慢走絲線切割工藝在深孔加工中的應用
2021-12-24 11:07:48萬建文鐘良偉王長榮
中國金屬通報 2021年19期
萬建文,鐘良偉,王長榮
(1.共青科技職業學院,江西 九江 332020;2.中國船舶重工集團公司第七0七研究所九江分部,江西 九江 332900)
深孔一般是指孔深與孔徑比值大于等于6倍以上的孔。隨著機械行業的快速發展,需要深孔加工的零件產品種類越來越多,全球范圍內基本是利用金屬切削加工的方式進行切削加工。如果按傳統的加工方法加工不僅僅加工精度和孔的表面粗糙度低,而且加工效率低,操作勞動強度大,報廢率高,還會出現鉆孔跑偏、堵屑,甚至鉆頭折斷等現象,散熱差、排屑差,加工刀具易磨損,加工費用大的情況。
以下圖工件加工為例:
零件材料為:38CrMnSi。
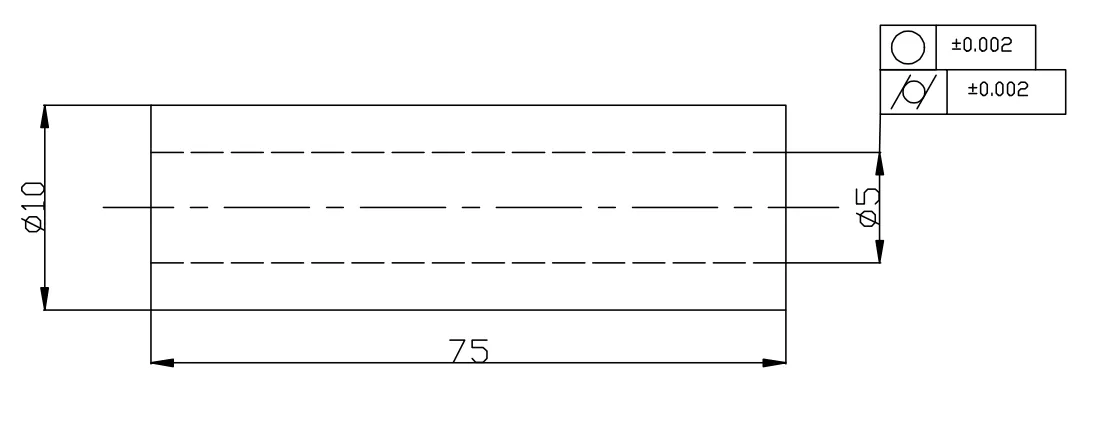
圖1 深孔加工零件結構圖
讀圖:
(1)零件是一根長75mm、直徑是φ10mm的棒料。
(2)棒料中間是Φ5mm的通孔。
(3)孔的長徑比為25:1,達到深孔標準。
(4)孔Φ5mm的圓度誤差和圓柱度誤差均為±0.002mm。
(5)其他尺寸誤差均為自由度誤差。
1 之前對深孔加工的工藝安排
原工藝路線(只針對Φ5mm孔):
(1)中心鉆打中心孔。
(2)用Φ3.5mm鉆頭鉆通。
(3)用Φ4.5mm鉆頭擴孔。
(4)用Φ4.7mm鉸刀做半精鉸。
(5)用Φ4.8mm鉸刀做精鉸。
(6)用Φ4.0mm衍磨棒進行衍磨,達到尺寸和形位誤差要求。
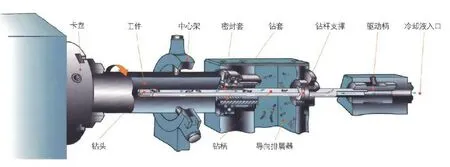
圖2 金屬切削加工設備圖

圖3 深孔加工衍磨棒

圖4 慢走絲線切割加工圖
2 原工藝安排進行時出現的問題
依據原工藝路線來看,運用的是金屬切割刀具進行切割加工,分別采用中心孔(Φ5.5)→鉆孔(Φ3.5)→擴孔(Φ4.5)→半徑鉸孔(Φ4.7)→精絞(Φ4.8)→衍磨(到Φ5.0),其中除中心鉆和衍磨棒以外,使用的切削刀具均為非標刀具,單套刀具費用為11.85萬元(進口刀具報價,數量各為2只),可加工零件數量在420件左右;另外,加工效率低,平均用時為6.47小時/個;而且產品合格率僅為20%。因此為了保證交貨數量,在下料階段就需要投入5.5~5.2倍的原材料,嚴重浪費材料和資金。
3 慢走絲線切割工藝及機床的特點
慢走絲線切割是一種電極絲做單向低速移動的線切割機床。一般而言其走絲速度低于0.2mm/s,通過3次切割精度可以達到0.001mm,表面質量也接近磨削水平,具有工作平穩、均勻、加工質量高、抖動小等特點。因此在加工高精度零件時,慢走絲線切割機床得到廣泛應用。
4 慢走絲線切割的工藝技術的引進和使用
根據慢走絲線切割加工的特點,我們將圖示零件孔加工的工藝可以更改為:
(1)用中心鉆打中心孔。
(2)用Φ3.5mm鉆頭鉆通。
(3)用慢走絲機床加工三次,尺寸精度保證Φ4.9mm±0.01mm,圓度誤差和圓柱度誤差保證范圍在±0.005mm內。
(4)用Φ4.0mm衍磨棒進行衍磨,達到尺寸和形狀誤差要求。
5 加工工藝更改后的產品
依據更改后的工藝路線對30只零件進行孔加工,產品合格率為96.6%,加工用時為2,16小時/個,其中,線切割加工用時為0.915小時/個,珩磨為0.37小時/個。
6 總結
在實際生產加工過程中,按此工藝流程進行加工,不但達到零件的尺寸和形狀誤差的要求,提高了加工效率,提升產品制造的合格率,而且顯著的降低了刀具成本。
慢走絲線切割工藝有它的局限性,我這里這是列舉其中一個例子,但我還是希望我們的工藝人員在制定工藝路線時拓展思路、打破常規、勇于創新,為祖國的制造業發展提升一個平臺。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年8期)2015-02-28 18:55:23
質量探索(2015年3期)2015-01-30 09:02:36