機器人自動裝箱在沖壓自動化生產中的應用分析
2021-12-28 13:04:26劉志祥北京寶沃汽車股份有限公司
鍛造與沖壓 2021年24期
文/劉志祥·北京寶沃汽車股份有限公司
目前,整車制造廠沖壓生產線一般為12 ~20SPM,生產速度快,效率高,且沖壓零件一般為10~40kg,人工裝箱勞動強度大、效率低,且不利于產品質量的控制。自動裝箱已經越來越多地被汽車制造廠提上議程,行業內不乏合資品牌也已經在使用或探究使用自動化裝箱系統。
對于整車沖壓而言,整車覆蓋件尤其是大型覆蓋件的人工裝箱存在勞動強度高、效率低下、品質損傷、安全隱患等諸多問題,工業機器人裝箱可以從很大程度上解決上述問題,并具備以下優勢:節省人工成本,降低勞動強度;降低安全隱患,減少工傷傷害;穩定運行,大大縮短裝箱時間;避免人工裝箱過程中對零件的磕碰劃傷,提高零件品質。
本文著重闡述了汽車制造領域沖壓生產過程中機器人自動裝箱的生產線結構、原理;結合經驗分析了維護、疑難故障處理以及改進改善和發展趨勢。
綜述
目前機器人自動裝箱在整車沖壓領域的應用并不廣泛,主要應用在大型高速沖壓線,而且僅是針對部分大型零件,如側圍、頂蓋或個別易裝零件門外板、底板等。現階段,雖然沖壓自動裝箱仍然存在諸多瓶頸和不易實現的地方,但是隨著沖壓裝備技術尤其是自動化技術的發展和不斷優化完善,相信沖壓自動化裝箱將會越來越多地被汽車廠商應用。
現場布局
根據汽車制造領域沖壓生產現場生產線的工藝特點,沖壓件自動裝箱一般布置在生產線的末端,前工序為常見工位,主要有拆垛、清洗、涂油、對中、上料機械手/機器人、壓力機1、線中傳輸,…,壓力機n(一般n為4/5/6)、下料機械手/機器人、質檢等工位;自動裝箱工位位于質檢工位下游工序。自動裝箱主要有左右兩個部分,用于分別裝箱左右對稱沖壓件,對于單個沖壓件,可以自主選擇使用任意一側的設備工作。左側、右側各有質檢輸送皮帶1 套、視覺相機2 個、裝箱輸送皮帶1 套、裝箱機器人2 臺、承料臺6 個工位(每個機器人對應3 個工位);生產線周邊有安全圍欄、安全門;二層有端拾器平臺、控制系統、ATC 系統(每個機器人對應2 套ATC 系統)。現場布局如圖1 所示,設備如圖2 所示。

圖1 現場布局圖
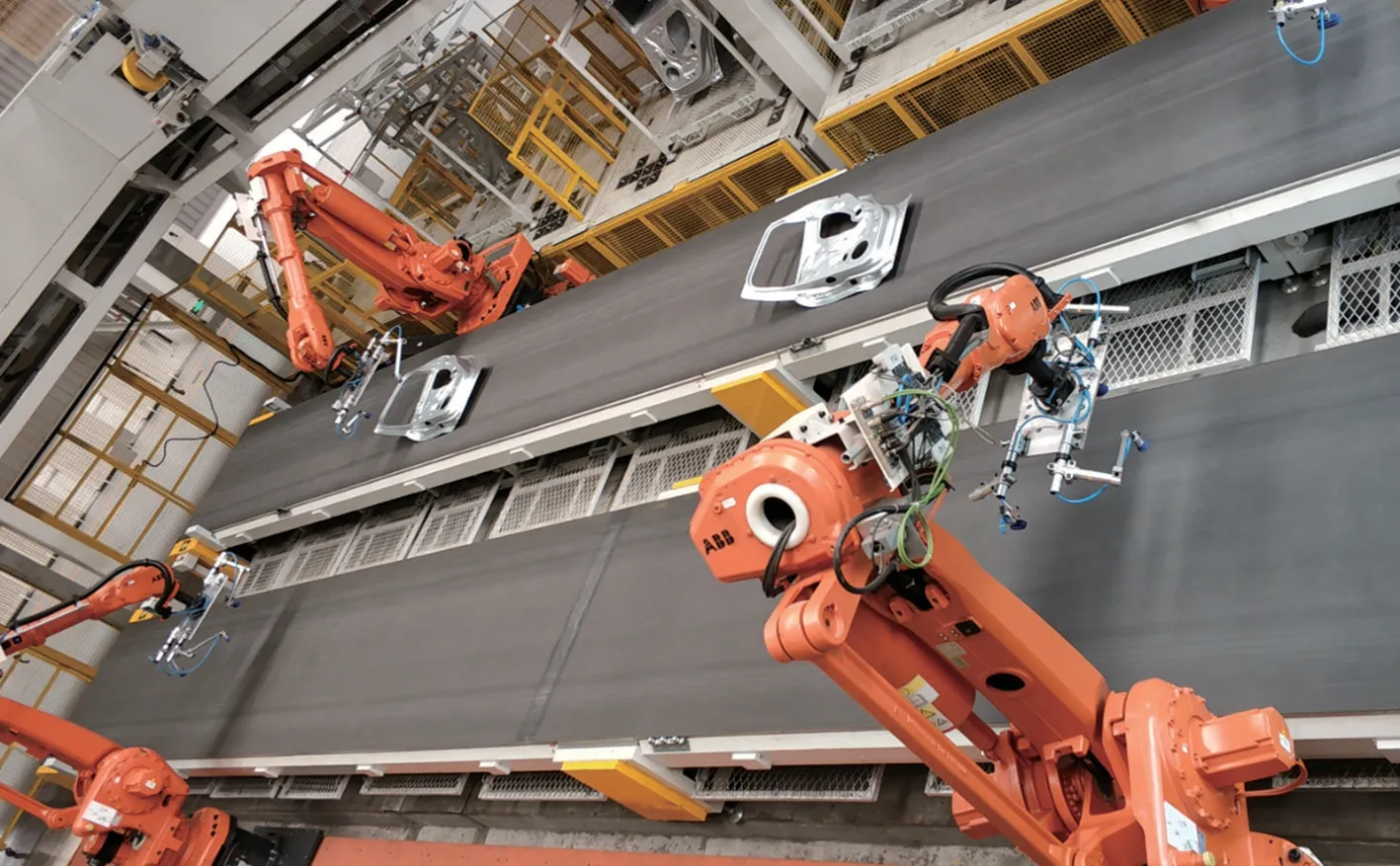
圖2 現場設備圖
工藝流程
在現場設備安全條件滿足的前提下,機器人、皮帶機、相機系統、控制系統均準備好,且各單元均處于自動模式時,按下系統啟動按鈕,裝箱皮帶、質檢皮帶、四個裝箱機器人、視覺控制系統均啟動運行,整個系統開始自動運行。工藝流程圖如圖3所示。根據前工序設備生產情況,下料機器人進行下料并將沖壓件投放到質檢皮帶上,質檢皮帶將沖壓件運輸至質檢工位,質檢人員對沖壓件質量進行檢驗,同時按下操作臺上的合格品/不合格品按鈕,系統記憶沖壓件的質量狀態;運行至裝箱皮帶時,沖壓件完全經過質檢皮帶和裝箱皮帶交接區域穩定后,沖壓件觸發裝箱皮帶位置的檢測開關,該開關被觸發后,PLC 控制系統根據系統預設的觸發相機距離和位置,觸發相機系統拍照,視覺控制系統計算相機數據并傳輸給機器人,機器人控制系統經過數據運算,根據預設的抓取沖壓件軌跡抓取沖壓件,并運行投放至1#料框;這里PLC 控制系統是交替分配給機器人抓取任務的,當料框內沖壓件達到設定值后,機器人開始根據預設的抓取沖壓件軌跡投放沖壓件至2#料框;無論哪個料框達到預設值后,系統均會發出換框聲光警示,同時該內側的安全護欄上升到位,外側安全護欄下降到位,保障外圍人員和設備安全,操作人員操作叉車進行換框。

圖3 工藝流程圖
而對于不合格品而言,機器人會將不合格品抓取按照預設的軌跡投放至不合格品料框內。
系統更換產品時,通過整線進行產品零件號切換,自動裝箱控制系統PLC將零件號傳送給相機工控機和左右兩側的四臺機器人;工控機自動切換零件號,四臺機器人分別自動切換零件號,同時機器人根據預設的ATC 軌跡到對應的ATC 工位進行工具更換。
控制方案
自動裝箱控制系統PLC 通過現場運行方式信號、機器人信號、上工位下料信號、機器人準備就緒信號、安全防護信號、網絡狀態信號等的檢測以及信號的處理和邏輯分析,控制機器人、皮帶機、上工序下料、機器人運行指令、機器人1/2/3/4 及對應的真空閥、工控機及對應的相機運行,從而實現整個系統按照預設程序實現整個工藝過程(圖4)。PLC 與機器人、控制相機的工控機、皮帶機、編碼器、機器人、現場IO 模塊均是通過PROFINET 通訊方式進行信號交互。
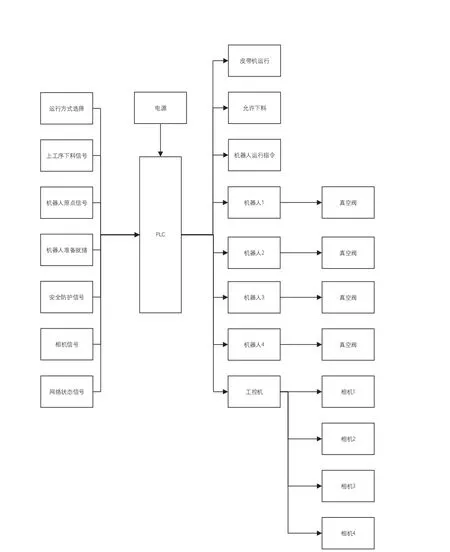
圖4 控制方案
沖壓件在皮帶輸送機傳輸過程中,運行到預先設置的零件檢測位置后發出系統對中相機拍照指令給工控機,工控機接收到拍照信號指令后觸發對應的相機拍照,相機拍照數據與預先設定的相機視覺模板進行比對,將X、Y、Z坐標相對位置、φ相對角度傳輸給相應的機器人;裝箱機器人與皮帶機同步運行并根據預先示教的跡將沖壓件抓取并放入到指定的料框中。機器人回到等待點重復下個循環。
控制系統硬件
本控制系統主控PLC 為西門子416F 系列,通過PROFINET 通訊協議將與IO 模塊、左側質檢皮帶機1電機變頻器、右側質檢皮帶機2 電機變頻器、左側裝箱皮帶機1 電機變頻器、右側裝箱皮帶機2 電機變頻器、機器人1、機器人2、機器人3、機器人4、機器人1Dressing、機器人2Dressing、機器人3Dressing、機器人4Dressing、機器人1TC、機器人2TC、機器人3TC、工控機、安全防護閥島進行信號交互;同時系統配置一個PN-PN COUPLER 用于裝箱工位與整線自動化控制PLC 進行信號交互。由于機器人與皮帶機需要同步運行,在此為每個裝箱皮帶機設置了一個編碼器,編碼器通過硬件組態中的高速計數器進行信號的計算和傳輸,同時通過信號中轉模塊將編碼器信號傳輸給機器人控制系統;急停信號、安全護欄升降信號、安全門信號均通過安全程序進行控制。 PLC 控制系統硬件組態如圖5 所示。

圖5 PLC 控制系統硬件組態
信號交互
整個控制系統通過主控PLC 與機器人之間的PROFINET 網絡通訊,PLC 將生產線機器人應具備的狀態和運行命令通過交互信號傳送給機器人主控柜CPU,其主要信號見表1,表中信號為一臺機器人的通訊信號。

表1 PLC 發送機器人主要信號
整個控制系統通過主控PLC 與機器人之間的PROFINET 網絡通訊,機器人主控CPU 將機器人自身的狀態、機器人執行的命令通過交互信號傳送給主控PLC,其主要信號見表2,表中信號為一臺機器人的通訊信號。

表2 機器人發送PLC 主要信號
視覺工控機有4 個通訊網卡,主控PLC 通過機器人、整線的信號狀態進行邏輯運算,將啟動/停止相機拍照系統、復位相機故障、使拍照信號通過PROFINET 通訊傳送給相機工控機;工控機將相機準備好、相機在線、相機報警、拍照結果正常信號通過PROFINET通訊傳送給整線主控PLC。相機拍攝沖壓件的X、Y、Z、φ轉角坐標信號通過PROFINET 傳送給四臺機器人。視覺工控機信號交互如圖6 所示。

圖6 視覺工控機信號交互
視覺模板示教
新零件上線時,在整線控制系統中設定對應的零件號,相應地在工控機中設定對應的零件號,設置零件屬于大中小哪種零件,在自動控制觸摸屏中設置零件的尺寸、料框類型、觸發相機距離、皮帶機速度等信息;然后在工控機中將相機視覺控制軟件中的相機切換為online 模式;手動模式運行質檢皮帶和裝箱皮帶,待相機被觸發拍照后,在視覺相機軟件中對沖壓件特征進行識別、訓練和特征保存。制作一個視覺相機模板分為相機拍照、訓練參數、訓練區域與原點、運行參數、設定搜索區域、圖形與結果幾個步驟。視覺相機軟件拍照后的沖壓件狀態如圖7 所示。
機器人取放件軌跡示教
Home(原點):是一個機器人攜帶端拾器但不攜帶零件的全局點。原點位置是每一個機器人的開始點和結束點。原點位置選擇需要保證機器人從BP、AP、WR、OR 點與周圍設備不干涉。
視覺相機模板完成后,將機器人切換至手動模式,調用機器人例行程序Teaching,手動執行該程序,直到程序自動停止運行并且零件進入機器人能到達區域;操作機器人移動到抓取沖壓件的位置制作端拾器,然后再打開真空閥抓取沖壓件。
依次示教機器人的P 點(Pick 抓料點,機器人在這點將板料吸住)、BP 點(Before Pick 準備抓料點,位于Pick 點上方)、AP 點(After Pick 抓料完成點,位于Pick 點上方)、DR 點(Drop 放料點,機器人在這點釋放板料)、BDR 點(Before Drop 位于料箱內,放料前板料堆棧的正上方或前方)、ADR 點(After Drop位于料箱內,放料后板料堆棧的正上方或前方),路徑上的其他點按照不干涉、軌跡順暢、路徑最優的原則進行設置;這幾個點的速度一般設置V5 或V10,逼近點設置值為fine。取放件軌跡示教圖如圖8 所示。
機器人ATC 軌跡示教
通常機器人都是帶著端拾器從ATC 支架1 放端拾器,然后按照支架2Pick Tool 的軌跡去抓取端拾器開始工作,反之亦然。各點的定義為SLT 點(Start Leave Tool開始運動去放工具)、BLT點(Before Leave Tool 釋放工具前的軌跡點)、LT 點(Leave Tool 釋放工具點)、ALT 點(After Leave Tool 完成釋放工具點)、ELT 點(End Leave Tool 結束釋放工具點)、SPT 點(Start Pick Tool 開始抓取工具點)、BPT(Before Pick Tool 抓取工具前的軌跡點)、PT 點(Pick Tool 抓取工具點)、APT 點(After Pick Tool 完成抓取工具點)、EPT 點(End Pick Tool 結束釋放工具點。ATC 軌跡示教圖如圖9 所示。

圖9 ATC 軌跡示教圖
示教這些點要特別注意人員安全、工具安全和機器人的安全,速度必須慢,要眼觀六路;尤其是對準快換裝置與工具之間的對接位置,該位置LT 點、PT點的軌跡速度設置為V1,逼近點設置為fine。
經驗總結
典型問題處理方法
在生產過程中,系統的可靠運行無疑是每一位設備運營管理者最期望的,根據經驗總結了以下常見問題及處理措施(表3)。在生產現場出現最多的就是找不到視覺特征、板料照片反光和視覺得分低,一般需要進行人工干預處理;除此之外,要按照維護保養計劃定期對通訊線纜、線纜接頭、皮帶機傳動裝置、視覺燈具進行檢查和維護保養。這些內容與我們現場線首上料對中系統有很多相似之處。

表3 常見問題及處理措施
疑難問題處理方法
⑴轉數計數器需要更新。
1)出現場景。根據現場應用經驗,經過總結,一般在機器人電機更換、機器人電機編碼器線纜斷線、SMB 板損壞或SMB 板電池電量耗盡時,會出現需要更新1 ~6 軸轉數計數器的故障,該故障出現后,機器人無法自動運行,只能手動進行更新轉數計數器。
2)解決方法。
Step1:進入校準界面,選擇機械單元“ROB_1”。
Step2:點擊轉數計數器,再點擊更新轉數計數器。出現如圖10 所示界面。

圖10 更新轉速計數器示教圖
當“狀態欄”顯示“轉數計數器未更新”,那么相應的軸就需要更新。
Step3:選擇需要更新的軸,手動將機器人單軸操縱到同步標記位置。
Step4:點擊“更新”,更新轉數計數器。
Step5:確認更新是否成功。當狀態欄顯示所有的軸都已更新后,進入“手動操縱”界面,打開“動作模式”,當里面出現“線性”選項時,代表更新成功。
⑵Track Motion 需要校準。
1)出現場景。當更換裝箱皮帶后,由于新舊皮帶的長度、張緊度等以及厚度與原皮帶有差異,會導致沖壓件的傳輸不精準,此時需要對該軸進行更新。
2)解決方法。
Step1:進入校準界面,選擇機械單元“Track_1”。
Step2:點擊轉數計數器,再點擊更新轉數計數器。
Step3:選擇機械單元Track_1,手動將Track_1移動到同步標記位置。
Step4:點擊“更新”,更新轉數計數器。
Step5:選擇Track_1,點擊OK。
視覺系統使用注意事項
⑴在每次調整視覺工具、參數前,請先備份E:BackUp 文件夾,當調試出錯時可覆蓋原文件夾原來的視覺工具設置和參數設置。
⑵備份程序文件夾的步驟為:拷貝E:BackUp 文件夾到備份文件夾中,并重命名該文件夾,在文件夾的名字中加上日期、工程師姓名。
⑶每次做模板都要把對應的圖片保存在E:模板。非專業人員請勿調整相機位置、相機支架位置。
⑷電腦關機問題:必須正常對電腦關機,不要通過切斷電腦的電源對電腦關機。
維護與保養
根據多年現場設備運行、管理經驗,結合日常設備故障及設備維護保養手冊內容,除了對設備進行必要的專業維護保養(如機器人維護保養包)外,在日常工作中必須做好中短期的維護保養工作,主要包括月度、季度、年度維護保養,只有這樣才能保證設備的正常運行,為生產保駕護航。
總結與瞻望
自動化裝箱系統在沖壓生產過程中對提高生產效率、提高生產自動化水平、降低勞動強度、降低零件質量缺陷、降低安全事故方面非常具有優勢,但是自動化裝箱系統對現場設備布局場地要求較高,對自動化料框的精度和重復定位精度、操作人員制作端拾器和軌跡的精度要求也非常高,且料框的價格是人工裝箱的十倍以上;除此以外,自動化裝箱系統對設備維護人員的素質要求也非常高;其設計和應用也對后工序物流、生產產生了一定的影響;現在自動化裝箱系統還不能做到全覆蓋的沖壓件裝箱,只能實現如門內板、門外板、前后地板、翼子板、輪罩等零件的自動裝箱,而對于行業內迫切需求的側圍等大型沖壓件的自動化裝箱還有待探究。
隨著工業技術水平的發展,以及國內外自動化裝備公司研發的不斷創新、改進,相信在不久的將來,自動化裝箱系統定會在汽車制造、家電、家具、衛浴、物流等行業得到廣泛應用。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
裝備制造技術(2020年9期)2021-01-26 00:15:12
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
同煤科技(2015年2期)2015-02-28 16:59:14
河南科技(2014年23期)2014-02-27 14:18:55
河南科技(2014年6期)2014-02-27 14:06:33
環球時報(2010-02-11)2010-02-11 13:34:15
