Q420B等邊角鋼腿部微裂紋成因及解決措施
2022-01-08 07:53:08趙長忠
山東冶金 2021年6期
關鍵詞:裂紋
張 軍,藺 筠,趙長忠
(石橫特鋼集團有限公司,山東 肥城 271612)
縱觀國內外專著專項描述角鋼表面裂紋的章節較為簡略,當生產遇到突發情況時,需要進行綜合論證分析才能找到問題根源;因此,解決角鋼腿部微裂紋質量問題,具有重要的實用價值。石橫特鋼生產的Q420B等邊角鋼的支腿部位上表面邊部,出現不規律的表面微裂紋,排查判斷與鋼坯表面質量有關系。
1 表面微裂紋問題的排查
表面微裂紋根據表面特征,結合相關文獻中的介紹,微裂紋表觀特征與發裂、星裂紋、氣泡有些接近[1]。
1.1 排查項目
結合實際情況,排除了物料潮濕(結晶器保護渣、轉爐及精煉爐用渣料及輔料)、脫氧不良、鋼中Cu、Sn、S等元素影響,然后結合鋼種及生產組織特點,進行了分項排查:1)Q420B 區別于Q355B 的主要因素就是Q420B含V,且采用釩氮合金增釩;除V外,C、Si 元素基本上相同,Mn 元素基本上相差無幾。結合氮化鋁、氮化釩對鑄坯表面質量的影響,選擇含N 量偏低甚至不含N 的含釩合金進行合金化試驗。2)排查結晶器、連鑄噴淋冷卻系統、拉矯機系統;排查結晶器振動系統及結晶器保護渣。
1.2 排查過程
(1)通過初步分析判斷角鋼微裂紋是鋼坯表面缺陷造成等,表面缺陷的源頭為結晶器,將各流次的結晶器全部更換為新結晶器,同時更換了足輥及夾持段的噴嘴,隨后生產2個中間包的Q355B,在軋材上未發現問題。根據失效分析報告,進一步明確了裂紋缺陷來自鋼坯表面缺陷。角鋼表面發現微裂紋,分別取4個試樣裂紋處橫截面高倍觀察,4個試樣裂紋兩側及向內延伸處有大量氧化圓點及高溫氧化物用4%硝酸酒精溶液腐蝕,4 個試樣裂紋兩側完全脫碳。
(2)由于生產Q355B 鋼坯軋制時無問題,試生產的Q420B 為提高鋼坯表面質量,采取了以下措施:降低結晶器水流量,通過緩冷減緩鋼坯在結晶器內形成裂紋,結晶器進出水溫差由8 ℃提高到8.5~9 ℃。降低二冷水比水量,通過降低冷卻強度,提高鋼坯矯直溫度。經過測量,鋼坯進入拉矯機時鋼坯表面溫度約1 050 ℃,能夠較好地避開“脆性口袋區”。在軋制時,仍然發現個別支數有裂紋,但裂紋程度減輕,角鋼表面缺陷減少,說明降低冷卻強度對于減輕微裂紋有幫助,但是未徹底消除。在生產時安排取鋼坯低倍,鋼坯低倍內部質量良好,觀察鋼坯表面低倍時,發現個別鋼坯存在輕微的星狀裂紋,鋼材裂紋可能與鋼坯表面星狀裂紋有較大關系。
(3)軋制Q355B 鋼沒有問題,但是軋制Q420B鋼會出現問題。結合Q355B 與Q420B 兩鋼種成分差距在[V]、[N]含量,并且使用的該批釩氮合金氮含量為16.82%,為歷次檢測氮含量最高的一批,較正常批次釩氮合金氮含量高2%左右,成品及坯樣平均氮含量較以往高0.005%~0.007%。由于釩氮結合容易在晶界處析出,易產生裂紋。于是更換含氮量較低的釩氮合金和氮化釩鐵,釩氮合金選用含量較低的批次,生產Q420B 鋼2 爐;使用氮化釩鐵生產9 爐Q420B,軋制時鋼材還是能發現個別支數有裂紋。使用釩氮合金與氮化釩鐵的氮含量對比見表1。
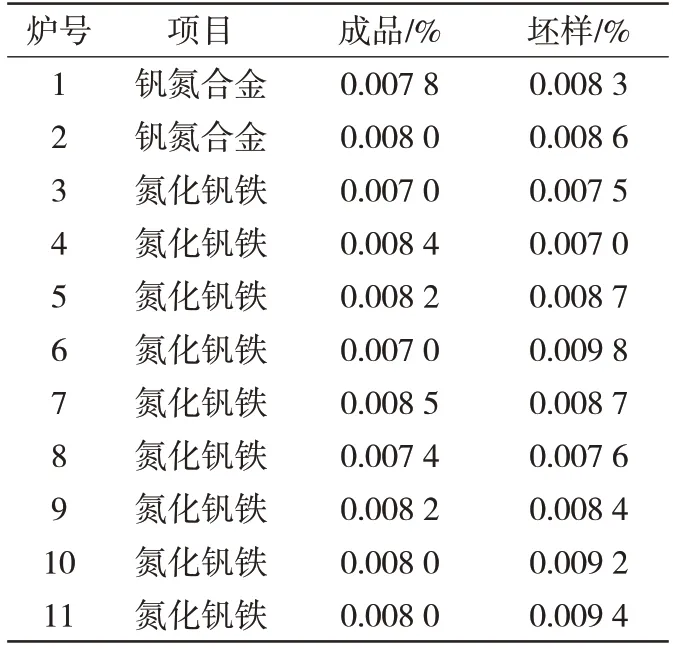
表1 Q420B鋼使用氮化釩鐵和釩氮合金生產爐次氮含量
(4)試用高強度鋼材產品專用保護渣。試生產6爐次Q420B鋼,取試驗爐次的低倍酸洗,發現鋼坯內弧表面形狀裂紋沒有完全消除,軋制時也發現裂紋,說明高強度鋼材產品結晶器保護渣并不適合Q420B鋼種。
(5)使用釩鐵替代釩氮合金。為了進一步驗證鋼水釩、氮元素對此次角鋼缺陷的影響程度,使用釩鐵生產3爐Q420B鋼種,生產完畢在軋制時未發現角鋼表面裂紋,但通過做鑄坯內弧表面檢查,鋼坯表面星狀裂紋并沒有完全消除。
(6)為了與Q355B 鋼坯內弧表面做對比,在生產Q355B鋼時取內弧表面低倍酸洗后,個別流次也發現了輕微的星狀裂紋,嚴重程度較Q420B鋼輕很多,在軋制Q355B鋼時鋼材表面沒有裂紋。
(7)查找設備原因。測量振動臺運行工況,通過波形圖觀察,排除了振動臺工況問題。
(8)試用包晶鋼保護渣。由于鋼坯內弧星狀裂紋一直未完全消除,多次排查生產工藝執行情況無異常,經多次討論分析,一致認為結晶器保護渣存在問題的可能性較大。同時,對在線使用的保護渣取樣進行分析化驗,結果顯示,本批次結晶器保護渣理化指標與質保書有差距,特別關鍵指標熔點升高了30 ℃。考慮到Q420B鋼種[C]含量在0.14%~0.18%,仍在包晶鋼范圍內,決定試用生產耐低溫鋼的包晶鋼保護渣,并安排每流取1塊內弧鋼樣。酸洗后,鋼坯內弧表面未發現星狀裂紋。用包晶鋼保護渣生產的Q420B 鋼在軋制時也未發現鋼材表面裂紋。
(9)鑄坯掃描電鏡(SEM)分析。通過對鑄坯試樣3個裂紋部位線切割取樣,分別在各樣品的裂紋處、裂紋周邊基材、遠離裂紋基材取樣,進行SEM+EDS(能譜)分析,發現鋼的基材氮、鋁含量高,裂紋中有較多保護渣成分(Cl、Ca等)。
2 原因分析
(1)通過一系列排查及分析,確定本次質量問題主要是因為保護渣質量波動引起鋼坯表面出現星狀裂紋造成的。
(2)Q420B角鋼,軋制壓縮比相對較小時,采用釩氮合金,氮化釩的析出引起表面質量缺陷的概率非常高。試驗使用釩鐵替代氮化釩鐵,在鑄坯內弧側存在同樣的表面缺陷情況下,使用釩鐵并沒有在軋材上表現出缺陷,說明釩氮結合所產生的缺陷,在軋制過程中并不能完全消除。
(3)根據C 成分含量普遍在0.15%~0.17%,部分位于包晶區或接近包晶區(碳為0.1%~0.15%),鑄坯凝固過程時偏析會導致部分區域位于包晶區,保護渣選擇不當(堿度低、黏度高)會導致體積劇烈收縮產生晶界裂紋。
3 結語
通過優化連鑄冷卻制度、試用及優化保護渣指標,解決了鋼坯表面星狀裂紋,消除了角鋼腿部微裂紋的質量缺陷。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
