30CrMnSiA五米直徑雙機機架焊接技術研究
2022-01-15 07:16:50高鳳林陳志凱楊海鑫孔兆財鄒鶴飛馬鐵錚李文武
航天制造技術 2021年6期
高鳳林 陳志凱 楊海鑫 孔兆財 鄒鶴飛 馬鐵錚 李文武
設計·工藝
30CrMnSiA五米直徑雙機機架焊接技術研究
高鳳林 陳志凱 楊海鑫 孔兆財 鄒鶴飛 馬鐵錚 李文武
(首都航天機械有限公司,北京 100076)
某型號雙機機架外形尺寸大,結構剛性大,材料焊接性差,焊縫密集區的焊接應力與變形易在焊縫及形位邊緣得到放大,從而產生裂紋和較大焊接變形。通過對機架的材料、結構、焊縫分布、焊接變形以及設計技術要求進行分析,制定了焊前、焊后處理方法,降低焊縫冷卻速度,減小焊接淬硬傾向;設計專用的裝配焊接工裝,制定合理焊接順序,限制了零件焊接變形。機架焊縫經吹砂煤油試驗檢查,未發現任何裂紋,外形尺寸滿足設計要求,抽樣的機架通過了靜力試驗考核。
雙機機架;裂紋;焊接應力;焊接變形
1 引言
探月工程、火星探測、空間站建設,對于大型運載火箭的需求也越來越緊迫,因此,發展我國大直徑、大推力、高性能、低成本、無毒、無污染的新一代大型運載火箭成為重中之重。某型號五米直徑雙機機架(圖1)作為新一代運載火箭芯一級發動機重要組成部件,用于新一代火箭發動機與箭體連接,為桁架式正推傳力構件,兩臺發動機(2×50t)將全部推力通過機架傳遞給箭體。機架主要組成材料為30CrMnSiA,含碳、合金元素較多,焊接性差,焊后容易造成脆化及裂紋等缺陷;局部區域的焊縫密集,容易產生較大的焊接應力,造成結構承載力下降和延時裂紋等缺陷;另外外形尺寸大,焊縫密集區的焊接變形很容易在形位邊緣得到放大,從而產生較大的焊接變形。本文針對上述問題,開展了某型號雙機機架裝配、焊接技術的研究工作,為新一代大型運載火箭芯一級發動機研制的順利進行提供了基礎,并為類似大尺寸空間桁架結構型號產品生產提供了參考,具有很好的應用前景。
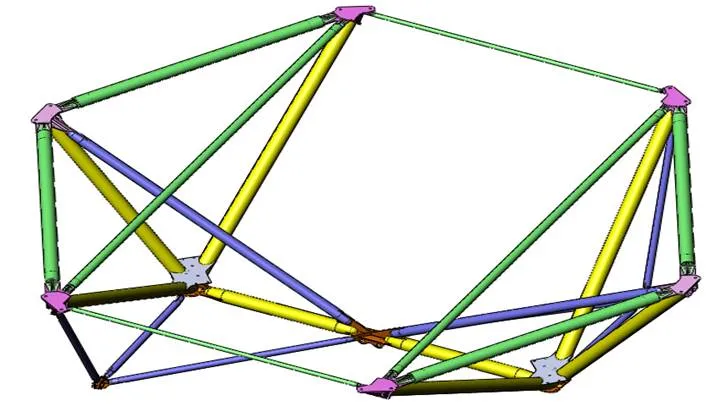
圖1 某型號雙機機架設計模型
2 產品結構及材料
2.1 產品結構
產品直徑為5m,為桁架式正推傳力構件,主要組成零件包括:110mm×3.5mm的第一、二、三主承力桿;80mm×3 mm的梁中點支撐桿;50mm×2mm的第一、二、三支架支撐桿;第一、二、三拉桿(復合材料);2個第一上支座;4個第二上支座;2個下支座;1個梁中點接頭;2個支架端點耳座。
其主要技術指標為:機架6個上支座所在平面的平面度偏差≤0.2mm;下支座與上支座的平行度偏差≤0.3mm;批抽檢件在165t靜載壓力下,結構不破壞;每臺產品進行單倍載荷靜力試驗,要求位移不大于10mm。
2.2 材料分析
機架零件的主要組成材料為30CrMnSiA,化學成分見表1,力學性能見表2。

表1 30CrMnSiA的化學成分 %

表2 30CrMnSiA的力學性能
碳當量對于材料的焊接性有直接影響,碳當量越高,材料的淬硬傾向也越大。根據碳當量計算公式:CEN=C+Mn/6+(Cr+Co+V)/5+(Ni+Cu)/15=0.73%[1],因此,30CrMnSiA的淬硬傾向很大,在焊接熱影響區會產生大量的馬氏體,導致嚴重脆化;其次,熱影響區被加熱到超過調質處理時溫度的區域,將出現強度、硬度低于母材的軟化區,由于產生大量的馬氏體,增加了冷裂紋的傾向[2,3]。
2.3 焊接應力與變形分析
2.3.1 焊接應力
機架的焊縫較多,方向變化多,在焊縫集中的局部區域,易出現較大的焊接應力,容易產生焊接裂紋。例如,機架的下支座集中了第一、二、三主承力桿;梁中點支撐桿;第二支架支撐桿的焊接(如圖2所示);上支座集中了第二主承力桿;第一支架支撐桿、第一、二、三復合拉桿的焊接,局部區域的焊縫密集,焊接應力大。
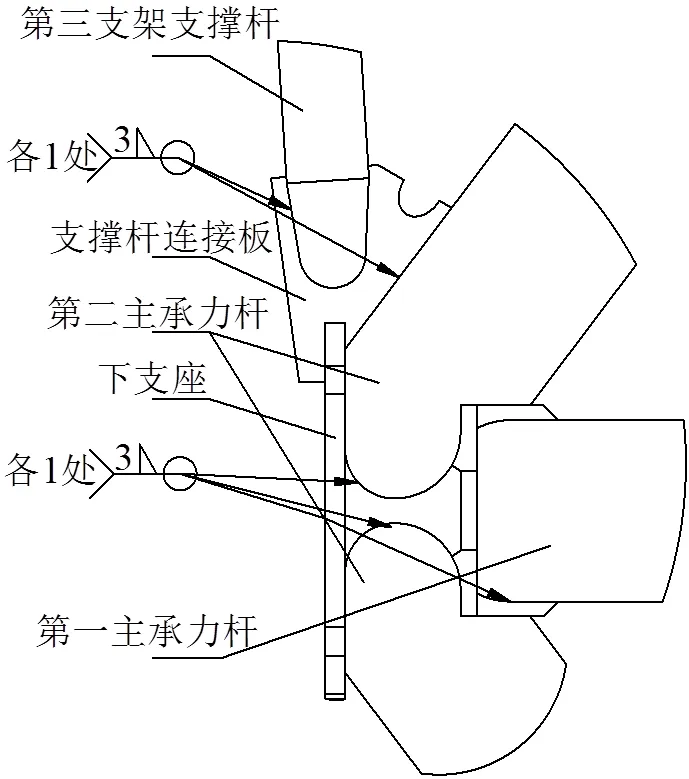
圖2 機架下支座焊縫分布示意圖
2.3.2 焊接變形
由于產品整體形狀尺寸較大,焊縫方向差別明顯,焊縫密集區的焊接變形很容易在形位邊緣得到放大,從而產生較大的焊接變形。如圖3所示,機架的6個上支座是分布在直徑5000mm平面的六點上,設計圖紙要求機架上支座機加工余量為3.5~4.5mm。假設上支座所在平面的撓曲變形量為Δ,上支座需要機加工量Δ,以平臺左邊上支座為基準,若機加量Δ=4.5mm,平臺右端的上支座加工量變為Δ-Δ即4.5-Δ,由于上支座的機加工量范圍為3.5~4.5mm,且設計要求機架上支座所在平面機加后的平面度偏差不大于0.2mm,為保證平臺右端上支座加工量在要求的范圍內,需要Δ≤1mm,如果Δ=3.5mm,那么Δ=0才能滿足右端的上支座機架工量符合設計要求。考慮到上支座的平面直徑5000mm,而平面撓曲變形量Δ≤1mm,因此,必須采取各種工藝措施,控制產品的焊接變形,滿足機加工后產品能達到設計要求。
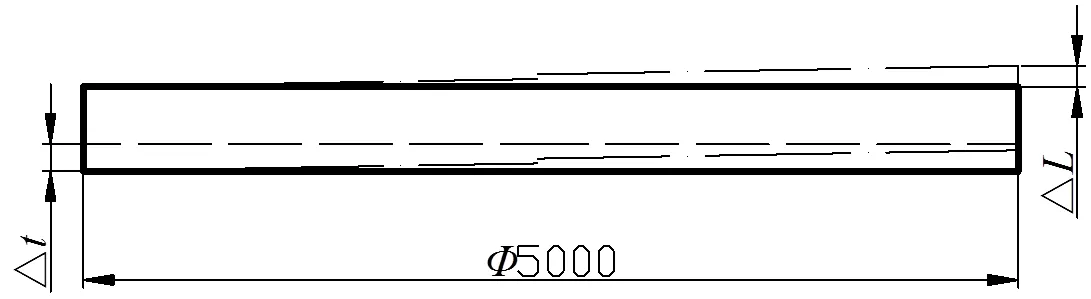
圖3 機架上支座平面撓曲變形示意圖
3 制造工藝
針對五米雙機機架外形尺寸大、容易產生較大焊接應力致使產品產生變形與裂紋,以及設計對產品型位尺寸和性能要求嚴格等問題,開展了系統的雙機機架裝配、焊接技術研究,最終機架通過了靜力試驗的考核。
3.1 設計專用裝配焊接工裝
機架的上支座、下支座、支架端點耳座區域由于焊縫數量較多,確定為焊接主體件,焊縫集中會導致較大焊接變形。另外,由于機架整體尺寸較大,焊縫集中區域的焊接變形很容易在形位邊緣得到放大,加劇焊接變形,因此必須控制機架焊接主體件的焊接變形,滿足機加工后能達到設計要求。
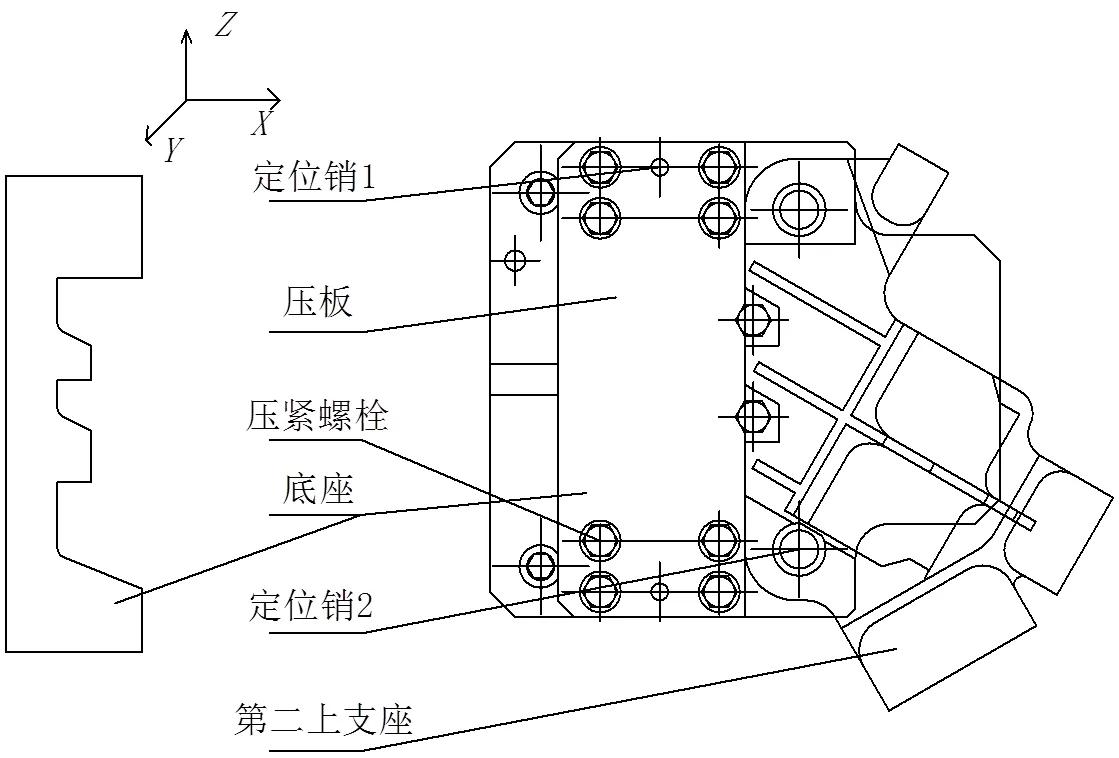
圖4 第二上支座固定示意圖
專用的裝配焊接工裝能保證零件的位置要求,同時也能增加零件的剛度,限制其焊接變形。選取上支座所在的平面為整個裝配焊接工裝的基準面。基準面上設6根立柱,通過定位銷、螺栓把立柱固定在基準面相應位置,然后通過螺栓、定位銷把定位座與立柱連接固定,最后定位座、定位銷、螺栓配合固定下支座、支架端點耳座。根據“六點定位原則”,在基準平面上利用壓板、定位銷、螺栓固定機架的第一、二上支座,壓板的外形貼合零件輪廓尺寸最大的面,保證零件安裝的穩定性。以第二上支座為例(見圖4),定位銷2將上支座和壓板連接定位,限制上支座、軸的平移自由度,軸的繞軸自由度,壓板限制上支座軸平移自由度,、軸的繞軸自由度,壓緊螺栓壓緊上支座,利于上支座的穩定。底座設計成帶槽形式,這樣壓板能沿著槽在底座軸方向前后移動,便于主承力桿的修配,當主承力桿修配到合適位置時,2個定位銷1插入上支座和壓板的孔中,同時擰緊固定螺栓,這樣就把上支座限定在基準面的相應位置上,保證了零件的裝配尺寸滿足圖紙要求。第一上支座的固定方式類似,整個工裝方便拆卸、組裝和焊接操作。
3.2 防治焊接裂紋
分析機架零件材料的焊接性得知,30CrMnSiA材料在焊接熱影響區會產生大量的馬氏體,導致嚴重脆化,其次,熱影響區被加熱到超過調質處理時溫度的區域,將出現強度、硬度低于母材的軟化區,脆性的馬氏體在應力作用下易產生焊接裂紋[4]。另外,機架的焊縫較多,局部區域焊縫集中,容易出現較大的焊接應力,這也增加了機架焊接裂紋的傾向,因此,需要采取合適的焊接工藝防治焊接裂紋的產生。通過制定正確的焊接工藝,合理地安排施焊順序改善機架結構的應力狀態等措施防止了機架焊接裂紋產生。
3.2.1 焊接工藝
焊前清理待焊零件表面的油、水、污物,對銹蝕嚴重的零件進行吹砂處理,去除表面的銹蝕[5]。焊條烘干,烘干溫度300~350℃,時間2h,控制焊接過程中氫的來源,減小冷裂紋傾向。機架零件的裝配間隙不大于0.7mm,錯位量不大于0.5mm,裝配、定位、焊接連續工作,縮短中間停頓時間,防止定位焊接時焊縫組織產生的應力拉開焊點造成的裝配變形,減少焊接收縮量,控制焊接完成后的殘余應力。
對機架焊接區域進行預熱,預熱溫度范圍為150~200℃,焊前預熱可以減小焊縫的冷卻速度,降低焊縫近縫區的淬硬傾向,還可以改善焊接接頭的塑性,減小焊接殘余應力,進而減小冷裂紋傾向。盡量減小焊接過程中焊縫高度,以滿足要求為限,采用小電流焊接,控制焊接熱輸入,焊條與焊接方向的角度維持在50°~70°,避免電弧集中、熔池溫度過高。因為,大電流焊接雖然能提高焊接熱輸入,在一定程度上減緩了焊縫冷卻速度,但同時也會使得馬氏體晶粒更大、穩定,在冷卻過程中產生穩定的粗大馬氏體,加重了熱影響區的脆化。焊后進行保溫措施,讓焊縫中的氫擴散出來,減少焊縫中擴散氫含量。
3.2.2 施焊順序
針對機架的結構及焊縫分布特點,采取合適的施焊順序改善結構的應力狀態,減小機架裂紋傾向。先焊接機架中心的梁中點接頭區域,避免焊縫收縮向機架一側累積從而引起機架各零件之間的裝配尺寸誤差,如果裝配尺寸過大會帶來很大的焊接收縮量,進而產生很大的焊接殘余應力。采用對稱焊接方法焊接梁中點區域,兩名焊工在兩邊對稱地同時施焊,采用此方法能使焊接應力相互抵消,減少殘余應力。先焊接零件自由收縮量大的部分,再焊接自由收縮量小的部分,這樣焊縫能盡量收縮。
3.3 控制焊接變形
一方面,機架的梁中點接頭區域、下支座區域、上支座區域為焊縫集中區域,其中梁中點接頭、下支座、上支座為焊接主體件,區域的焊縫集中,焊接應力大,容易造成較大焊接變形。另一方面,梁中點接頭用于安裝伺服機構,下支座用于安裝常平座進而與發動機對接,上支座用于與箭體連接,設計對這幾處的位置尺寸都有嚴格要求。因此,必須嚴格控制這些區域的焊接變形,通過剛性固定法增加焊接主體件的剛度,減小焊縫收縮帶來的撓曲變形,同時采用控制焊接順序、方向及位置的工藝方法來控制焊接變形。
3.3.1 梁中點接頭區域焊接變形控制
梁中點接頭處于機架的中心位置,此處集中了第三主承力桿、梁中點支撐桿、第三支架支撐桿分別與梁中點接頭焊接的環形角焊縫,焊縫集中,焊接應力大,如果不采取合理的焊接順序,將產生很大的撓曲變形,影響后續伺服機構的安裝。由于此處的焊縫分布較對稱,通過對稱焊接的方法減小焊接應力,可以起到控制焊接變形的目的。具體的操作步驟為:
a. 先對稱焊接第三主承力桿。由于梁中點接頭已經通過剛性固定,先焊接第三主承力桿能讓其有更多的伸縮量,2名焊工在主承力桿的兩邊對稱地同時施焊,采用此方法能使焊接應力相互抵消,減少殘余應力的產生。
b. 對主承力桿的長環形焊縫進行分段焊接,每名焊工的焊接順序如圖5所示,分段焊接能減小焊接的熱輸入,從而減小焊接變形。
c. 最后再焊接梁中點支撐桿、第三支架支撐桿,焊接方法類似于主承力桿的焊接。由于第三主承力桿已經與梁中點接頭焊接為一體,增加了梁中點接頭的剛性,再焊接梁中點支撐桿時,焊縫的收縮變形將受到較大阻礙,這樣能減小焊縫冷卻收縮引起的變形。
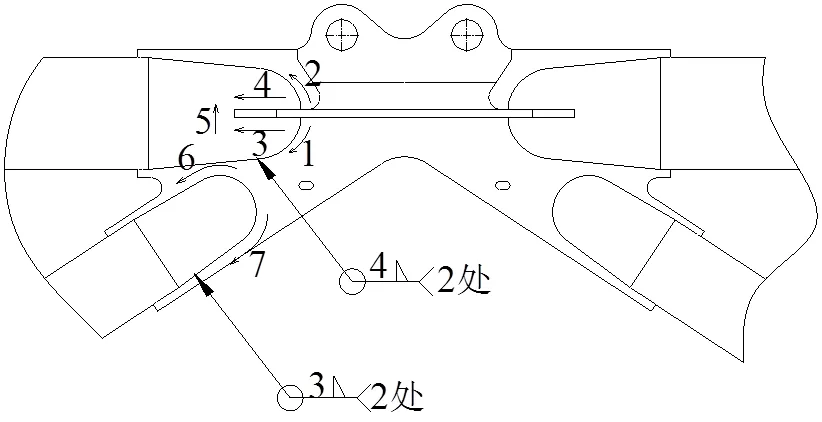
圖5 梁中點接頭區域焊接順序示意圖
3.3.2 下支座區域焊接變形控制
下支座區域匯聚了第一、二、三主承力桿和第二支架支撐桿的環形角焊縫(見圖6a),局部區域的焊縫集中,如果不采取合適的焊接順序將會帶來很大的角變形,給后續的機加工帶來困難,最終影響發動機的裝配。
a. 首先采用剛性固定下支座,增大下支座的剛度,減小焊縫收縮產生的角變形。
b. 要求主承力桿與下支座的裝配間隙≤0.7mm,以利于在焊縫橫向收縮時減小下支座區域的焊接應力。
c. 由于主承力桿外徑尺寸較大,且設計要求焊縫的焊腳為4,封閉的長環形焊縫冷卻收縮的過程中會帶來很大的焊接應力,從而造成主承力桿的扭曲變形以及下支座的角變形,需要利用合理的焊接順序控制,采用分段對稱焊接環形焊縫(圖6b),分段焊接能有效地控制焊接熱輸入,對稱焊接能使得焊接應力相互抵消,從而減小焊接變形,焊接順序從下至上,避免熔滴由于重力作用下墜導致的不便操作的缺點。
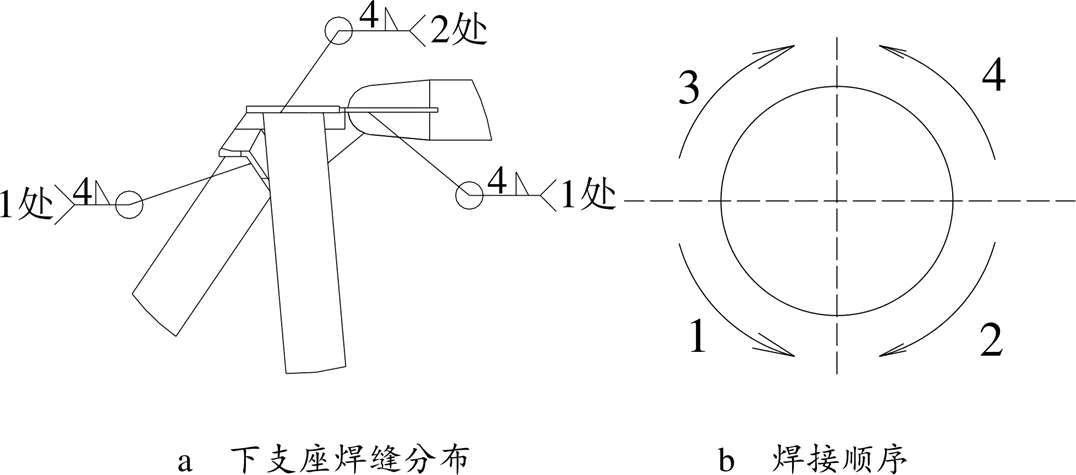
圖6 下支座區域焊縫分布及焊接順序示意圖
3.3.3 上支座焊接區域焊接變形控制
由于上支座通過剛性固定,因此上支座底面焊縫只有在正面焊縫冷卻后翻轉機架才能焊接。正面焊縫如采用連續焊接方法,熱輸入量較大,易產生角變形,為控制其變形,采用如下的焊接順序和方向(圖7),按圖示順序焊接正面焊縫1、2、3、4、5、6,冷卻下架后再焊反面焊縫7、8、9、10、11、12,將焊縫分成3段焊接,有效地控制了熱輸入量,同時也避免了連續施焊可能帶來的燒穿及合金元素的燒損。焊接收弧時將弧坑填滿,避免和防止產生弧坑裂紋。
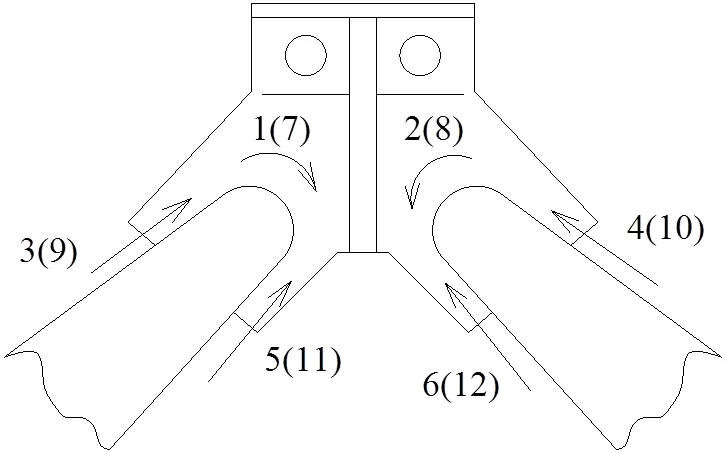
圖8 上支座區域焊接順序示意圖
4 產品性能驗證
4.1 焊縫檢測
按設計要求,產品焊縫需要進行吹砂煤油試驗,不允許有裂紋缺陷。截止到目前,生產的15臺產品焊縫均合格。
4.2 靜力試驗
每批產品抽檢一臺進行批抽檢靜力破壞試驗。測試結果表明,批抽檢件在200t時才出現破壞,驗證了焊接質量控制措施有效。
每臺產品需要進行單倍載荷靜力試驗,位移不大于10mm。經測試,產品在70t噸下位移不大于6mm,滿足設計要求。
4.3 產品尺寸精度
產品機加工后,測量其精度,機架6個上支座所在平面的平面度偏差≤0.15mm;下支座與上支座的平行度偏差≤0.2mm,精度全部滿足設計要求。
5 結束語
采取對稱焊接、分段焊接、剛性固定、控制焊件熱輸入等措施有效地控制了產品的焊接裂紋和變形問題,相關成果已經應用在型號產品生產中,生產的產品通過了靜力試驗的考核,并成功用于飛行,為類似大尺寸空間桁架結構的型號產品生產提供了參考,對提高產品質量可靠性具有重要的作用,具有廣闊的應用前景。
1 宋東明. 30CrMnSiA鋼的焊接[J]. 航天工藝,1992(2):23~25
2 徐賓. 30CrMnSiA殼體激光焊接研究[D]. 成都:四川大學,2002
3 楊學勤. 某型號30CrMnSiA 氣瓶焊接裂紋的研究[J]. 上海航天,1996(4):56~59
4 姜煥中. 電弧焊與電渣焊[M]. 北京:機械工業出版社,1992
5 中國機械工程學會焊接學會. 焊接手冊[M]. 北京:機械工業出版社,2007
Study on Welding Technology of 30CrMnSiA Five Meter Diameter Double Machine Frame
Gao Fenglin Chen Zhikai Yang Haixin Kong Zhaocai Zou Hefei Ma Tiezheng Li Wenwu
(Capital Aerospace Machinery Co., Ltd., Beijing 100076)
The external dimension of a double machine frame was large, the structural rigidity was large, and the material weldability was poor. The welding stress and deformation in the dense weld area were easy to be amplified in the weld and shape edge, resulting in cracks and large welding deformation. By analyzing the material, structure, weld distribution, welding deformation and design technical requirements of the frame, the pre-welding and post-welding treatment methods were formulated to reduce the cooling rate of the weld and the tendency of welding hardening. The welding deformation of the parts was limited by designing special assembly and welding tooling, and developing a reasonable welding order. Through sand blasting kerosene test, no cracks were found on the welds of the frame, the overall dimensions meet the design requirements, and the sampled frame had passed the static test.
double machine frame;crack;welding stress;welding deformation
TG444
A
高鳳林(1962),特級技師,首席技能專家;研究方向:焊接技術工藝應用與實踐。
2021-11-06
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
