核電低壓三四級隔板同軸度控制
2021-12-30 07:46:42張瓊楊金平楊科彭剛肖波陳銳
東方汽輪機 2021年3期
張瓊,楊金平,楊科,彭剛,肖波,陳銳
(東方電氣集團東方汽輪機有限公司,四川 德陽,618000)
1 前言
核電低壓三四級隔板是核電重要的靜子部件之一,該隔板為俗稱的“雙胞胎”結構,即三級隔板直接裝入四級隔板后再整體總裝,因此,為保證核電汽輪機非常高的徑向通流間隙要求,三四級隔板裝配加工時必須嚴格保證二者的同軸度。但是,由于低壓三四級隔板自身直徑大,結構單薄,且裝配方式特殊,加工甚至是起吊過程都可能產生變形(或使二者相對位置方式變化)導致三四級隔板同軸度要滿足設計要求非常困難,總裝時屢次發生三四級隔板同軸度超出設計許可范圍的情況,不得不多次返修。不僅嚴重影響了產品的實物質量和制造周期,同時造成了大量的人力、物力浪費。為此,分廠專門成立了核電低壓三四級隔板同軸度控制攻關小組,經過不斷探索和大量的工藝試驗,終于總結出1套該隔板同軸度控制的有效措施。
2 低壓三四級隔板制造特點
2.1 工藝簡介
隔板劃線、打基準、粗銑中分面留0.5 mm余量—粗車單邊留3 mm余量—精銑中分面—精車(T型槽單邊留1 mm余量)—裝配三四級隔板—鏜床加工徑向定位銷孔、裝銷—精車三四級隔板T型槽—裝配汽封圈、立合測量尺寸—拆開三四級隔板—清理—噴粉—裝配三四級隔板、焊接封板—入庫。
2.2 結構分析
核電低壓三四級隔板直徑5 760 mm,空心導葉,長度達1 276 mm,外環為鑄件,重達20 t,內環為拼焊件,重達10 t,精加工后變形大,而且三四級隔板中分面隔板上僅四級有定位銷孔,當三級隔板裝入后僅靠徑向3只定位銷進行定位和固定,難以滿足0.03 mm的同軸度控制要求。
2.3 制造工藝難點
(1)三四級隔板裝配后中分面與肩胛面的垂直度要求0.05 mm。
(2)三四級隔板二次裝配后同軸度要求0.03 mm(總裝要求不大于0.1 mm),見圖1。
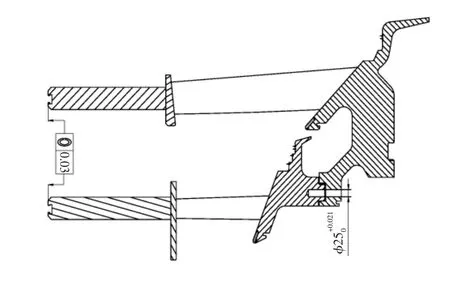
圖1 同軸度技術要求
(3)機床工作臺設計偏小,加工徑向銷孔時裝夾不良。
(4)隔板立放檢查中分面間隙,要求沿水平中分面四周不小于1/4的地方無間隙,而且整個中分面不能有穿透性間隙。
(5)三四隔板裝配后,要求三四級隔板出汽側貼合面為零間隙。
由此可見,保證中分面間隙合格、控制裝配誤差、克服機床的局限性、減小因隔板自身結構原因等方面引起的同軸度超差,成為解決同軸度問題的關鍵環節。因此,對于三四級隔板的制造來說,無論是裝配前的精加工,還是噴粉后的裝配,每個制造環節都必須嚴格控制。
3 工藝難點分析及質量控制對策
3.1 優化設計結構
由于三級隔板重量大,而懸掛銷又沒有分布在整副隔板重量的進出汽對稱中心上,因此,鉗工合中分面間隙時幾乎都會發生四級隔板外圓錯位的情況(靠三級側向外,四級出汽側向內),錯位量最大達0.7 mm,經過分析,發現出現該情況的主要原因在于四級隔板進汽側中分面處無定位裝置,由于隔板自重大,變形導致,為了改善該情況,經過與技術部門溝通,在四級隔板進汽側增加了銷螺栓把緊機構。有效減小了隔板徑向錯位,同軸度問題得到了有效改善,從0.2 mm提高到0.1 mm。
3.2 優化鏜床加工徑向銷孔工藝
為了保證三四級隔板裝配后,二者出汽側貼合面零間隙要求,工件上機床時首先讓三級隔板與等高墊鐵接觸,四級隔板懸空,然后臨床調整好中分面并塞上工藝墊片,鏜床再找正,為了避免加工過程中切削力過大使三四級隔板相對位置發生變化,使用壓板將四級隔板外環壓緊,最后鉆、擴、鉸銷孔。
但當松開壓板再次裝銷子時發現一側銷孔有錯位現象,使用外力將銷孔對齊,保證定位銷順利裝入。通過分析發現:(1)三級隔板進汽測外環與等高墊鐵為線接觸,而且向中心傾斜,而四級隔板外環上又無法進行輔助支撐,且實物處于懸空壓緊狀態,違背了壓緊力必須作用于支撐點或支撐點所形成的面上機械加工裝夾原則,造成銷孔錯位,同軸度超差。(2)粗鉆、擴銷孔時余量較大,切削力大產生的應力也大,而三四級隔板加工前水平中分面左右墊有墊片使得切削應力無法有效釋放,從而導致銷孔加工完畢,在拆去裝夾工具后,發生銷孔錯位的情況。因此對原方案進行優化:(1)讓三級隔板與等高墊鐵接觸四級懸空,待調整好中分面、鏜床找正以后,壓板直接作用于四級隔板上,然后進行鉆、擴銷孔(銷孔單邊留1 mm余量)。(2)臨床取出墊片進行應力釋放,并重新調整好三四級隔板中分面并重新塞上工藝墊片。(3)由于銷孔大部分加工余量已去除,精鉸銷孔時切削力非常小,所以,此時僅憑四級隔板的自重足以使其不發生震動或產生位移,因此,可以將原四級隔板上的壓板作用在三級隔板上,并在其壓緊位置增加輔助支撐,并注意天地方向不能搭壓板,為檢測工件是否發生位移或變形,應在加工過程中使用百分表監測T型槽端面和圓跳動情況,待銷子裝配完取出中分面左右墊片。優化方案有效解決了加工三四級隔板定位銷孔引起的變形從而影響同軸度的問題。
3.3 規范鏜床銑削中分面
工藝要求在加工完三四級隔板徑向定位銷孔并安裝定位銷后,檢查水平中分面平面度,若平面度超差,需鏜床返修水平中分面。根據設備自身情況制作輔助工裝增加旋轉工作臺的工作范圍,來避免由于機床主軸搭頭、找正點不合理造成的中分面間隙超差,進而導致合車后同軸度超差,但是立合時T型槽軸向仍然存在錯位。通過分析造成原因有:(1)工作臺載重后運行不平穩。 (2)主軸存在爬坡,而立合時要將下半中分面找平,并需以一半為基準修刮中分面,從而導致T型槽錯位。(3)鉆、擴、鉸完徑向銷孔后三級隔板中分面導葉與內、外環干涉,從而導致同軸度超差。對方案進行了調整:(1)定期對設備進行檢測。(2)臨床取出墊片后要求檢測兩側間隙,看是否與裝配前一致,若有少量竄動,需反饋給技術部門。(3)自制輔助水聯通。
3.4 優化立車工藝
由于隔板直徑大,空心導葉片長,內外環跨距大,平放變形剛性差(葉片為空心導葉),只要稍有干涉,裝夾、支撐和找正基準不合理都會導致隔板變形,造成中分面間隙、同軸度超差,因此,在這方面也做了嚴格要求:
(1)三四級隔板上機床前必須去除左右水平中分面處墊片,避免車削時產生的切削應力得不到有效釋放。
(2)三四級隔板合車T型槽時必須檢查中分面導葉片與隔板內外環間的間隙以及水平中分面間隙,中分面導葉片不得與隔板內外環發生干涉。
(3)增加半精加工T型槽工序,按出汽側加工圖,T型槽各加工面留0.6~0.7 mm精加工余量,半精加工后松開壓板釋放應力,以避免因切削應力原因造成的中分面間隙、同軸度超差。
(4)外環千斤頂支撐工件天地、中分面兩側的位置,共用8個千斤頂,內環要處于自由狀態,若要使用輔助支撐時必須用百分表監測變形情況,以避免由于支撐不合理而引起的間隙超差,進而導致同軸度超差。
3.5 規范裝配工序
經多次試驗發現三四級隔板裝配也是造成其同軸度超差的重要因素,為了防止了因操作不當、裝配不規范等導致隔板變形、同軸度超差的情況發生,對裝配工序也做了詳細規范:
(1)首次裝配三四級隔板徑向銷子前測量尺寸并對銷子進行編號,待下次裝配時與其銷孔對應,防止其受力不均。
(2)徑向定位銷要同時裝入銷孔,而且要使其受力均勻。
(3)為了保證鉗工立合狀態與隔板工作狀態一致,將隔板下半立放,以懸掛銷支撐,且底部懸空,然后用水平儀找平隔板水平中分面,最后用工裝壓板壓牢懸掛銷支撐。
(4)合并隔板上下半,自由狀態下檢查中分面間隙、T型槽錯位情況,嚴格按照相關技術要求修刮,并注意內環不能修刮,避免圓跳動超差。
(5)拆開前必須檢查三四級隔板之間的徑向間隙,以便下次裝配時調整,提高裝配效率。
4 結束語
通過改進設計結構,優化機加工藝流程,規范裝配工序,使核電低壓三四級隔板同軸度得到了有效控制,極大提高了實物質量,同時也避免了因同軸度超差問題返修帶來的大量人力、物力浪費。