深水海底管道手鐲式陽極的安裝工藝優化
2022-01-10 07:48:42魯振興王志業王旭東高指林崔成楊
石油工程建設 2021年6期
魯振興,王志業,王旭東,高指林,崔成楊
海洋石油工程股份有限公司,天津 300452
近年來的勘探研究表明,海底尤其是深海海底埋藏著十分豐富的石油和天然氣資源,海洋已成為我國油氣開發的重要接替區[1]。例如在我國南海,石油儲量約有230×108~300×108t,天然氣338×1012m3,其中70%在深水[2]。加大海洋油氣資源尤其是深水油氣資源的開發力度刻不容緩。
海底管道是進行海洋油氣資源開發的重要工程設施[3],由于鋼材在海洋環境中腐蝕嚴重,海底油氣管道一旦發生腐蝕泄漏將帶來嚴重的環境問題和巨額的經濟損失,因此海底管道的防腐蝕非常重要。考慮到海底管道防腐蝕的重要性,以及海底管道鋪設和維護的高技術、高投入、高風險特點,海底管道一般采用外涂層和陰極保護相結合的方式進行防腐蝕[4]。犧牲陽極是海底管道常用的陰極保護手段,是對海底管道涂層保護的必要補充,安裝在海底管道上的手鐲式陽極可以對海底管道提供長期、有效的保護。
同淺水海底管道一樣,深水海底管道的手鐲式陽極一般也在鋪管船作業線內安裝,然后沿著托管架或其他裝置隨海底管道一起入水。深水海底管道鋪設過程中,施工技術風險較大、作業船舶費用高昂,對深水海底管道鋪設的各作業環節以及手鐲式陽極的質量和效率提出了更高要求。本文分析了傳統手鐲式陽極安裝工藝應用于深水海底管道鋪設時存在的不足,對手鐲式陽極的安裝形式進行了優化,給出了一種適用于深水海底管道鋪設的新型手鐲式陽極安裝工藝。
1 傳統手鐲式陽極安裝工藝
1.1 安裝形式與工藝
根據手鐲式陽極半瓦在海底管道上固定方式和電連接方式的不同,傳統手鐲式陽極安裝工藝一般分為以下兩種。
(1)焊接式安裝形式,如圖1所示:手鐲式陽極的陽極芯沿海底管道的軸向伸出,陽極芯與海底管道直接焊接,從而使陽極半瓦固定在管體上并與之實現電連接。其安裝工藝見表1。
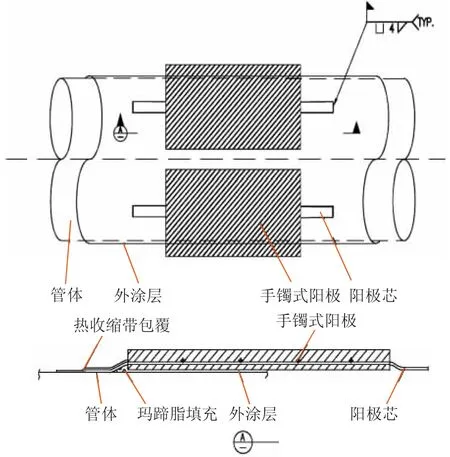
圖1 傳統手鐲式陽極焊接式安裝形式
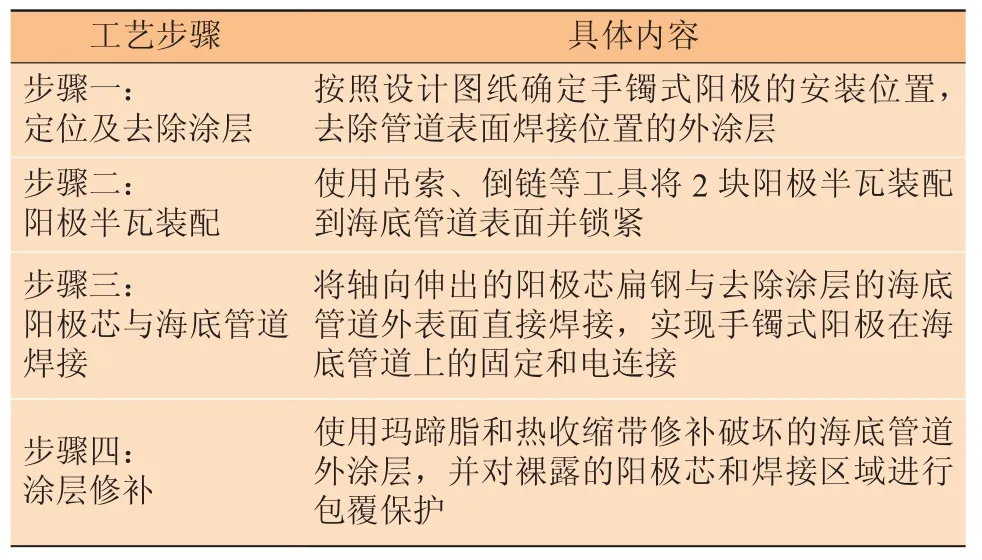
表1 傳統手鐲式陽極焊接式安裝工藝
(2)導線式安裝形式,如圖2所示:手鐲式陽極的陽極芯扁鋼沿海底管道環向伸出,陽極芯扁鋼相互焊接使陽極半瓦在管道上抱緊固定,然后通過導線實現陽極與海底管道的電連接。該安裝工藝如表2所示。
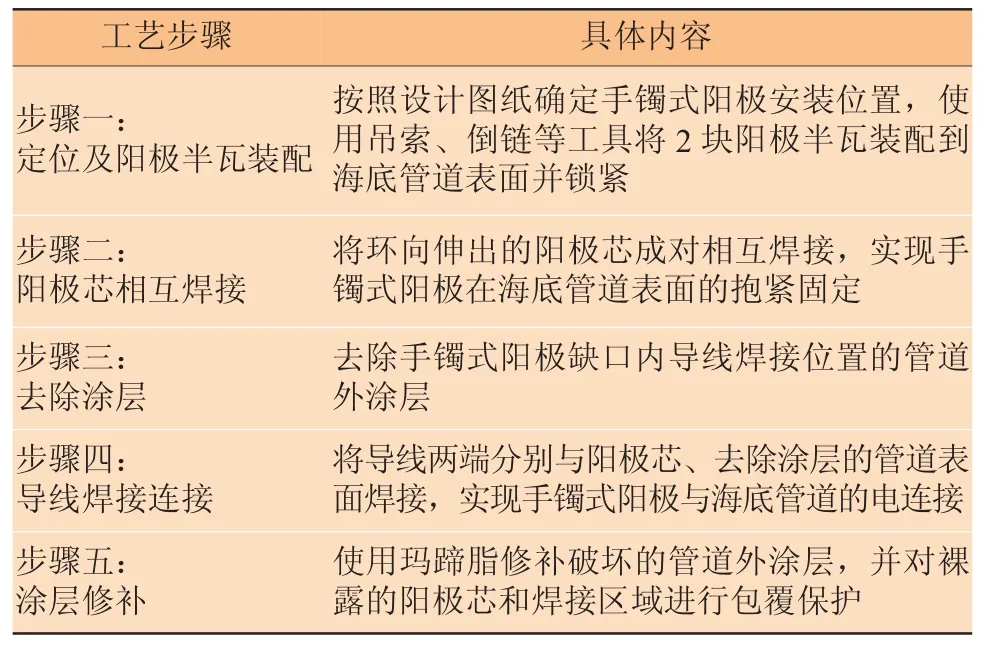
表2 傳統手鐲式陽極導線式安裝工藝
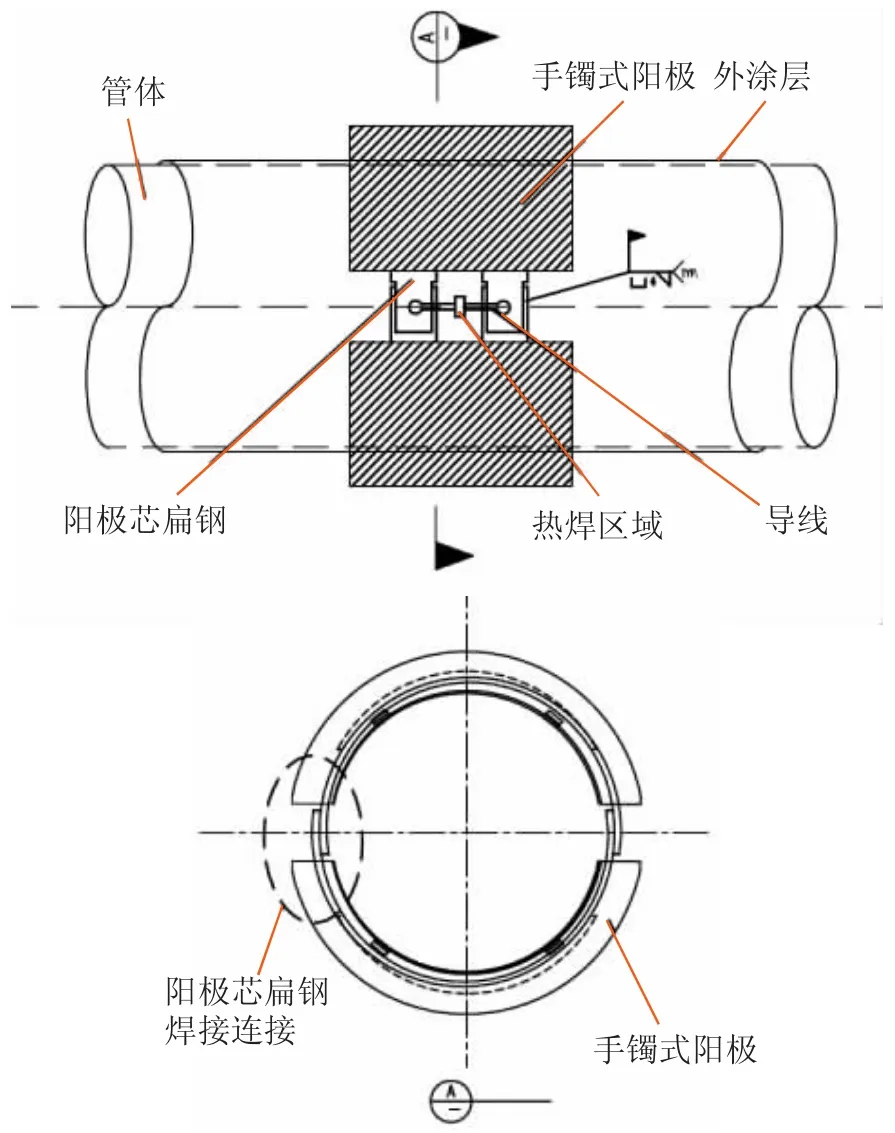
圖2 傳統手鐲式陽極導線式安裝形式
1.2 安裝工藝的不足
深水海底管道鋪設時,船舶費用高、施工風險大,對手鐲式陽極安裝的質量、效率提出了更高要求;另外,深水海底管道鋪設張力高于淺水,手鐲式陽極通過托管架或其他裝置下水時所受的摩擦阻力更大,容易發生滑脫。針對深水海底管道鋪設中對手鐲式陽極安裝的要求,傳統手鐲式陽極的焊接式和導線式安裝工藝都存在一些不足,具體分析見表3。

表3 傳統手鐲式陽極安裝工藝的不足
從表3可以看出,傳統的手鐲式陽極安裝工藝均存在施工效率低的問題,而且均未考慮海底管道鋪設時陽極下水過程中的受力情況,存在陽極滑脫失效的風險,不滿足深水海底管道鋪設的要求。在某深水海底管道鋪設項目中,就曾出現過手鐲式陽極通過托管架下水時發生脫落的情況。
2 優化后的手鐲式陽極安裝工藝
2.1 手鐲式陽極安裝形式的適應性優化
為適應深水海底管道鋪設對手鐲式陽極安裝高效率、高質量的要求,本文對用于深水海底管道的手鐲式陽極的陽極芯結構形式、安裝形式等進行了一些適應性優化:
(1)為克服傳統工藝中陽極芯手工焊接效率低、涂層剝除和修補工作量大的問題,采用“環向扁鋼+螺栓系統”代替陽極芯與海底管道之間的焊接固定。具體為:在手鐲式陽極沿海底管道軸向伸出的陽極芯扁鋼上增加焊接環向扁鋼,并附帶螺栓系統;成對的手鐲式陽極在海底管道表面抱緊后,不是通過陽極芯與海底管道焊接固定,也不是通過陽極芯之間相互焊接固定,而是通過環向扁鋼附帶的螺栓系統提供的扭矩壓力將陽極在海底管道表面抱緊固定。
(2) 為防止手鐲式陽極在下水過程中發生滑脫,利用計算機模擬分析海底管道鋪設時陽極下水過程所受的最大摩擦阻力,計算出螺栓系統的扭矩,確保手鐲式陽極下水過程中在極限受力情況下不出現滑脫。其中螺栓的扭矩可以按照式(1)計算[5]:

式中:T為螺栓扭矩,K為擰緊力矩系數,F為預緊力,d為螺紋公稱直徑。
單個螺栓最小預緊力F可按照式(2) 簡化計算,同時不應超過螺栓的許用預緊力。

式中:Fmax為陽極所受的最大摩擦阻力,n為螺栓數量,μ為摩擦系數。
(3)根據螺栓扭矩及預緊力要求,選用合適的防松脫螺栓,并在海底管道涂層與陽極之間增加防滑橡膠片,進一步增強陽極和涂層之間的摩擦力。
(4) 將手鐲式陽極邊緣由直角改為45°斜角,以減少陽極下水時的摩擦阻力。
(5)采用銅釬焊技術安裝導線,實現手鐲式陽極與海底管道之間的電連接。
(6)采用快干型雙組分無溶劑涂料修復導線銅釬焊窗口區域,以確保陽極安裝后海底管道能迅速下水。
優化后的海底管道手鐲式陽極安裝形式見圖3。
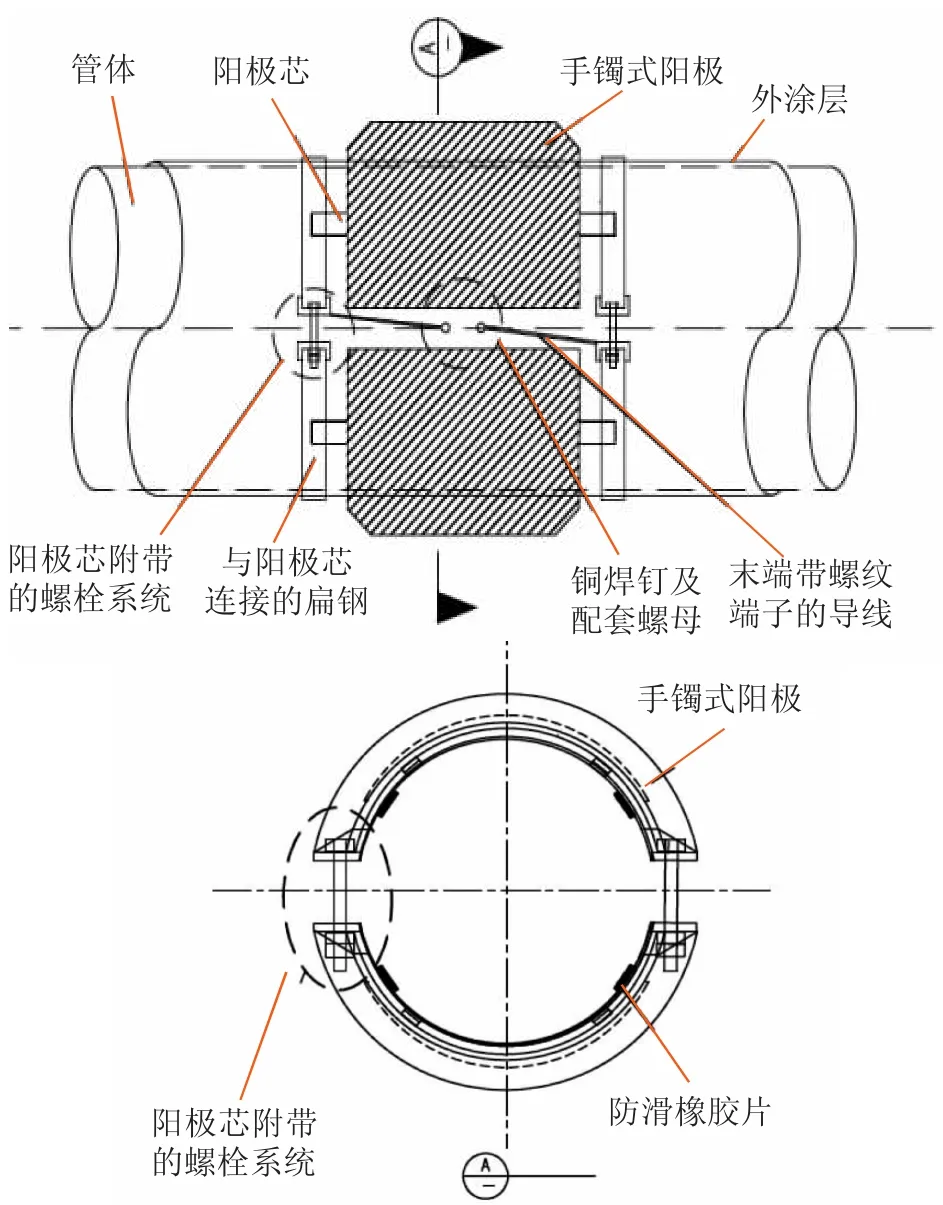
圖3 優化后的手鐲式陽極安裝形式
2.2 優化后的手鐲式陽極安裝工藝
通過對深水海底管道手鐲式陽極的陽極芯結構形式、安裝形式的優化,本文給出了優化后的深水海底管道手鐲式陽極安裝工藝[6],具體見表4。
上述優化后的深水海底管道手鐲式陽極安裝工藝避免了陽極芯與海底管道之間及陽極芯之間的焊接工作,大幅減少了管道涂層的剝除面積,通過預先的計算分析,規避了陽極下水過程中滑脫失效的風險。同時,安裝工藝的前3個步驟均可在手鐲式陽極安裝前完成,鋪管作業線上僅需進行陽極半瓦裝配、螺栓系統緊固和導線連接工作。
上述深水海底管道手鐲式陽極安裝形式和工藝已應用于南海區域某深水項目,經過該項目驗證,優化后的工藝有效克服了傳統手鐲式陽極安裝工藝的不足,能夠滿足深水海底管道鋪設的高質量、高效率要求。
3 結束語
深水海底管道鋪設對手鐲式陽極安裝的質量和效率提出了較高的要求。本文分析了傳統手鐲式陽極安裝工藝應用于深水海底管道鋪設時,存在的安裝效率低、陽極存在滑脫風險等問題。在此基礎上,結合深水海底管道鋪設的質量、效率要求,對手鐲式陽極安裝形式進行了適應性優化,包括使用“環向扁鋼+螺栓系統”代替陽極芯與海底管道之間的焊接固定,運用計算機模擬分析了極限受力工況下螺栓扭矩,采用銅釬焊技術和快干型修補涂料等進行焊接和修補,并給出了優化后的手鐲式陽極安裝工藝。經過深水海底管道鋪設項目驗證,優化后的工藝能夠滿足深水海底管道鋪設中對手鐲式陽極安裝的高質量、高效率要求。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
