于有限元法的銑刀切入過程研究及破損預測[D].上海交通大學,2011.
[10]范梓良.單顆磨粒高速磨削AISI 1045鋼磨削機理的仿真與實驗研究[D].太原理工大學,2018.
[11]赫連旭陽.基于ABAQUS的金屬切削過程有限元仿真研究[D].河北科技大學,2017.
[12]龐迎春.微切削尺寸效應及微細銑削力建模技術研究[D].南京:南京理工大學,2016.