大型起重機結構件對刀方式及在線對刀儀應用
2022-01-01 06:29:30陳文東黃龍朱小偉
金屬加工(冷加工) 2022年12期
關鍵詞:測量
陳文東,黃龍,朱小偉
徐州重型機械有限公司 江蘇徐州 221000

陳文東
1 序言
對刀是機床在加工過程中,為了確定坐標原點及控制加工精度,對刀具長度及刀具直徑進行測量、調節的一種操作。對刀是數控加工中重要的操作內容,其準確性將直接影響零件的加工精度及數控加工效率。傳統的對刀大多數采用試切法,即對每一把刀都進行試切、工件尺寸測量、計算及輸入補償值等操作,此法對操作人員技術水平要求高,且每次更換刀具均需反復上述操作,因此,對刀是占用數控機床輔助時間最長的操作之一,同時人為試切帶來的隨機性誤差大、安全性差、占用機時較多,影響數控機床的利用率。據統計資料顯示,一個工件的加工,純機動時間大約只占總時間的55%,裝夾及對刀等輔助時間約占45%,因此,為提升數控機床的加工效率,充分發揮數控機床的功能,對刀儀便顯示出極大的優越性。
2 工程機械制造行業對刀方式及發展趨勢
目前工程機械行業大型起重機結構件對刀的方式主要有試切法、機外對刀儀對刀、ATC對刀及數控機床自動對刀4種方式[1],具體的操作方法如下。
2.1 試切法
根據數控機床所用的位置檢測裝置不同,試切法分為相對式和絕對式兩種[2]。
相對式試切法對刀可采用如下3種方法。
1)用量具(如鋼板尺等)直接測量,對準對刀尺寸,此對刀方式操作簡便,但對刀精度低。
2)手動移動刀具,直到刀尖與定位塊的工作面對齊,并將坐標顯示值清零,再回到起始位,讀取坐標值,此對刀方式的準確度取決于刀尖與定位塊工作面對齊的準確度。
3)將工作面加工一刀,測量出工件尺寸,再間接計算出對刀尺寸,此方式包括讓刀修正,對刀相對較精確。
在絕對式試切法對刀中,先定義基準刀,再用直接或間接的方法測量出被測刀具刀尖與基準刀尖的距離,作為其他刀具的設定刀補值。
上述對刀方式通過試切工件來實現,采用“試切—測量—調整(補償)”的對刀模式,故占用機床時間較多,對刀效率低,但對刀方法簡單,無需特殊輔助對刀設備,廣泛應用于經濟型低檔數控機床中。
2.2 機外對刀儀對刀
機外對刀儀對刀是指刀具在安裝之前,在對刀儀上進行預調整和測量實際參數,然后將測量數據輸入機床數控系統中,此類對刀儀對環境的要求較高,多安置在車間工具室內,對刀儀距離機床較遠,需由操作人員使用推車將待測刀具從機床工具箱轉至對刀儀室進行對刀,轉運距離長,對刀周期較長。
機外對刀儀(見圖1)可反映刀具靜態幾何參數,當刀具處于旋轉狀態時,其動態幾何尺寸發生變化,與靜態幾何尺寸有差別。機外對刀儀可滿足工程機械結構件的加工要求,但當精度要求很高時,機外對刀儀則無法滿足對刀要求。

圖1 機外對刀儀
2.3 ATC對刀
ATC對刀是指在機床上安裝一個顯微鏡,顯微鏡的十字線中心位于機床坐標系的一固定點上,測量時用手動脈沖發生器微移刀具,使假象刀尖與刀鏡中心點重合,數控系統便能自動計算出到位點相對機床原點的距離,并存入相應的刀補區域。該對刀方式需拆卸對刀鏡,對刀過程仍為手動操作及目視,因此會產生一定的對刀誤差。
剛進辦公室,西雙就被羅衫拉到一邊。西雙問小姐有何貴干?羅衫說樓蘭姐病了。西雙問你告訴我這些干什么?羅衫說是癌癥。西雙愣了愣,粗著嗓子說,癌癥怎么了?羅衫說你到底還是不是人類?西雙說,難道你看不出來?羅衫說畢竟你們夫妻一場啊……你不想去看看她?西雙聳聳肩,走開,說,寡人肯定不去。
2.4 在線對刀
在線對刀即機床自動對刀,是利用CNC裝置自動地測量出刀具參數的一種對刀方式,能自動修正刀具補償值,可實現連續數控加工,對刀效率高且精度高。此外,在線對刀儀還存在以下優勢。
(1)刀具破損檢測 當刀具磨損到一定程度后,可根據刀具允許的磨損量,設定一個“門檻值”,一旦全自動對刀儀監測到的刀具誤差超過門檻值,即認為刀具已破損或超過了允許的磨損值,則機床自動報警停機,然后強制進行刀具的更換,可提升工件加工質量,同時可保護刀具及機床。
(2)刀具動態補償 機床在工作循環過程中,產生各種熱量,導致機床產生變形,特別是絲杠的熱伸長,使刀尖位置發生變化,其結果是加工工件的尺寸精度會受到影響。在線對刀儀可精確測量刀具動態參數,提升刀具測量精度。
隨著數控加工技術的不斷發展,以及在線對刀儀優勢的逐漸顯現,在線對刀已成為一種趨勢。利用安裝在加工中心上的對刀儀,可對刀具長度、直徑進行自動測量,生成刀補值,并自動輸入至數控系統中,可自動、實時、快速地檢測刀具參數,并反饋至數控系統中。
3 在線對刀儀應用
3.1 在線對刀儀結構
在線對刀儀系統由對刀儀、防水通信電纜及宏程序對刀軟件組成,如圖2所示。
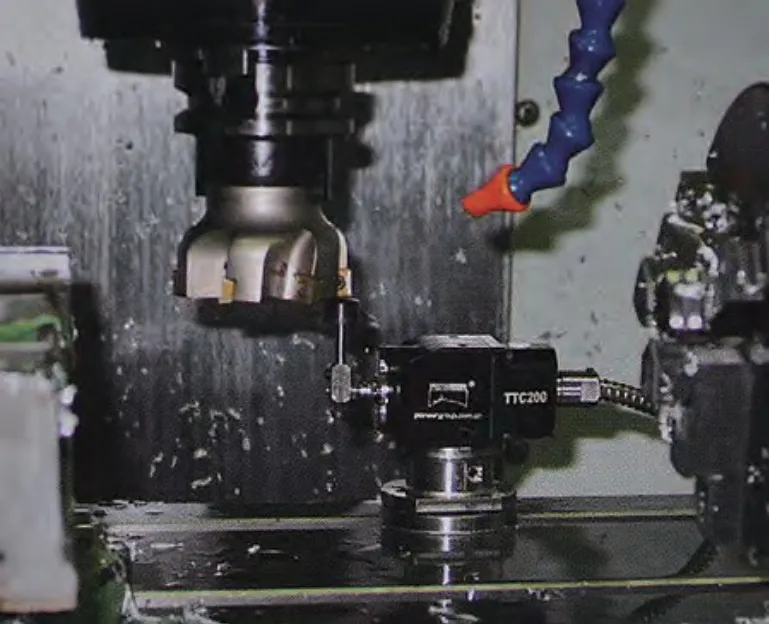
圖2 在線對刀儀
對刀儀的核心部件是由一個傳感器,一個高硬度、高耐磨的硬質合金對刀探針和一個信號傳輸接口器組成[3]。探針用于與刀具進行接觸,并通過安裝在其下的撓性支撐桿,把力傳至傳感器,傳感器發出的通、斷信號通過信號傳輸接口器傳輸到數控系統中,進行刀具方向的識別、運算、補償和存取等。
當刀具觸碰對刀探針并向下移動時,觸動對刀儀內的高精度開關,通過通信電纜向數控系統發出信號,數控系統接收信號后,執行相應的程序,實現刀具補償。
3.2 在線對刀儀工作原理
在線對刀儀是一種刀尖位置檢測裝置[4],在刀具更換、磨損時可檢測刀尖的長度、直徑誤差,通過校正對刀原點保證加工精度;在工件加工時,在需要使用多把刀具加工時,以一把刀為基準建立工件坐標系,然后將基準刀對到對刀儀表面,記錄當前坐標值,在刀具更換后,通過使用對刀儀對刀,自動修正刀具高度差,代替手工對刀,提高加工中心對刀效率及對刀精度(精度可達2μm),對刀儀長度方向校準工作原理如圖3所示。
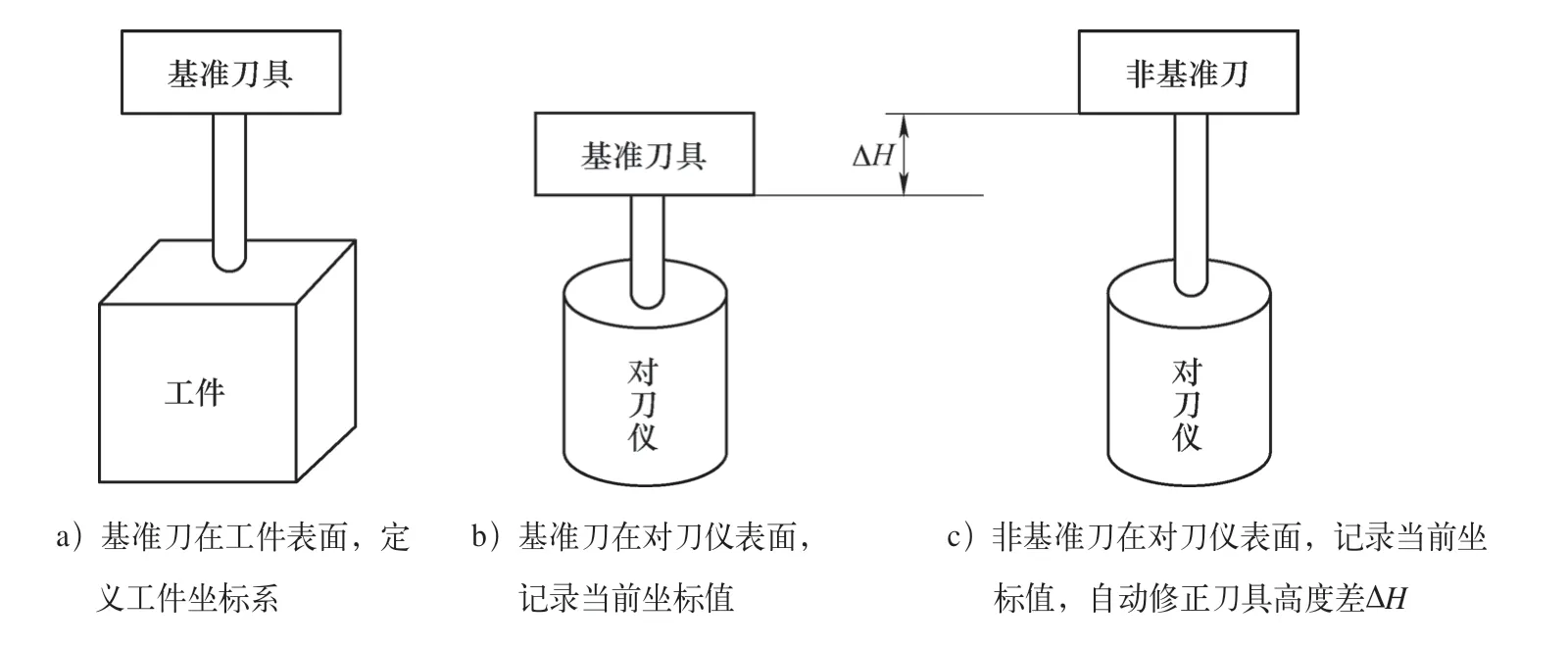
圖3 對刀儀長度方向校準工作原理
3.3 在線對刀儀安裝、調試
(1)硬件安裝 通過支架(底面及安裝面精銑加工)將對刀儀固定在機床的工作臺上,如圖4所示。通過防水通信電纜將對刀儀與機床X121插頭連接,如圖5所示,在與西門子840D/810D系統進行測頭信號的連接時,把測頭的輸出信號接到X121的第9(或第28)腳,把X121的第10(或第29)腳接到信號的參考地。

圖4 在線對刀儀安裝
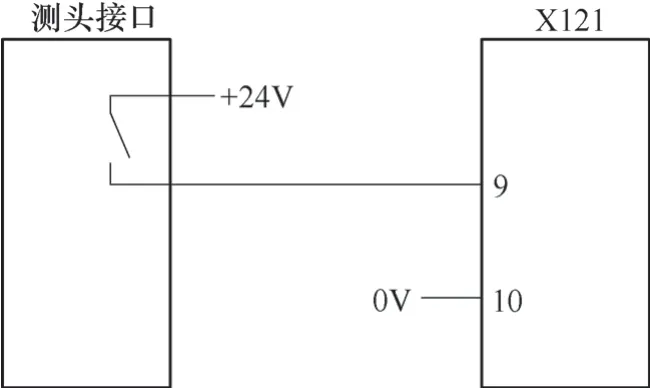
圖5 連接方式示意
(2)測量軟件安裝 測量軟件由5個子程序組成,程序名稱及功能見表1。

表1 測量軟件程序名稱及功能
將上述5個子程序的軟件安裝包拷貝至機床數控系統中,通過測量軟件包內提供的功能來完成測頭的標定,可找出探針測量面在正常使用條件下的觸發位置,標定的結果被自動存儲到宏程序變量中為刀具測量程序使用。
測量軟件采用二次觸發的原理進行測量,第一次觸發以較快的速度進行,然后從觸發位置后退一微小距離,再以較慢的速度進行第二次觸發,既可提升測量效率,又可提升測量精度。
(3)測量程序調試 具體有如下3步。
1)測頭的標定。為使測頭得到預期的測量精度,除對探針的各表面進行找正外,還須對刀具測頭進行全方位的標定,標定的目的是確定測頭的準確位置和探針的精確尺寸。刀具測頭的標定通常使用標準芯棒進行(見圖6),用來標定測頭的芯棒的長度和直徑均準確已知,標定的內容為長度標定和直徑標定。
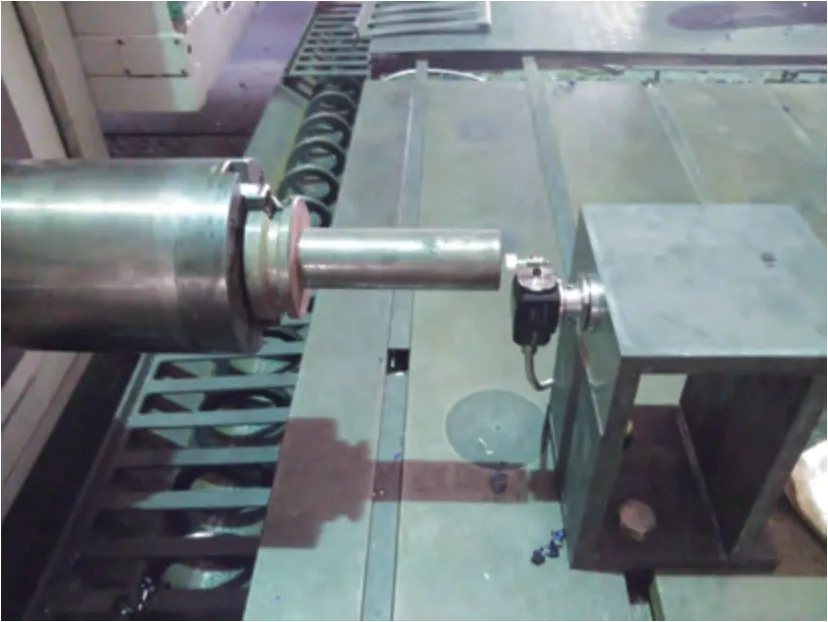
圖6 標準樣棒標定
2)刀具尺寸測量。通過調用刀具測量子程序,可實現半自動刀具長度測量(程序號:L967)、半自動刀徑測量(程序號:L968)、全自動刀具長度測量(程序號:L969)及刀具破損檢測(程序號:L969)。下面以全自動刀具尺寸測量為例進行簡要介紹。
使用全自動刀具測量子程序,可完全自動完成刀具的尺寸測量,程序按下列步驟(見圖7)完成整個測量過程:①從刀庫中選刀、換刀。②在探針上方移動X、Y坐標。 ③快速保護移動到快速高度(高度值a)并激活被測刀具的長度補償。④測量刀長(輸入R7=1或R7=3)。⑤測量刀徑(輸入R7=2或R7=3)。⑥Z軸快速返回到換刀位置。
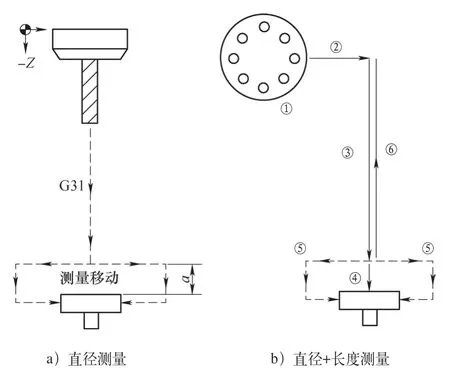
圖7 全自動刀具測量移動過程示意
調用程序如下。
3)刀具測量驗證。使用預調節為直徑139mm的粗鏜刀進行刀具直徑測量驗證(見圖8),執行L968測量程序,可快速測出刀具直徑尺寸(見圖9),測量結果為φ139.446mm。
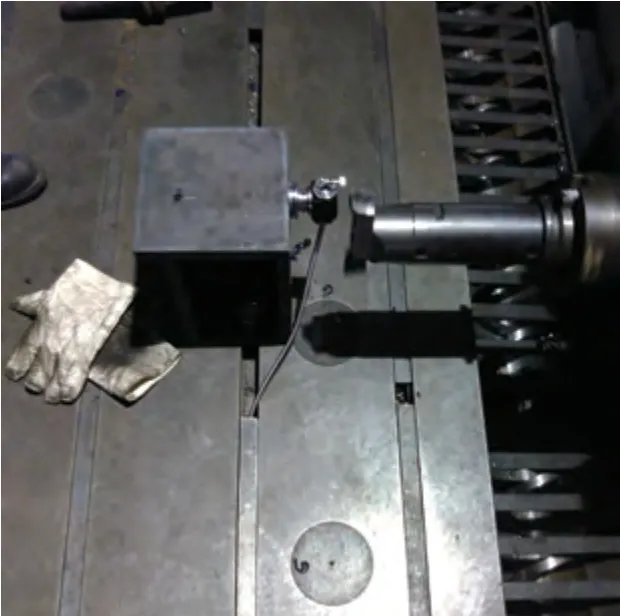
圖8 刀具直徑在線測量驗證
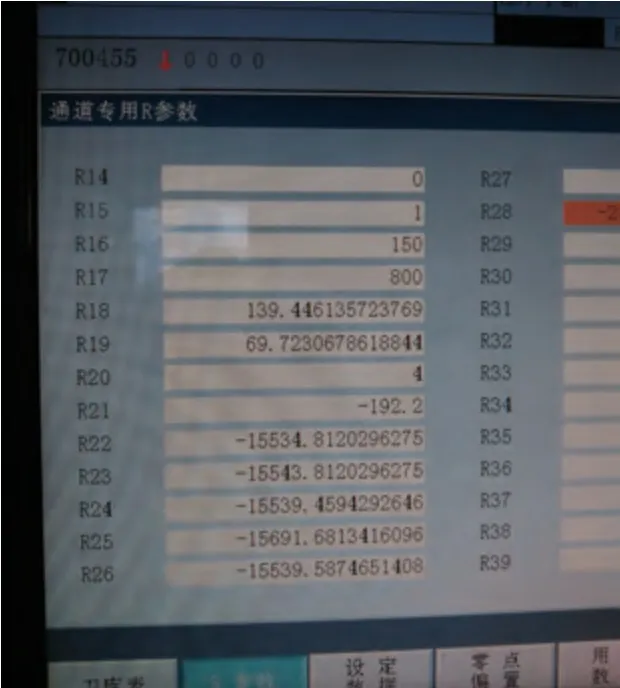
圖9 刀具直徑測出刀具直徑
測量程序如下。
4 結束語
通過調研工程機械行業對刀方式及常用對刀儀的使用情況,提出一種適合大型起重機結構件刀具測量的自動對刀儀,并在公司內大型加工中心進行了可行性及使用效果試驗。實踐表明,在線對刀儀可快速檢測刀具長度、直徑以及刀具破損情況,提升了大型結構件的對刀效率。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
