冷軋平整恒軋制力對SS400力學性能影響研究
2021-12-27 07:09:56楊敏
中國金屬通報 2021年18期
楊 敏
(廣西柳州鋼鐵集團有限公司,廣西 柳州 545002)
為滿足市場對光面板的需求,冷軋在今年累計生產(chǎn)光面板SS400共計1.7萬噸。SS400應用于五金和小家電制造,對板面的粗糙度較高,在終端制造中需要進行鍍鉻處理,粗糙度必須要小于0.40μm。為應對板面低粗糙度值,平整軋輥采用0.28μm~0.42μm生產(chǎn)才滿足要求。平整通常采用與壓下率成正比的延伸率作為平整軋制的變形指標,工藝質(zhì)量控制是通過延伸率管理實現(xiàn)的。但在實際生產(chǎn)SS400的過程中,由于板面和輥面均為光面,板輥之間摩擦系數(shù)較小,隨著速度的加快時常出現(xiàn)打滑情況的出現(xiàn),造成延伸率控制的不穩(wěn)定。同時來料質(zhì)量不良,如浪形,隆起,起折等缺陷也會影響延伸率的控制,影響恒延伸率的控制效果,并最終反映到最終產(chǎn)品的力學性能的穩(wěn)定性和均衡性。因此為應對生產(chǎn)中延伸率的異常情況,需要在恒延伸率控制的基礎(chǔ)上轉(zhuǎn)換為恒軋制力控制模式,以恒軋制力控制作為SS400的生產(chǎn)模式。
1 恒軋制力控制的理論基礎(chǔ)
恒軋制力生產(chǎn)就是不論來料質(zhì)量好壞或生產(chǎn)工況是否出現(xiàn)異常,軋制力始終保持穩(wěn)定并不會出現(xiàn)較大的波動,其理論基礎(chǔ)是軋制力的閉環(huán)控制。生產(chǎn)中軋制力實際值由安裝在液壓缸的壓力傳感器檢測經(jīng)轉(zhuǎn)換計算得到,當檢測值與設(shè)定值有偏差時,自動調(diào)節(jié)液壓缸的輸出值使檢測值跟隨設(shè)定值保持一致。由于軋制壓力只有在軋制時才能形成,所以軋制力閉環(huán)控制只有在軋制速度的穩(wěn)定階段使用。軋制力設(shè)定的數(shù)學模型如下[1]:

式中,Po-操作側(cè)軋制力設(shè)定值(kN); Pos-操作側(cè)基本軋制力設(shè)定值(kN );Pog-操作側(cè)軋制力改變量(kN);Ps-傳動側(cè)軋制力設(shè)定值(kN); Psg-傳動側(cè)基本軋制力設(shè)定值(kN); Psg-傳動側(cè)軋制力改變量(kN);△S-彎輥力改變值(kN);av-速度對軋制力的影響系數(shù) ; △V -速度變化值(m/min);Kp-變形抗力值(F);△ε-延伸率變化(%)。
2 恒軋制力和恒延伸率控制對比
恒軋制力和恒延伸率的實質(zhì)就是閉環(huán)控制,通過檢測軋制力或延伸率的實際值與設(shè)定值比對,若軋制力出現(xiàn)偏差,會通過AGC液壓壓下動作調(diào)節(jié)軋制力與設(shè)定值一致,從而保證軋制過程中軋制力不變。若延伸率出現(xiàn)偏差,通過調(diào)整軋機入口和出口速度差(延伸率就是速度的比值),進而改變?nèi)肟诤统隹诘膹埩Σ睿瑥亩鴮崿F(xiàn)延伸率的調(diào)整為與設(shè)定值一致。采用恒軋制力軋制,由于軋制力不隨來料質(zhì)量,板形等外在因素的變化而變化,但會造成延伸率的波動,而延伸率變化最終會影響到力學性能上。同時軋制力的恒定受到速度變化的影響,并通過出口張力波動影響軋制力。如下圖所示分別是生產(chǎn)SS400時采用恒延伸率軋制下的延伸率,軋制速度,軋制力和出入口張力的變化情況。

圖2 恒延伸率控制的速度變化
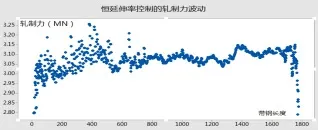
圖3 恒延伸率控制的軋制力波動
從圖1~圖4看出,在恒延伸率控制情況下,延伸率基本能夠穩(wěn)定穩(wěn)定在目標值,軋制速度穩(wěn)定在一定速度上但軋制力會出現(xiàn)較大的波動,受軋制力波動影響出口張力也有稍微波動。如該卷鋼的延伸率目標控制是1.20%,部分超出目標值0.20%,整體波動在-0.12%~-0.12%之間。軋制力出現(xiàn)不波動如目標是3.0MN的軋制力,實際波動范圍是2.90Mn~3.15Mn,偏離目標值-1.6%~+5.0%。
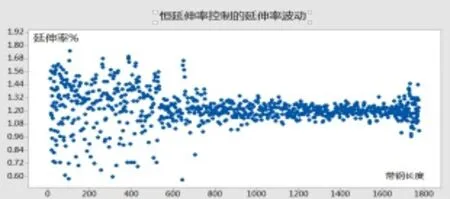
圖1 恒延伸率控制的延伸率波動
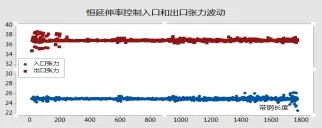
圖4 恒延伸率控制的入口和出口張力波動
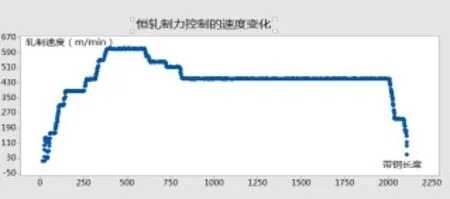
圖6 恒軋制力控制的軋制速度變化
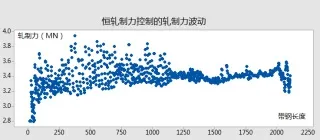
圖7 恒軋制力控制的軋制力波動
從圖5~圖8是生產(chǎn)SS400時采用恒軋制力控制延伸率,軋制速度,軋制力和出入口張力的變化情況,可以看出軋制速度穩(wěn)定但延伸率出現(xiàn)較大的波動,表現(xiàn)在前半部部分。軋制速度從前半段的500m/min下降到后半段的450m/min,來料存在質(zhì)量不良問題造成降速軋制,因此前半段為保持軋制力穩(wěn)定造成軋制力和延伸率存在很大的波動、該卷鋼的延伸率目標控制是1.20%,實際超出目標值0.65%,波動在-0.85%~1.30%之間,軋制力設(shè)定是3.4MN,入口和出口張力基本全程保持穩(wěn)定。
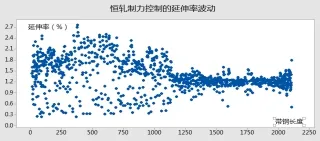
圖5 恒軋制力控制的延伸率波動
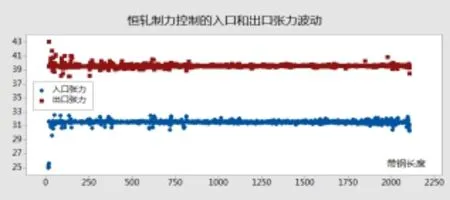
圖8 恒軋制力控制的入口張力變化
恒延伸率控制下,軋制速度的變化對延伸率的影響,主要體現(xiàn)在升速階段與降速階段。升速階段,帶鋼延伸率隨著軋制速度的上升而降低。降速階段,帶鋼延伸率隨著軋制速度的降低而升高。而在速度平穩(wěn)階段,延伸率雖有一定的波動,但變化不太明顯 。因此,軋制速度的變化是延伸率波動的一個影響因素。而軋制力一直處于波動的狀態(tài),但上下波動的范圍不大,通常波動不超過400kN 。排除來料質(zhì)量影響外,單純的軋制力對延伸率的影響不大。在平整初期或平整后期,入口和出口張力會出現(xiàn)波動,尤其是入口張力表現(xiàn)的更為明顯。而在平整中期入口和出口張力的變化非常小,前后張力變化比較大的兩個階段正好是軋制升速階段與軋制降速階段。對于一個完整的平整過程而言,升降速是不可避免的,而入口和出口張力的變化,也是直接影響延伸率波動的一個重要影響因素。而恒軋制力控制下,會出現(xiàn)延伸率波動的情況。而延伸率是平整變形的唯一指標,影響著力學性能的穩(wěn)定,主要體現(xiàn)在延伸率偏低不利于退火后屈服平臺的消除,同時板形質(zhì)量的控制能力下降,不能有效消除浪形問題。延伸率偏高會出現(xiàn)力學性能變差的情況,如加工硬化,成形穩(wěn)定性低等問題。
3 恒軋制力控制的力學性能
恒軋制力通過將軋制力控制在一定范圍內(nèi)來減少延伸率的波動幅度。SS400生產(chǎn)中,恒軋制力在兼顧浪形質(zhì)量控制下采用2.0MN~4.25MN,平均軋制力是3.15MN。軋制速度控制在240m/min~600m/min,平均速度是360m/min,相對平整速度是中低速。采用恒軋制力生產(chǎn)的SS400的樣本分析軋制力,速度與力學性能之間的關(guān)系。

圖10 恒軋制力,速度與抗拉強度關(guān)系
參考SS400產(chǎn)品標準的力學性能要求,屈服強度大于300MPa,抗拉強度大于400MPa和延伸率大于26%。圖9~圖11看出恒軋制力生產(chǎn)的SS400屈服強度整體數(shù)值310Mpa~410Mpa之間,平均值是362MPa,標準偏差45.88。抗拉強度范圍436~484MPa,平均值是458MPa,標準偏差21.77。延伸率范圍是26.0%~30.5%,平均值是28.%,標準偏差2.53。因此,用恒軋制力生產(chǎn)的SS400力學性能均符合產(chǎn)品標準要求,但屈服強度標準偏差較大,主要是受平整延伸率不穩(wěn)定影響出現(xiàn)較大的波動,抗拉強度和延伸率標準偏差較小。隨著恒軋制力加大,屈服強度和抗拉強度雖有起伏趨勢是增大的,延伸率著隨著軋制力的增加出現(xiàn)減少的趨勢,而軋制力在2.75MN~3.50MN之間,是屈服強度,抗拉強度和延伸率數(shù)值的集中區(qū)域。速度方面,300m/min~320m/min以下,隨著速度的增加,屈服強度和抗拉強度會有所提高,但軋制速度提升到320m/min以上,屈服強度和抗拉強度會明顯下降。軋制速度對延伸率基本無影響,但速度提升到480m/mni以上后,延伸率沒有任何提高。

圖9 恒軋制力,速度與屈服強度關(guān)系
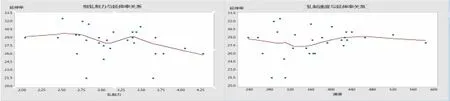
圖11 恒軋制力,速度與延伸率關(guān)系
4 結(jié)論
恒軋制力控制是有效解決恒延伸率控制存在質(zhì)量問題的有效軋制模式,可有效解決如SS400這類中等強度的光面板生產(chǎn)出現(xiàn)的打滑擦傷和浪形等質(zhì)量問題,確保板面和板形質(zhì)量水平。在后續(xù)的生產(chǎn)控制中,也可作為SS400以外的其他光面板生產(chǎn)的軋制模式。控制在一定范圍內(nèi)的恒軋制力,可以確保延伸率的波動降低到一定的幅度。排除來料質(zhì)量不良問題,穩(wěn)定的軋制力可以確保穩(wěn)定的延伸率,同時對軋后力學性能的穩(wěn)定性有明顯的幫助。采用2.75~3.50Mn的恒軋制力和240~320m/mni的軋制速度,可以有效確保屈服強度和抗拉強度同時避免延伸率的減少。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年3期)2019-07-10 00:54:00
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
