數控車床液壓自動定芯夾具設計研究
2021-12-31 01:20:08廣東省機械技師學院陳柳樸
電力設備管理 2021年13期
關鍵詞:數控車床
廣東省機械技師學院 陳柳樸
對于數控車床、普通車床或者磨床的等機加工設備,夾裝的方法通常有頭夾尾頂或者頭夾尾托兩種,采用這種方法一般是對套筒類零件進行加工。日常最常用的是頭夾尾頂法,主要原理是機床通過卡盤固定工件外圓,尾部頂尖對套筒的內孔進行定位。采取這種定位夾緊方式的優點在于先對基準孔進行定位,并且能夠適應不同頂尖的大小,以便能實現有效固定。而另一種方法頭夾尾托法的原理是中心支架在尾部固定外圓,額外注意的是在安裝過程中需要檢查并保證安裝精度,并且需要對支架位置進行動態調整來確保零件能夠完全被加工,這些步驟增加了加工時間。因此為了減少機加工過程中的工序,同時確保同軸度、圓跳動等保持在一個高精度上,勢必要設計可以進行自動定位,固定穩定性強,適用范圍廣的夾具,從而提高產品的生產研發效率[1]。
1 數控車床液壓自動定芯夾具設計
1.1 數控車床液壓自動定芯夾具工作機理
數控車床液壓自動定芯夾具的作用主要為自動定芯和夾緊,其原理一部分是利用液體的不能夠被壓縮的特性,一部分是基于薄壁套筒能夠自發進行均勻的彈性變形。首先需要將工件固定到薄壁套筒上,同時把加壓螺釘進行固定和定位,然后利用端頭的活塞對液壓油進行施壓,由于整個型腔是封閉的,其密閉性很好,且整個型腔的分布均勻,所以液壓油可以將壓力均勻的傳遞到薄壁套筒上,進而薄壁套筒會發生徑向變形,值得一提的是這里的變形同樣是均勻的。最終能夠使工件精準進行定位和夾緊。當螺釘被擰出活塞柱的時候,液壓型腔內的壓力減小,薄壁套筒的材料會發生彈性回彈,進而使得薄壁套筒進行復位,實現工件的松開。
數控車床液壓自動定芯夾具的優勢在于工件和夾具的定位方式是通過圓柱面進行接觸的,這種定位方式的誤差很小,定芯的精準度很高。此外,通過液壓油進行傳遞壓力,能夠使得薄壁套筒的整體受力變得更加均勻,使得薄壁套筒的變形更加均勻,不會發生局部變形大的情況,因此也不會影響回彈效果,使得回彈過程變得更加流暢。并且薄壁套筒的安裝方式是可以拆卸的,進而使得整體夾具的日常修復變得簡單。日常工作會使得夾具部分位置可能發生磨損、損傷等現象,以及材料的疲勞軟化導致的回彈力不足的問題,從而影響點位精度。因此可以修護和替換局部零件增加了整體設備的使用壽命,降低了企業的生產成本[2]。
1.2 數控車床液壓自動定芯夾具設計
1.2.1 套筒類工件夾具的設計
如果工件的尺寸較大,基于現有機床的特點和夾裝方式,夾緊的方式選擇卡盤夾緊主軸端,選擇機床尾架確保定位精準,這種定位方式選擇的原因是,首先考慮到數控車床自身的定位精度很高,不需要對位置進行調整,不用增加額外的工序,盡管可能會影響到加工質量,但是選擇尾架定芯進行裝夾。在實際的加裝過程中可能會發生頂尖與工件內徑或倒角不相匹配的情況,因為工件與頂尖的接觸面積小,使得接觸不足,在機加工過程容易發生振動,降低了機加工過程的穩定性,因此需要考慮自適應的夾緊方式,所以最終采用了內脹式夾緊、尾架定位的方式。內脹夾緊工作時,工件既被夾緊,又同時旋轉,因此夾緊力需要達到一定的數值才能實現工件和夾具的同步旋轉。
日常采用經驗的手動式夾緊方式可靠性差,因此需要設計液壓控制的夾緊方式,既保證了穩定的內脹力,還確保了機械設備的可靠性。另外,考慮到實際需求中套筒類的尺寸規格可能比較多,因此在夾具設計的初始階段就要擬定系列化的標準規格。
1.2.2 數控車床液壓自動定芯夾具設計
數控車床液壓自動定芯夾具設計的技術要求有如下幾點。能夠完成不同大小工件的定芯和裝夾,且定芯是自動的,裝夾穩定可靠。額外值得注意的是,采用自動定芯夾具進行加工,能夠保證工件的加工等級達到4~5級,相對于傳統定位加工而言,加工精度大大提高。而且在加工過程中不需要對基準面進行定位,節省了工作時間提高了工作效率,同時保證了加工精度。利用液壓系統進行夾緊,利用計算機軟件能夠實現自動控制,可以針對不同的工件的加裝需求進行裝夾。
另外針對脹緊裝備的設計,需要保證高精度的同軸度,對象一個是膨脹套,一個是滑動椎體,一般而言同軸度需要保持在0.02mm 左右。同時還需要限制膨脹套的膨脹范圍,以便可以適應不同尺度的工件。為了讓工件的裝夾方式變得更加牢固,增加其可靠性,采取的措施是增加脹緊接觸面積,這樣能夠使得脹緊裝置在漲大及收縮的過程中平穩的過渡。最后在選材上需要考慮數控車床液壓自動定芯夾具的強度,應該具有較好的耐磨性和耐腐性,而且不會產生自鎖的現象。
數控車床液壓自動定芯夾具安裝于數控車床上,其主要有兩大部分組成,一部分為液壓裝置,另一部分為脹緊裝置。其中液壓裝置由缸蓋、缸筒和芯軸等組成,脹緊裝置由滑動錐體和膨脹套等組成,此外還有軸承等其余零部件。
1.3 液壓裝置的結構設計
液壓裝置主要有幾部分組成,主要部件為芯軸,作為整個夾具的支撐結構,芯軸也是作為活塞的作用。其余部分為雙作用液壓缸筒、缸蓋、接頭。基于實際的設計需求,需要確保夾具和尾架能夠進行同心裝配,因此采用莫氏錐體結構配合莫氏錐孔,保證二者的同軸度。雙作用液壓缸通常具有兩個型腔,利用接頭和油路連接,實現液壓系統的進油和回油,確保液壓缸能進行正常的往復移動。又因為液壓缸和膨脹套二者之間具備相對運動,此時的相對運動為轉動,因此選擇推力軸承用于承受軸向力,同時能夠確保轉動的精度。
1.4 數控車床液壓自動定芯夾具的工作原理
數控車床液壓自動定芯夾具通過莫氏錐體和尾座連接。在日常作業的時候,通過控制液壓系統,可以使得尾座帶動數控車床液壓自動定芯夾具進行軸向運動,與此同時套入工件內孔。同時在復位彈簧的作用下,膨脹套能夠進行徑向和軸向移動,使得工件處于被脹緊的狀態,能夠確保工件與數控車床液壓自動定芯夾具達到穩定的同軸度。待機加工完成后,通過液壓系統進行減壓,液壓缸筒會使得膨脹套向尾座進行移動,而且在彈簧復位下,膨脹套能夠實現徑向收縮和軸向移動,使得工件處于放松狀態。
2 數控車床液壓自動定芯夾具的受力分析
以膨脹套為研究對象,研究脹緊和送退兩個階段進行受力分析(圖1)。其中FR1為膨脹套外環面受到的反力,FN1為膨脹套外環面受到的法向力,Ff1為膨脹套受到的摩擦力;FR2為膨脹套內圓錐面受到的反力,FN2為膨脹套內圓 受到的法向力,Ff2為膨脹套內圓錐面受到的摩擦力;Ft為彈簧張緊力。同時以液壓缸的推力作為驅動力,也就是軸向預緊力,其具體的受力矢量分析如圖2。
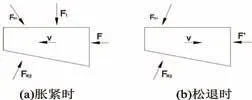
圖1 膨脹套受力分析
膨脹套在脹緊時預緊力F 通常作為驅動力,由圖2中的矢量圖可以求得F=(FR1cosλ+Ft)×tan(α+λ)+FR1sinλ,因此可以假設,當驅動力不變即軸向預緊力F 恒定時,可得到效率:

所以在液壓缸推動力的作用下,膨脹套不能進行漲大,也就是說不能發生自鎖現象。在回退過程中,軸向預緊力F 此時作為阻力可以根據圖2能夠得到F'=FR2sin(α-λ)-(FR2cos(α-λ)-Ft)tanλ,當阻力F 不變的條件下,可以進一步計算出效率:
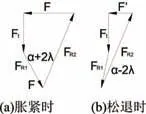
圖2 膨脹套力矢量多邊形圖

所以經分析可知,當液壓缸再退回過程中受到復位彈簧的影響,膨脹套的自鎖現象不會產生,能夠保證膨脹套完成送退復位的過程。
3 膨脹套的強度理論校核
根據液壓系統額定壓力和設計缸體的結構等基礎數據,可以計算關于膨脹套的預緊力,其中,pe為額定壓力,dhs為液壓缸活塞的直徑;dhsg為液壓缸活塞桿的直徑。根據圖2可對膨脹套進行詳細的受力分析:
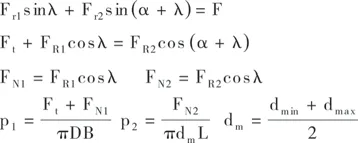
其中,p1為膨脹套的外環和套筒的平均壓力;p2為膨脹套的內環和滑動椎體的平均壓力;B 為膨脹套的寬度;L 為膨脹套的內環和滑動椎體的長度;dm為膨脹套脹緊后的內錐面的平均直徑;dmin為膨脹套脹緊后的小端直徑;dmax為膨脹套脹緊后的大端直徑;D 為膨脹套脹緊后的膨脹套的外環直徑,其具體的參數如圖3。
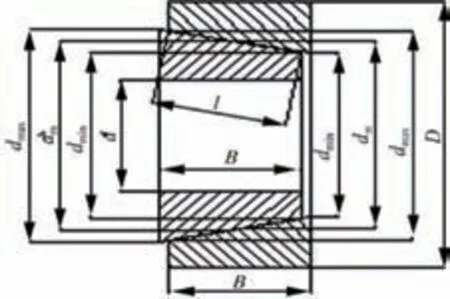
圖3 脹緊裝置結構示意圖
以Lame 理論為基礎,考慮分布壓力對膨脹到產生的影響,可計算膨脹套產生的徑向和周向應力:
因為膨脹套同時受到軸向力和扭矩的作用,根據第四強度理論,可知:

因為可以根據計算的等效應力,結合塑性變形條件進行強度校核:
結論:在機加工套筒類零件時,傳統的安裝定位方式影響加工效率和加工精度,本文設計了數控車床液壓自動定芯夾具,可以在保證精度的條件下,適用更多的加工零部件,提高了產品生產效率,降低了企業成本。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42