鈦合金材料頁輪磨拋材料去除深度模型*
2022-01-15 03:30:34胡智杰曹詩宇黃文健吳超群
金剛石與磨料磨具工程 2021年6期
胡智杰, 曹詩宇, 黃文健, 吳超群,2
(1.武漢理工大學(xué) 機電工程學(xué)院, 武漢430070) (2.華中科技大學(xué), 數(shù)字制造裝備與技術(shù)國家重點實驗室, 武漢 430074)
隨著科學(xué)技術(shù)的不斷發(fā)展,鈦合金材料在航空、航天及軍用設(shè)備中的應(yīng)用越來越廣泛,已成為僅次于鋼鐵、鋁合金的第三大金屬合金材料。與鋼鐵和鋁合金相比,鈦合金材料具有強度高、比質(zhì)量輕的優(yōu)點,能滿足航空航天材料的需求,具有極大的應(yīng)用前景[1]。
為提高鈦合金零部件的表面質(zhì)量和使用壽命,在初加工后,對零部件表面進行磨拋處理是不可缺少的一步。比如:由鈦合金材料鑄造的航空發(fā)動機機匣,在經(jīng)過澆冒口清理、初打磨、噴砂等一系列工藝后,需要對其關(guān)鍵部位進行磨拋處理,以提高表面質(zhì)量[2]。但由于鈦合金材料本身的硬度高、比強度大、熱導(dǎo)率低等特性,其磨拋過程極為困難,磨拋深度難以控制,在加工過程中產(chǎn)生了大量的原材料損耗。國內(nèi)外學(xué)者針對上述問題進行了大量研究,并建立了對應(yīng)的理論模型。
RAFIEIAN等[3]對機器人砂輪磨拋過程的振動動力學(xué)進行研究,并通過實驗建立對應(yīng)的磨削力模型。該模型可以精確地計算出砂輪將材料去除到目標深度時所需的磨削力,為研究機器人磨拋操作中材料去除率的控制提供了一種新策略。張陽[4]基于Preston經(jīng)驗方程,建立針對鼓型接觸輪砂帶磨削的材料去除模型,分析接觸輪硬度、半徑、法向磨拋力及工件曲率半徑對接觸壓強的影響,為磨拋加工提供了理論參考。WANG等[5]基于冪級數(shù)法的彈性力學(xué)方法,建立帶張力導(dǎo)致接觸輪變形的模型,并用有限元驗證模型的有效性,通過該模型可準確預(yù)測磨削時的深度。針對砂帶張緊力引起的接觸輪變形問題,劉斐等[6]建立一種機器人砂帶磨削深度仿真和預(yù)測模型,為精確磨削復(fù)雜曲面提供了理論指導(dǎo)。
目前常用的磨拋工具主要有砂輪、砂帶和頁輪。在材料磨削加工去除深度的理論建模研究中,多是針對砂輪、砂帶磨拋材料的去除過程,而對頁輪磨拋進行建模的幾乎沒有。在實際磨拋鈦合金機匣時,頁輪具有砂帶的柔性磨拋、加工表面質(zhì)量好、尺寸小、適用范圍廣的優(yōu)點[7],是主要的磨拋工具。為解決頁輪磨拋時去除深度難以控制的問題,滿足實際生產(chǎn)的需求,對鈦合金材料在頁輪磨拋中的去除深度模型進行全面、深入的研究是必要的。
因此,通過Preston方程,將整個頁輪磨拋過程簡化為材料去除深度與時間之間的線性關(guān)系,并結(jié)合Hertz接觸理論和彈性接觸力學(xué)理論中的線接觸變形,得到接觸壓強大小的分布情況,再結(jié)合接觸壓強與預(yù)壓量的關(guān)系,建立材料去除深度與頁輪線速度vs、預(yù)壓量ap以及進給速度vf的理論模型。在試驗過程中,將這3個加工參數(shù)作為影響因素,運用機器人完成鈦合金材料的磨拋試驗,確定模型的常數(shù),揭示磨拋工藝參數(shù)對磨拋深度的影響趨勢。
1 頁輪磨拋材料去除深度模型
1.1 單位路徑的材料去除深度
圖1為頁輪磨拋過程的示意圖。頁輪由輪基和葉片黏結(jié)而成,主軸帶動頁輪,以線速度vs旋轉(zhuǎn),在指定的預(yù)壓量ap下,以進給速度vf進行磨拋加工。在此過程中,頁輪對工件表面產(chǎn)生Fn的正壓力,并且頁輪上的頁片不斷旋轉(zhuǎn),摩擦工件表面,從而產(chǎn)生摩擦力Ff。由于頁片具有彈性,磨粒的切削刃磨拋去除材料的過程大致可以分為擠壓劃擦、耕犁、切削等3個階段。初始階段(劃擦),頁片的彈性變形使磨粒切削刃接觸工件表面較少,去除深度小;隨著接觸壓力和磨拋時間的增加,切削刃逐漸鈍化,并更多地接觸到工件表面,使接觸區(qū)域由彈性變形轉(zhuǎn)化為塑性變形(耕犁),最終去除工件表面材料(切削),完成工件表面的磨拋加工。在實際磨拋鈦合金機匣的過程中,考慮到頁輪的曲率半徑遠遠小于鈦合金機匣的磨拋面,可將該磨拋過程視為頁輪與工件平面接觸的過程。
在磨削加工中,Preston方程被廣泛用于分析磨拋過程。通過Preston方程,將整個頁輪磨拋過程簡化為材料去除深度與時間之間的線性關(guān)系[4,8]:
(1)
式中:dH為dT時間段內(nèi)的材料去除深度;p為接觸點的壓強;vr為磨拋工具與工件的相對速度;Kp為比例常數(shù)。
將公式(1)推導(dǎo)到單位路徑dl上:
(2)
(3)
1.2 接觸區(qū)域壓強與預(yù)壓量的關(guān)系
假設(shè)接觸表面光滑,磨拋工具和工件為彈性體材質(zhì),忽略動摩擦的影響,拋光點的接觸壓強p服從Hertz分布,則工件表面的磨拋過程可以看作是Hertz接觸中的圓柱與平面接觸[9]。
圖2為頁輪磨拋平面的接觸區(qū)域壓強分布,W、2b分別為接觸區(qū)域的長度、寬度。接觸區(qū)域最大壓強pm位于x軸上,接觸壓強p服從赫茲分布,則:
(4)

圖2 頁輪磨拋平面接觸區(qū)域壓強分布
在圖2的整個矩形接觸區(qū)域?qū)κ?4)進行定積分,可得到磨拋正壓力Fn的推導(dǎo)公式:
(5)
由彈性接觸力學(xué)理論中的線接觸變形計算可知[10-11],正壓力Fn與接觸區(qū)域半寬b的關(guān)系式為:
(6)
其中:
(7)
(8)

因為磨拋表面為平面,因而:
(9)
(10)
(11)
1.3 材料去除深度模型的建立
根據(jù)式(3),以b為邊界條件,對接觸區(qū)域積分,得到磨拋平面深度計算表達式:
(12)
最后,結(jié)合式(11)、式(12),化簡后得到頁輪磨拋平面的材料去除深度模型:
(13)
(14)
線速度vs由進給速度vf和相對速度vr組成,由于進給速度vf遠小于相對速度vr,因此,可忽略進給速度的影響,取相對速度vr為工具的線速度vs,所以:
(15)
從式(15)中可以得到頁輪磨拋平面工件時的主要工藝參數(shù)對材料去除的影響規(guī)律:材料去除深度與頁輪線速度vs、預(yù)壓量ap呈正相關(guān)關(guān)系,與進給速度vf呈負相關(guān)關(guān)系。由于材料去除系數(shù)K是由進給速度vf、線速度vs和預(yù)壓量ap之外的其他因素決定,根據(jù)Preston方程原理,頁輪的材料、頁片數(shù)量等次要因素對材料去除深度的影響都通過材料去除系數(shù)K來表示。
2 試驗
2.1 試驗平臺搭建
搭建的試驗平臺如圖3所示,該平臺主要由庫卡機器人(型號KR60-3)、電主軸法蘭、電主軸(振宇TDK93X82-2.2)、頁輪、鈦合金工件(TC4)、工裝夾具組成。
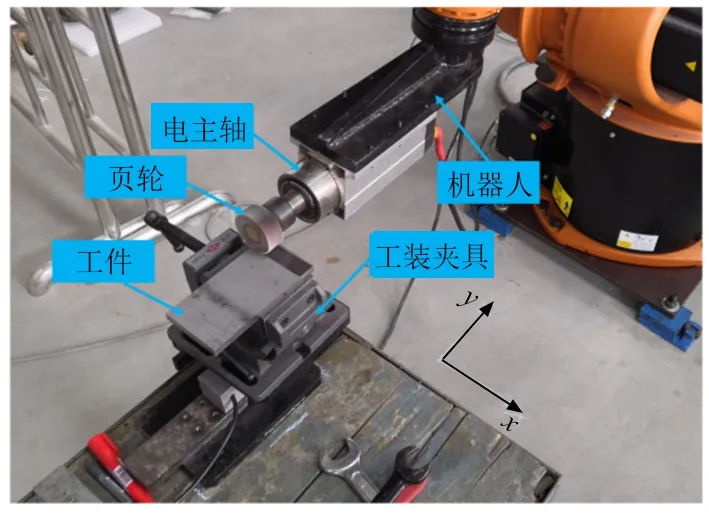
圖3 鈦合金材料磨拋試驗平臺
選用150 mm×80 mm×10 mm的TC4鈦合金工件作為試驗對象。針對鈦合金材料的加工特點,應(yīng)選用硬度高、穩(wěn)定性好,不易黏附鈦合金材料的頁輪[12-13]。因此,選用碳化硅磨粒的頁輪,磨粒平均顆粒尺寸為124 μm(粒度代號為F120),頁片尺寸為19 mm×25 mm, 輪心直徑d為22 mm,芯軸柄直徑為6 mm,頁片數(shù)目為80。
2.2 試驗方案設(shè)計
為得到去除系數(shù)K的具體值,驗證磨拋材料去除深度模型的準確性,需要對頁輪線速度vs、進給速度vf及預(yù)壓量ap等因素進行試驗分析。因此,將頁輪線速度vs、進給速度vf及預(yù)壓量ap作為試驗的3個因素,設(shè)計正交試驗和單因素試驗。
在正交試驗和單因素試驗前進行大量磨拋試驗,選擇交互作用較小的1組試驗參數(shù)作為磨拋試驗的基準參數(shù):頁輪線速度vs=10 m/s、進給速度vf=10 mm/s及預(yù)壓量ap=1.5 mm。
參考磨拋基準參數(shù),設(shè)計3因素4水平試驗,試驗的因素和水平如表1所示。
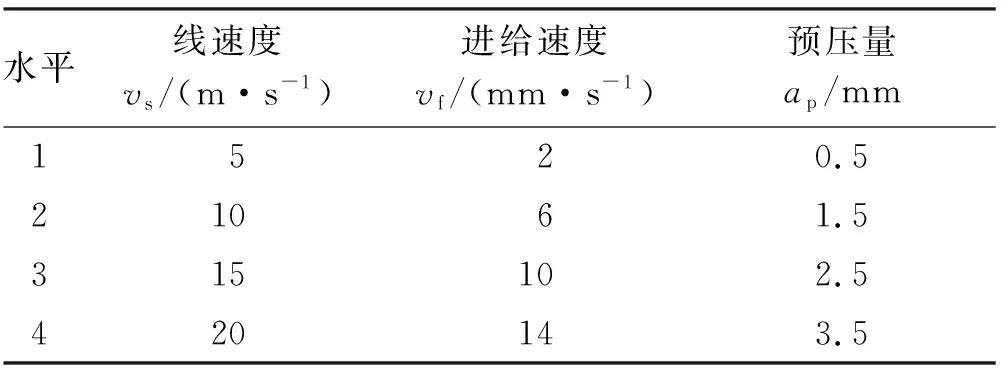
表1 試驗因素和水平
3 結(jié)果及討論
3.1 正交試驗及單因素試驗結(jié)果
表2為正交試驗的頁輪磨拋去除深度變化的試驗結(jié)果,該試驗數(shù)據(jù)主要用來推導(dǎo)計算磨拋材料去除深度模型的去除系數(shù)的值和分析模型中各參數(shù)對頁輪磨拋去除深度的影響。
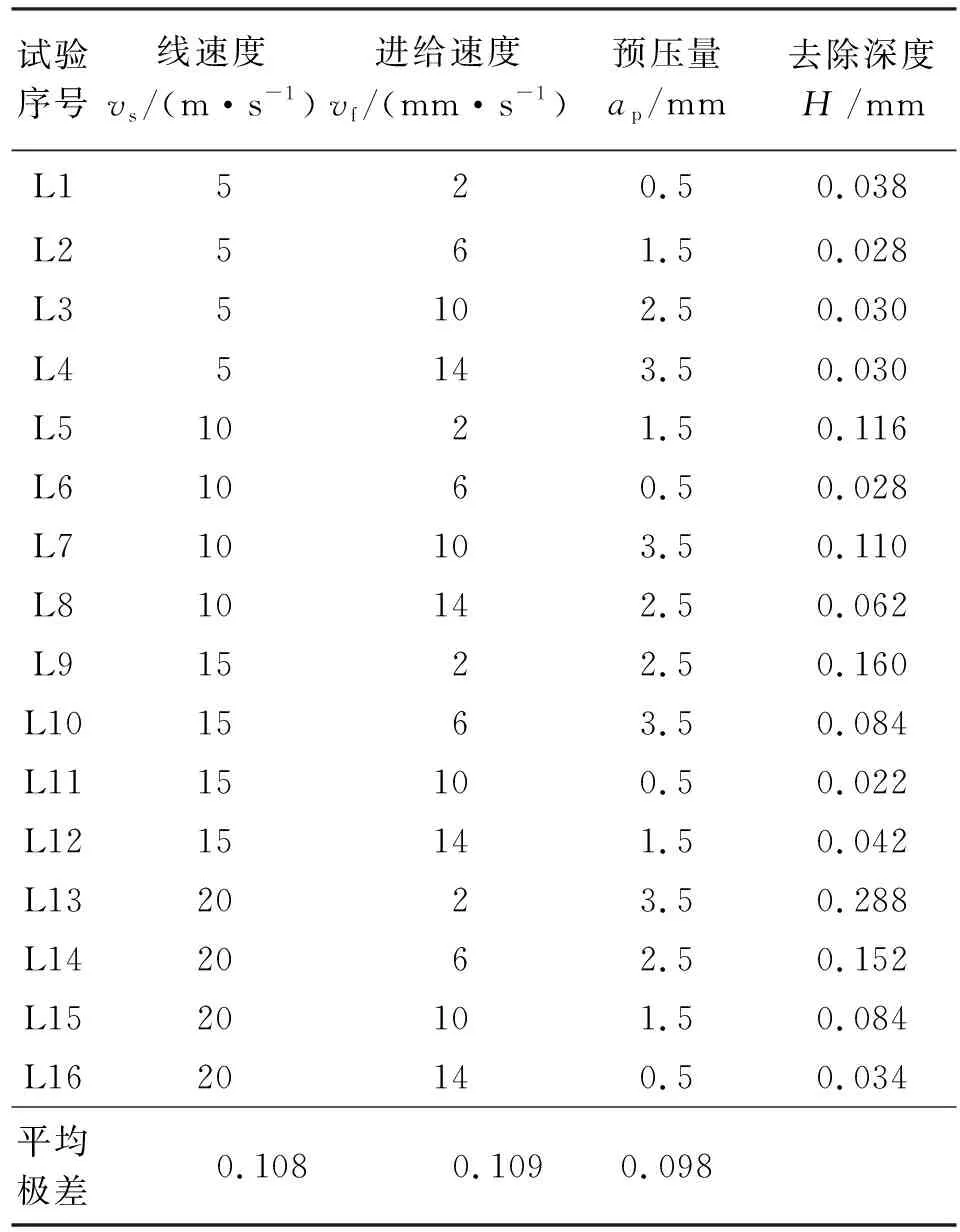
表2 正交試驗的頁輪磨拋去除深度變化的試驗結(jié)果
由表2可知:頁輪進給速度、頁輪線速度、預(yù)壓量參數(shù)下的平均極差分別為0.109、0.108、0.098,各參數(shù)對材料去除深度的影響程度基本相當(dāng)。
表3為單因素試驗的工件厚度變化的試驗結(jié)果,該試驗主要目的是驗證理論推導(dǎo)的磨拋去除深度模型的準確性。
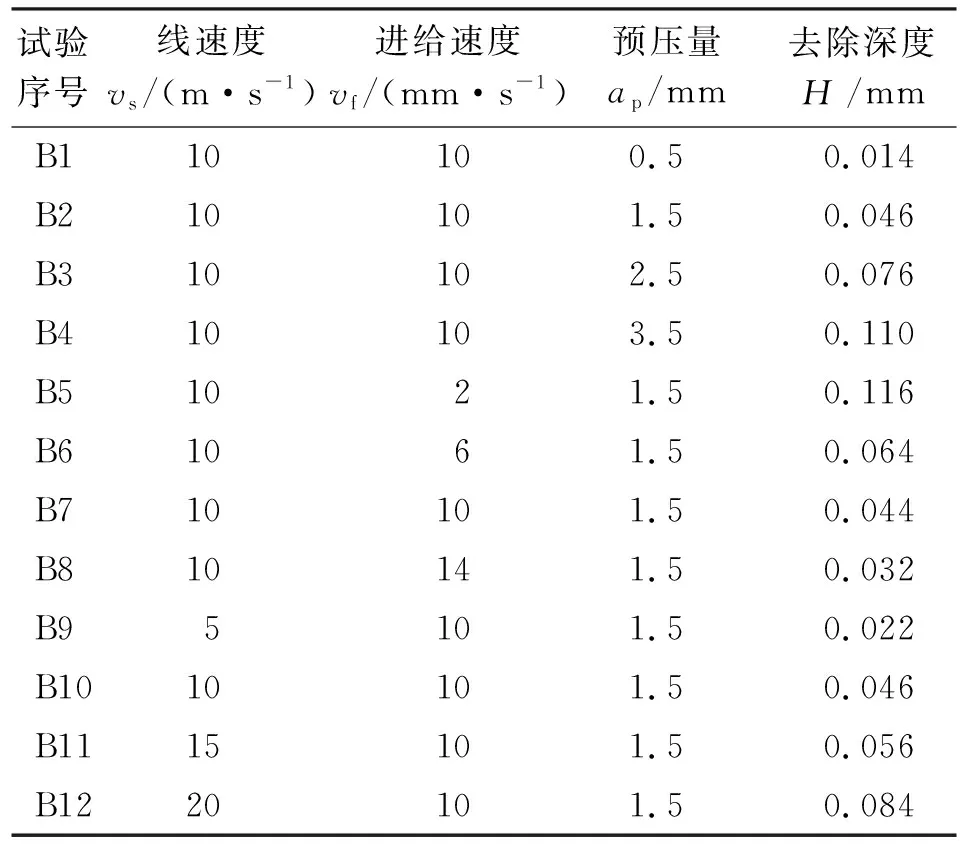
表3 單因素試驗的頁輪磨拋工件去除深度變化結(jié)果
3.2 磨拋過程中去除系數(shù)確定
對機器人頁輪磨拋正交試驗的工件厚度變化結(jié)果進行分析。將式(15)化為:
(16)
根據(jù)式(16),對表2中的試驗數(shù)據(jù)進行分析計算,得到去除系數(shù)K的試驗數(shù)值,繪制y(即Hvf)與x(即vsap)的關(guān)系曲線,并對曲線進行線性擬合。為了得到更好的模型,對試驗數(shù)據(jù)進行優(yōu)化剔除,圖4為剔除表2中L9、L10、L13、L14數(shù)據(jù)后的去除系數(shù)K的擬合直線圖,擬合后的直線表達式為:y=3.013×10-5x-2.233×10-8,則去除系數(shù)K=3.013×10-5。
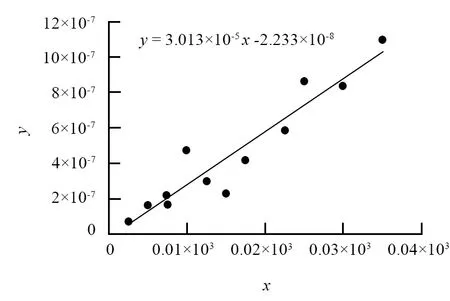
圖4 去除系數(shù)K的擬合直線
3.3 磨拋去除深度模型試驗驗證
將去除系數(shù)K代入頁輪磨拋平面的材料去除深度模型,得到的理論數(shù)據(jù)與表3的試驗數(shù)據(jù)對比結(jié)果如圖5所示。

(a)H和ap的關(guān)系Relationship between H and ap(b)H和vf的關(guān)系Relationship between H and vf(c)H和vs關(guān)系Relationship between H and vs圖5 各磨拋參數(shù)下最大材料去除深度仿真與試驗曲線對比圖Fig. 5 Comparison of simulation and experimentalcurves of maximum material removal depth undervarious grinding parameters
如圖5a所示:材料去除深度隨預(yù)壓量的增大而增大。這是由于預(yù)壓量增大,頁輪正壓力增大,磨粒切削刃與工件的接觸增多,材料去除深度增大。
如圖5b所示:材料去除深度隨進給速度的增大而減小。這是因為隨著進給速度增大,單位面積的工件磨削更少,從而材料去除深度減小。但當(dāng)進給速度較低(vf=2 mm/s)時, 單位時間內(nèi),頁輪頁片磨削次數(shù)增多,頁輪磨損嚴重,從而導(dǎo)致實際的材料去除深度遠小于理論值。
如圖5c所示:材料去除深度隨頁輪線速度的增大而增大。這是因為,隨著線速度增大,單位面積的工件會磨削更多,從而材料去除深度增大。
對理論數(shù)據(jù)與試驗數(shù)據(jù)進行整體分析可知,當(dāng)排除頁輪進給速度為2 mm/s的數(shù)據(jù)時,采用平均相對誤差方式,對試驗與預(yù)測模型的結(jié)果進行評價,計算方法如下:
(17)
式中:N取12。計算得到試驗和模型預(yù)測結(jié)果的平均相對誤差為6.25%。因此,可以認為頁輪磨拋材料去除深度模型是準確的。
4 結(jié)論
通過分析工業(yè)機器人帶動頁輪磨拋鈦合金材料的過程,基于Preston方程和Hertz接觸理論構(gòu)建頁輪磨拋平面時的材料去除深度模型,并采用正交試驗和單因素試驗對頁輪的磨拋參數(shù)進行研究,得出:
(1)材料去除深度與預(yù)壓量和頁輪線速度成正比,與頁輪進給速度成反比。頁輪進給速度、頁輪線速度、預(yù)壓量參數(shù)下的平均極差分別為0.109、0.108、0.098,各參數(shù)對材料去除深度的影響程度基本相當(dāng)。
(2)模型預(yù)測結(jié)果與試驗結(jié)果具有較好的一致性,平均相對誤差為6.25%,驗證了模型的準確性及模型相關(guān)假設(shè)的合理性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
