原位建筑3D打印兩層辦公室的施工關鍵技術
2022-01-12 01:52:40藺喜強霍亮蘇凱黃云張濤李國友戢文占
中國建材科技 2021年3期
藺喜強 霍亮 蘇凱 黃云 張濤 李國友 戢文占
(1 中國建筑股份有限公司技術中心,北京 101300;2 中建二局廣東建設基地有限公司,廣東 河源 517373;3 中建科技有限公司,北京 100195)
0 前言
建筑3D打印技術本質上是綜合利用施工管理、材料、計算機與機械等技術的特定組合完成工程建造的技術[1-2]。隨著對技術的不斷研究,已經能夠打印一些建筑構件以及結構、形狀不太復雜的小型建筑。目前,對于較大的3D打印示范工程,還主要是打印墻體構件,然后拼裝成設計的建筑成品[3-5]。國內外對建筑3D打印技術在房屋建筑、工程建造領域的探索性研究和應用逐漸增多[6-9]。我國的建筑3D打印技術研究呈現多點開花的態勢,在3D打印機[10-13]、3D打印混凝土[14-16]的研發方面已有許多企業和科研機構取得了不少研究成果,并利用這些成果在實際工程中進行了應用研究[17-19]。
中建技術中心依托中建總公司立項課題《建筑3D打印技術研究及應用示范》,近年來在建筑3D打印系統、3D打印混凝土方面進行了研究,并開展了建筑3D打印技術的應用研究。中建技術中心聯合中建機械公司、中建二局廣東建設基地有限公司在廣東省河源市完成了一座雙層辦公室的原位3D打印的示范工程應用。本文主要介紹其3D打印施工工藝以及在機械、結構、材料方面的施工關鍵技術。
1 工程概況及施工流程
1.1 工程概況
本項目是中建二局廣東建設基地有限公司內部車間旁的一座二層辦公樓項目。基于建設單位對辦公室功能用途的需求和保持廠區整體風格的一致性,建筑項目設計為長方形,地上兩層,底層為2間辦公室和1間展廳,上層為2間辦公室和1間會議室,建筑高度7.2m,建筑面積230m2,占地面積118m2,長向跨度16.7m,寬度7.5m。參見圖1、圖2。

圖1 二層辦公室的建筑設計Fig.1 Architectural design of two-story office

圖2 3D打印施工完成的辦公室Fig.2 The Office completed by 3D printing
1.2 施工工藝流程圖
項目設計的兩層辦公室的施工順序是:基礎施工—首層3D打印結構施工—預制疊合梁板安裝并澆筑—二層3D打印結構施工—封頂—建筑裝修。圖3為施工工藝流程圖。建筑基礎部分與傳統基礎施工工藝相同,在建筑基礎施工時按圖紙位置錨固打印機柱角連接螺栓和生根鋼筋。首層3D打印施工是在墻體3D打印過程中同時進行電路管線、水平鋼筋的布置安裝;打印完成后養護3天,之后進行構造柱豎向鋼筋籠的吊裝,并灌漿或澆筑混凝土;然后吊裝預制梁、板,綁扎鋼筋后澆筑混凝土面層。二層3D打印順序與首層基本相同。3D打印施工部分首層打印用時25.7小時,打印混凝土用量14.75m3,二層打印用時23.8小時,打印混凝土用量13.48m3。打印過程用工9人,其中打印機控制1人,材料制備3人,水平鋼筋布置2人,養護1人,電路管線布置2人。
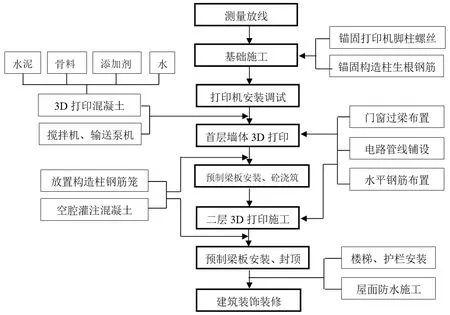
圖3 3D打印建筑施工工藝流程Fig.3 Construction process of 3D printing office
2 原位3D打印建筑施工關鍵技術
本項目建筑面積不大,結構復雜程度比較簡單,但對于首次利用3D打印進行原位打印來說,需要解決包括超大型建筑3D打印機的設計、3D打印混凝土、3D打印控制軟件、模型路徑轉化、建筑結構設計、管線協同施工等多方面的技術問題。
2.1 3D打印建筑的結構設計
按照3D打印辦公室的建筑設計,首先需要解決建筑的結構設計問題。目前,建筑3D打印只能在局部采用鋼筋網片或鋼筋進行加強,難以達到鋼筋混凝土結構的設計規范要求。普遍的混凝土打印形式有兩種:一種是帶肋打印墻體形式,如圖4所示;另一種是純粹的打印模殼的空心墻體形式,如圖5所示。兩種形式的共同點是打印完成后墻體中空部分可以填充混凝土、砂漿或保溫材料。但兩種形式的墻體還有著很大的不同。
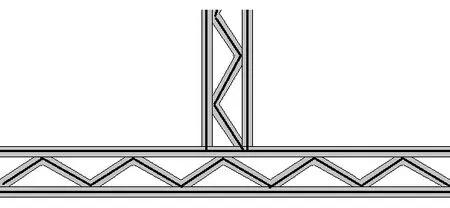
圖4 3D打印帶肋墻體形式Fig.4 3D printed truss wall
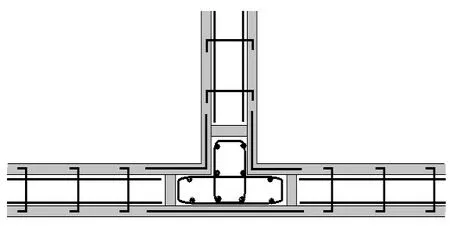
圖5 3D打印中空墻體形式Fig.5 3D printed hollow wall
帶肋3D打印墻體的整體性更好,打印墻體構件時大多采用這種打印形式。但是,如果在原位3D打印建筑中采用這種形式,其打印路徑會變長,3D打印的建造效率會因此降低。采用這種打印形式,建筑設計構造柱結構不易實現,豎向鋼筋問題難以解決。此外,帶肋打印路徑上的水平鋼筋的網片加工和空心部分混凝土灌注的施工效率低。
相比前者,3D打印中空墻體打印形式相當于只打印了模殼,是純粹的混凝土3D打印免模板施工,打印路徑短,施工效率高。在3D打印中空墻體中空腔體中,在構造柱設計的地方吊裝鋼筋籠,通過在打印墻體底部預留焊孔就可以使鋼筋籠與基礎生根鋼筋焊接在一起,后澆筑混凝土使之成為滿足規范的構造柱結構。此外,墻體中空部分沒有打印肋隔阻,后期灌注混凝土或保溫材料施工會更加便捷,并結合砌體結構水平配筋方法澆筑材料與布置的中空拉結筋成為一體,結構性能更好。
因此,本項目選擇3D打印模殼的空心墻體形式作為示范建筑的打印方式。在結構設計上主要參照《砌體結構設計規范》,并結合剪力墻結構的設計特點,進行相對保守的結構設計,這樣3D打印建筑結構符合現有標準規范,能保證結構的安全性。如圖6-圖12所示,項目結構設計的要點主要有:1)利用3D打印混凝土打印整個建筑的模板中空墻體;2)打印的墻體中設置吊裝鋼筋籠,澆筑混凝土形成構造柱結構;3)中空墻體拉筋鋼筋網片后灌注砂漿或混凝土,滿足砌體結構設計要求;4)樓面板以預制疊合梁板吊裝,并布筋澆筑混凝土面層。
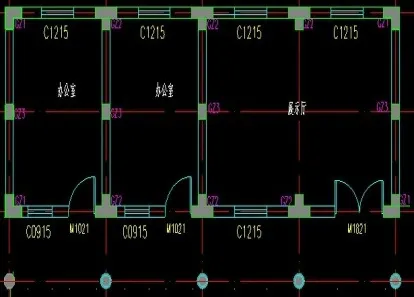
圖6 建筑結構設計Fig.6 Structural design

圖7 水平拉筋Fig.7 Horizontal bars

圖8 豎向鋼筋籠Fig.8 Vertical steel cage

圖9 基礎-鋼筋籠焊接Fig.9 Steel cage welded

圖10 豎向鋼筋籠安裝完成Fig.10 Vertical steel cage installation

圖11 構造柱混凝土灌注Fig.11 Concrete pouring of tectonic columns

圖12 屋面預制梁板結構Fig.12 Precast beam slabs for roof
2.2 建筑3D打印機
2.2.1 打印機的架體形式
本項目的建筑尺寸長16.7m,寬7.5m,兩層高度7.2m。這要求建筑3D打印機需要大尺寸設計、結構形式合理適用、精度高、打印施工運行控制可靠。
目前,國內外建筑3D打印機結構形式有機械手臂式、框架式、龍門架式、極坐標式等。在國內示范應用中,上海混凝土3D打印步行橋和3D打印趙州橋項目采用了機械手臂式3D打印機,在機械手臂運動覆蓋范圍內打印構件,然后裝配完成建筑。機械手臂可以多維度精確運動,靈活智能,但大尺寸構件或建筑的打印會受機械手臂尺寸、成本制約,用于原位打印本項目則無法實現。龍門架式打印機具有結構簡單、成本較低的特點,但是大尺寸下機器的結構穩定性無法達到預期。極坐標式旋轉打印機是一種具有良好前景的建筑3D打印機結構形式,具有結構形式簡單、移動便攜的特點,同期迪拜完成的一座建筑面積640m2、高9.5m的二層建筑就是由極坐標式3D打印機完成的[20]。
依實際需求,項目采用了較為傳統的框架式建筑3D打印機架體形式,并設計開發了適合現場混凝土3D打印的設備。設備可打印的有效范圍為長16m×寬12m×高10m,可在工程現場地基基礎上直接打印一棟占地192m2兩層建筑的豎向圍護結構。打印機主要由6根方鋼立柱、6根頂部橫梁、2根長向滑軌橫梁、1根打印頭移動橫梁組成。打印機由中建技術中心與中建機械共同設計,并由中建機械制造和安裝。設備安裝利用50噸吊車一臺,安裝工8人,用時2天完成了主架體安裝工作。6根立柱與基礎預埋件螺栓連接并調平,動力采用工業伺服電機,運動傳動裝置采用齒輪、齒條的傳動方式,打印機強弱電線路按設計布置后接入3D打印機控制箱即可進行運動調試。
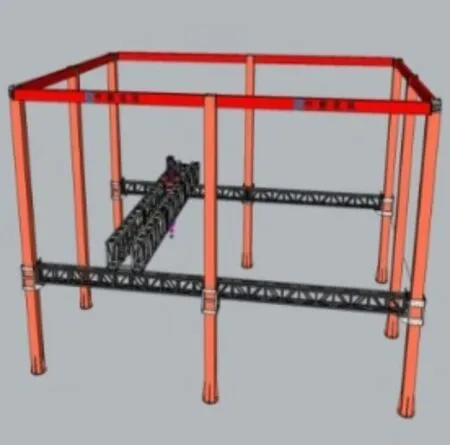
圖13 建筑3D打印機設計Fig.13 M3D Printer Design

圖14 3D打印機的安裝Fig.14 3D printer installation
2.2.2 3D打印頭的形式

圖16 控制系統Fig.16 Control system
現場原位3D打印建筑的打印路徑多,遇到門窗等需要跳過路徑時,打印頭會有頻繁的啟停動作,一些轉向及打印線路閉合重疊部分的打印精度都與打印頭有關,因此,打印頭是建筑3D打印機的重要組件。
目前,有的研究機構采用偏心曲軸螺桿泵作為擠出頭。偏心曲軸螺桿泵為容積式轉子泵,主要工作部件是偏心螺旋體的螺桿和內表面呈雙線螺旋面的螺桿襯套。但是,依靠偏心螺旋體和雙線螺旋面襯套的擠出裝置在建筑3D打印混凝土的擠出上存在不足:首先,偏心曲軸泵一般適合輸送砂漿材料,輸出流量偏小;其次,偏心曲軸泵靠曲軸轉子和雙線螺旋桿套緊密包裹,其擠出壓力大,在材料含有少量粗顆粒時對轉子磨損大,甚至卡死。
所以,為更好地在前端對打印精度進行控制,研究設計制作了如圖17-圖18所示的打印頭,其料斗容量約60L,采用方形出料口。打印頭安裝有監控,并與控制臺連接,可隨時監控其運行狀態。打印頭擠出螺桿裝置的轉子設計成直桿螺旋葉片,定子為專門定制的直筒型柔性耐磨橡膠套,且外包鋼管套。轉子螺旋葉片邊緣和定子橡膠套之間緊密結合,在擠出打印混凝土時螺旋葉片和橡膠套之間不會出現擠出壓力損失,保證擠出料的均勻。螺旋葉片中心桿和橡膠套之間的間隙大小為擠出裝置可擠出的打印混凝土骨料的最大粒徑。這種簡易的裝置具有定子和轉子磨損小、結構簡單、維護成本低的特點,同時,還能擠出較大粒徑骨料的3D打印混凝土。如圖19,通過打印頭的材料出料控制,打印的墻體紋理整齊,出料均勻,具有很好的整體平整度。

圖17 3D打印頭Fig.17 3D printer squeeze head

圖18 打印頭的螺桿裝置Fig.18 Screw device of printer head

圖19 打印的墻體效果Fig.19 Printed wall surface
2.2.3 建筑模型的路徑轉化方案
3D打印是一種以數字模型為基礎的快速成型技術。目前,3D打印從數字模型向打印路徑的轉化方式主要通過Cura、Simplify等切片軟件將三維模型切片處理轉化為G-code等打印控制軟件能識別的數據包,然后導入打印機。這種數據轉化適合處理復雜模型、小型模型,也比較適合塑料金屬模型打印。但是,在大型三維模型切片處理上,由于模型尺寸大、切片后數據包大,在實際打印過程中容錯率低。因此,項目針對不復雜的建筑3D打印,將建筑模型豎向分解為窗下、窗底-窗頂,窗頂-墻頂三個部分。通過對模型的分割,并通過開發的簡易路徑軟件編輯出各部分的二維打印路徑數據文件,把數據文件直接導入控制軟件即可打印施工。這種方式適于建筑3D打印,具有簡單、路徑數據錯誤少、數據文件小、打印控制軟件運行穩定不易出錯的特點。圖20為辦公室三維模型,圖21為將編輯的簡易路徑文件導入3D打印控制軟件。
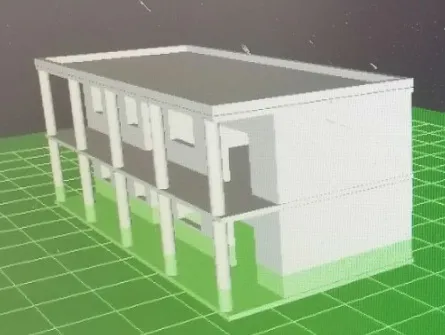
圖20 項目建筑三維模型Fig.20 3D model of the project
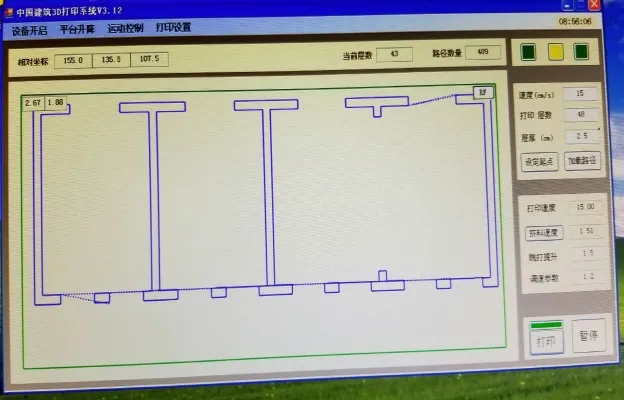
圖21 3D打印簡易路徑的導入控制軟件Fig.21 Import control software of two-dimensional simple print path
2.3 3D打印混凝土制備
2.3.1 3D打印混凝土體系
目前研究較多的3D打印混凝土主要分為三種類型:普通硅酸鹽水泥基3D打印混凝土、特種水泥基3D打印混凝土、工業固廢為主要原材的地質聚合物3D打印混凝土,其中以水泥基3D打印混凝土應用為主。由于3D打印機輸送和擠出設備的限制,粗骨料3D打印混凝土還沒有較多的實際應用,目前仍以砂漿3D打印材料為主。
特種水泥基3D打印混凝土的主要原材料是快硬硫鋁酸鹽水泥、摻合料、細骨料、纖維、調凝外加劑及功能型外加劑,其具有凝結時間短、強度發展快、材料體系不收縮、養護要求較低等性能特點,目前被許多3D打印示范項目所應用。其不足主要在于對環境溫度敏感、凝結硬化水化熱大、攪拌泵送設備清理困難、施工管理水平要求高,容錯率低。普通硅酸鹽水泥基3D打印混凝土主要由普通硅酸鹽水泥、摻合料、細骨料、纖維、調凝組分、功能外加劑組成,其中調凝組分可以是快硬硫鋁酸鹽水泥、高鋁水泥、混凝土速凝劑等單種或多種選擇。普通硅酸鹽體系的3D打印混凝土相比特種水泥基體系,其優點是凝結時間和工作性能控制容易、異常凝結少、材料成本較低、攪拌輸送設備易清洗,但是其明顯的缺點是收縮比較大、養護保濕要求高、不適合低溫環境使用等。
基于項目所在地區氣溫較高及打印混凝土性能穩定性、攪拌輸送設備維護等考量,項目使用普通硅酸鹽水泥基3D打印混凝土體系。原材料選用當地P.O42.5水泥、粒徑≤3mm的河砂、硫鋁酸鹽水泥為早強組分、6mm高彈高模聚丙烯纖維,外加劑有減水劑、膨脹劑、高分子聚合物、消泡劑、增稠劑、觸變劑等。3D打印混凝土的凝結時間主要由外加劑調節控制,為方便現場攪拌,制備3D打印材料所用外加劑按配比預拌裝袋。參見圖22。

圖22 預拌的3D打印混凝土外加劑Fig.22 3D printing concrete admixture
2.3.2 3D打印混凝土的配合比
混凝土配合比應綜合考慮結構設計、打印性、力學性能與耐久性的要求。配合比依據三相圖結合鮑羅米公式和最佳漿骨比的經驗值進行設計,為3D打印混凝土提供一個可借鑒的取值范圍,如圖23所示。三相圖表示了強度和膠骨比、水膠比的基本關系。通過膠凝材料和骨料比例、水膠比的調整,并根據材料的凝結時間和其他性能要求添加外加劑,可以得到基本的打印混凝土或砂漿的配合比,在基本配合比的基礎上通過可行性試驗得到生產配比。在配制3D打印混凝土時,配制強度需要考慮3D打印工藝導致的混凝土強度損失率,其應根據3D打印工藝通過試驗確定,無法通過試驗確定時可取15%。
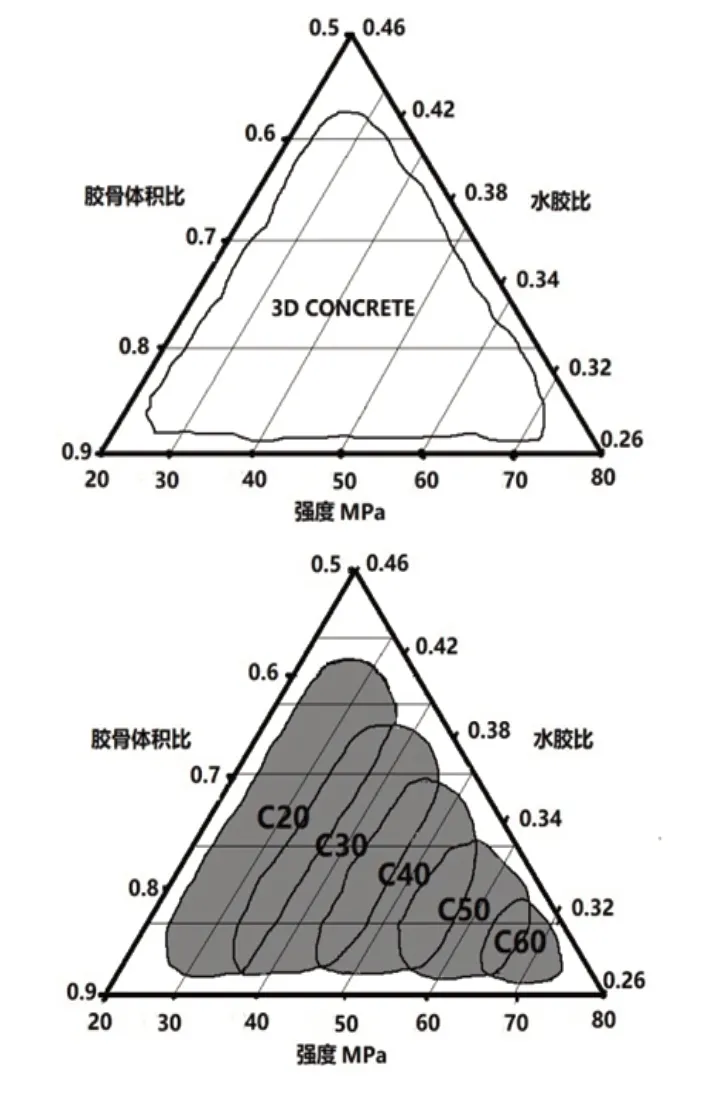
圖23 3D打印混凝土配合比設計參考三相圖Fig.23 Three-phase diagram of 3D printed concrete mix design reference
本項目結構設計3D打印混凝土強度等級C30,考慮3D打印強度損失率,按C40配制混凝土。參考配合比三相圖取值,并實際試配:水膠比0.4,膠凝材料和骨料體積比0.8(膠凝材包括P.O42.5和SAC42.5),早強組分硫鋁酸鹽水泥(SAC42.5)內摻8%,CSA高性能膨脹劑外摻5%,其他功能外摻2%,纖維體積摻量0.02%。
2.3.3 3D打印混凝土的性能
目前,對3D打印混凝土性能和質量的控制主要在于一般性能和可打印性能的評定和控制。在原位3D打印施工中,由于單層打印路徑較長,打印每一循環約10min,因此材料的凝結時間根據當地水泥調節為1h左右,以便施工和增強層間粘結力。配合比中有抗裂纖維,以及硫酸鹽水泥和CSA高性能膨脹劑生成鈣礬石的膨脹組分,施工過程和硬化后全程采取自動化噴霧養護,充分的養護條件使材料中的膨脹組分具有良好的水化,補償了材料收縮。此外,打印材料凝結時間短,減小了膨脹劑在材料硬化早期的膨脹作用損失,使硬化后打印混凝土體積收縮大大減小。圖24為16.5m打印墻體,無收縮開裂。對施工過程的混凝土現場取樣進行強度測試,1d抗壓強度18.9MPa,28d達到56MPa。表1為項目實際配置的3D打印混凝土的性能參數。

圖24 3D打印墻體收縮和裂縫控制Fig.24 3D printed wall shrinkage and crack control

表1 3D打印混凝土的性能及檢驗方法Tab.1 The Properties and testing methods of 3D printing concrete
2.4 3D打印建筑的施工工藝
2.4.1 3D打印材料的制備和泵送
工程需要3D打印混凝土約30方。3D打印材料制備工藝如下:1)材料制備。先加入稱量好的4/5水,將稱量備好的原材料按水泥-砂-外加劑順序投料后拌和30s,再加剩余1/5水攪拌30s后加入纖維完成投料,繼續攪拌2min后制備完成。2)將制備完成的打印材料卸料至螺桿輸送泵中,啟動泵機輸送至打印頭料斗。3)打印頭螺旋桿先反轉,待打印頭料斗中材料液面至2/3處即可開始打印。打印過程通過輸送泵轉速控制,輸料速度與打印頭用料速度匹配,即可連續打印施工。圖25-圖30為打印材料的制備、泵送過程。每次施工結束應及時對打印頭、攪拌設備、輸送設備進行徹底清洗。

圖25 現場材料攪拌裝置Fig.25 Material mixing device

圖26 現場3D打印材料的制備Fig.26 Preparation of 3D printing materials

圖27 材料的出機狀態Fig.27 Workability of the material

圖28 大功率螺桿泵Fig.28 High-power screw pump

圖29 泵管的布置Fig.29 Pump tube layout

圖30 打印頭出料Fig.30 Extrusion process
2.4.2 3D打印施工
辦公樓結構柱和墻體采用3D打印施工,墻體內灌注混凝土,單條打印寬度控制在50±5mm范圍內,單層厚度25mm。門頂、窗頂按設計在布置鋁合金輕質過梁后繼續上層打印,如圖32。每次施工前對上次施工完成的表面涂刷專用界面劑,如圖33。打印施工過程中,根據設計要求布置水平拉筋,布筋時嚴禁用力擠壓墻體,鋼筋布置方式如圖34所示。

圖31 墻體3D打印施工Fig.31 Wall 3D printing

圖32 門窗過梁Fig.32 Door and window beams
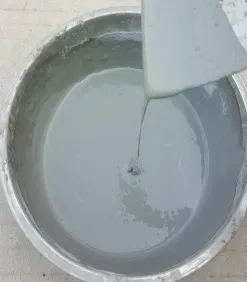
圖33 新舊層間界面劑Fig.33 Interlayer interface agent

圖34 水平布筋Fig.34 Horizontal reinforcement
2.4.3 電路管線安裝
辦公室的電路管線預埋施工與3D打印施工穿插同步進行,提前預制好管線盒,當打印至一定高度后在打印的墻體未硬化前用鏟刀切割出暗盒安裝槽,然后安裝,暗盒之間的線管在墻體空腔內,線管利用定位鋼筋或直接與鋼筋網片綁扎固定。一層至二層線管的預埋,通過空腔內的線管確定位置,在梁的側面開槽預埋線管。參見圖35-圖37。
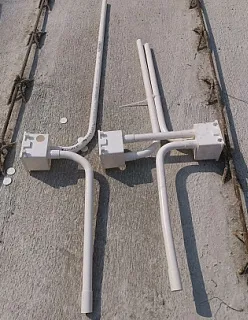
圖35 預制管線盒Fig.35 Electric wire tube

圖36 快速安裝Fig.36 Quick installation

圖37 管線集合的安裝Fig.37 Installation of line pipe assembly
2.4.4 打印墻體的養護
項目采用普通硅酸鹽水泥基3D打印材料,打印墻體為中空、大跨度、無施工縫結構,因此3D打印墻體的合理養護非常重要。3D打印混凝土相比傳統混凝土在養護措施方式和養護措施介入時間方面具有很大優勢。3D打印混凝土擠出后就具有了自立性,所以在初凝前就能夠采用人工噴霧、自動化噴霧的方式開始超早期養護,有效防止由于水分蒸發散失引起的塑性階段收縮開裂風險。硬化后繼續以自動化噴霧養護結合局部人工輔助澆水養護至7天即可。
項目利用3D打印機的升降框架和移動橫梁設計布置了自動霧化噴淋系統,在打印過程中噴霧,既可以提高打印過程中混凝土層間的粘結力,又避免了混凝土早期失水過快引起的開裂,同時該系統還可以用于后期的無人養護,降低了人工成本,為建筑質量提供了保障。參見圖38-圖40。

圖38 人工噴霧養護Fig.38 Manual spray curing

圖39 施工過程中自動噴霧養護Fig.39 Automatic spray curing during the process

圖40 硬化后自動噴霧養護Fig.40 Automatic curing after hardening
2.4.5 預制疊合梁板、廊柱的安裝
按結構設計梁采用疊合梁,樓板采用預制疊合板,走廊廊柱為3D打印輪廓,內部灌注混凝土。疊合梁44個,疊合板24個,廊柱上下樓層各5根。
疊合梁板施工流程如圖41所示,現場施工參見圖42-圖44。

圖41 疊合梁板施工工藝流程Fig.41 Construction processes of superposed beam and slab
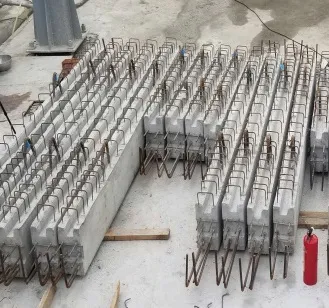
圖42 預制梁Fig.42 Precast beam

圖43 預制樓板Fig.43 Precast floor slab

圖44 預制梁板的吊裝Fig.44 Lifting of precast beam and slab
先3D打印完成廊柱的外模殼,每根廊柱由2根打印柱疊加組成。施工安裝廊柱鋼筋籠,鋼筋籠軸心誤差不大于±5mm,將打印完成的廊柱模殼進行吊裝,由上至下套入鋼筋籠,置于底板或樓板,底部采用墊塊調平,吊裝完成后兩側設支撐,調整廊柱垂直度,用支撐套箍支撐,后期灌注混凝土,如圖45-圖47所示。

圖45 3D打印廊柱模Fig.45 3D printed column mold
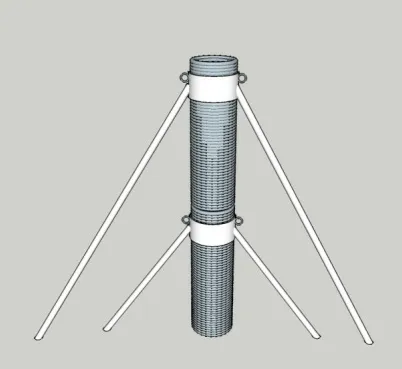
圖46 廊柱打印模的支撐Fig.46 Support of printing mold

圖47 施工完成的廊柱Fig.47 Finished corridor pillars
2.4.6 3D打印建筑的裝飾裝修
建筑3D打印本身整體表面平整度良好,打印紋理整齊有特色,所以對完工的建筑不做表面裝修處理,留存3D打印混凝土原色和打印紋理,僅做門窗安裝、水電照明及二層鋼制樓梯和圍欄的安裝。如圖48-圖51所示。

圖48 預制鋼結構樓梯Fig.48 Steel structure stairs

圖49 二樓護欄Fig.49 Second floor guardrail
圖50 室內照明Fig.50 Interior lighting

圖51 室內裝修Fig.51 Interior decoration
3 總結
通過二層辦公室項目的原位3D打印施工,對原位3D打印應用技術,包括工藝、材料、設備、建筑設計等進行了積極的探索和驗證。此原位3D打印建筑示范應用工程具有以下技術創新:1)設計開發了適合現場混凝土3D打印的設備,可打印的有效范圍為長16m×寬12m×高10m,可在工程現場地基基礎上直接打印一棟占地192m2雙層建筑的豎向圍護結構。該設備具有模塊化、高精度、多功能等技術特點。2)開發了適合現場3D打印施工的3D打印混凝土專用添加劑。添加劑由凝結時間控制組分、抗裂組分、工作性能調節組分等多種功能組分組成。只需按建議摻量添加,將普通硅酸鹽水泥、骨料、水、添加劑四種組分攪拌混合均勻,即可制備出性能優良的適合現場施工用3D打印混凝土。3)設計了一種打印建筑豎向鋼筋籠放置和連接方法,解決了打印混凝土結構構造柱根部節點與基礎連接的施工難題。4)優化原位3D打印混凝土的裂縫控制技術。通過添加CSA高性能膨脹劑和高彈、高模纖維等抗開裂組分,同時控制3D打印混凝土用水量和凝結時間在1h左右,使得3D打印混凝土早期強度發展快,減小了膨脹劑在3D打印混凝土硬化早期的膨脹作用損失,使硬化后打印混凝土體積收縮大大減小。此外,施工技術方面,在施工中采用了全程自動噴霧裝置,打印過程中和混凝土硬化過程中都能進行混凝土保濕養護,減少了混凝土的干縮,材料中膨脹組分的良好水化補償了普通水泥的化學收縮。
隨著打印材料、打印設備、結構體系、設計方法、施工工藝和標準體系等方面研究成果的不斷豐富,建筑3D打印會擁有廣闊的應用前景。建筑3D打印技術與現有施工技術是互補的,是對傳統施工技術一個強有力的補充。3D打印技術無疑將推動制造業的數字化發展,將建筑施工與3D打印結合,促進建筑業轉型升級。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
北方建筑(2021年6期)2021-12-31 03:03:54
建材發展導向(2021年9期)2021-07-16 07:11:36
文苑(2020年10期)2020-11-07 03:15:36
現代裝飾(2020年6期)2020-06-22 08:43:12
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
