某航空航天發動機精密內腔薄壁整體離心葉輪加工方法研究
2021-12-22 06:38:02劉廣東劉相嵐
機械工程師 2021年12期
劉廣東, 劉相嵐
(1.黑龍江省機械科學研究院,哈爾濱 150040;2.哈爾濱職業技術學院,哈爾濱 150081)
0 引言
目前,國內航空航天發動機關鍵零件離心葉輪種類型號繁多,因其形狀、精度、材質各異,決定了各自的加工難點、工藝方法千差萬別。航空航天飛行器發動機用曲面葉輪包括主葉和分流葉,它是一種薄型葉片,材料是鍛鋁,其工作特點是高速旋轉,對零件動平衡及尺寸精度與形位公差要求極高,精度達到微米級,其內腔形狀復雜,加工難度極高[1]。國內目前尚無穩定有效的方法可加工出此類零件,因此提出一種航空航天發動機精密內腔薄壁整體離心葉輪加工方法,可以穩定有效地加工出該類型零件產品。
1 超高轉速葉輪造型
超高轉速葉輪結構如圖1所示,該零件屬于透平類零件,產品由主葉、分流葉組成葉輪,薄型葉片,葉片平均厚度為1.2 mm左右,材料是鍛鋁,其工作特點是高速旋轉,對零件動平衡及尺寸精度與形位公差要求極高[2]。
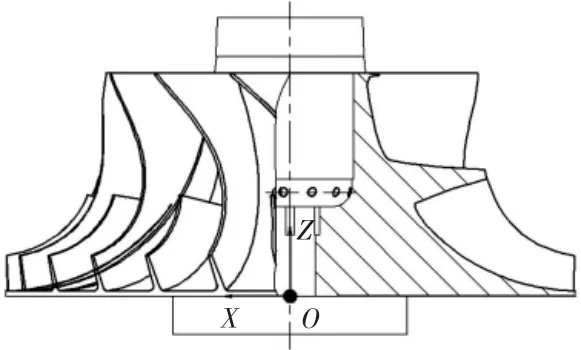
圖1 超高轉速葉輪結構
該類零件材質主要以鍛鋁為主,其零件內孔公差帶為0~0.006 mm,整個零件的設計基準尺寸精度要求嚴格,加工難度大。零件最大外徑公差在0~-0.04 mm,且跳動在0.02 mm內。輪轂兩端面垂直度在0.01 mm以內。輪轂大端面凸臺直徑公差帶為0~-0.02 mm,同軸度要求在0.02 mm以內,大端面全跳動在0.03 mm以內。零件小端面內孔內均布若干半圓孔,其位置度要求在0.04 mm以內。零件小端面內孔總長度≥50 mm,在此孔深0~40 mm段直徑公差帶在0.050~0.025 mm以內,同軸度在0.02 mm以內。小端面有1.8°斜度,且同軸度在0.02 mm以內。
2 加工過程
2.1 工藝流程
本文旨在提出一種航空航天發動機精密內腔薄壁整體離心葉輪加工方法,能加工出超薄葉片,且葉輪加工精度極高,特別適用航空航天飛行器等高轉速發動機加工制造。
為達到上述目的,設計工藝流程如圖2所示,其主要技術關鍵點如下。

圖2 工藝流程
毛坯粗車輪廓:利用普通車床粗車離心葉輪輪廓,具體包括粗車輪轂外圓輪廓、輪轂大端面、輪轂小端面、大端面工藝凸臺、大端面基準孔及小端面內孔[3]。
半精車輪廓:三爪卡盤裝夾大端面工藝凸臺處,利用車削加工中心半精車離心葉輪輪廓,具體包括半精車輪轂外圓輪廓、葉輪輪廓型線、輪轂小端面及小端面內孔。
粗銑葉型:利用五軸數控加工中心對葉輪表面粗開槽,即粗加工葉輪流道。
自然時效:恒溫靜止自然放置96 h,使應力得到充分釋放。
精車輪廓1:三爪卡盤裝夾大端面工藝凸臺處,利用車削加工中心精車離心葉輪輪廓,具體包括精車輪轂外圓輪廓、輪轂小端面及小端面內孔均加工至合格,然后調用外圓刀,輕車輪轂大端面一小部分,用于翻面找正基準用。
鉆孔:通過數控加工中心利用鉆頭伸入小端面內孔底端處按位置度要求鉆4個軸向孔,4個軸向孔中心在大端面基準孔合格尺寸圓周上。
精銑葉型:利用五軸數控加工中心精銑葉輪葉片至合格。
精車輪廓2:翻轉工件,利用專用工裝抱爪裝夾葉片外圓端處,露出輪轂大端面外圓,通過輕車輪轂大端面部位及露出的輪轂大端面外圓找正工件離心葉輪基準,利用車削加工中心精車離心葉輪輪廓,使輪轂大端面、大端面工藝凸臺、大端面基準孔加工至合格,此時4個軸向孔加工成半圓鍵槽,完成所述葉輪的加工。
2.2 加工刀具
秉著加工成本低、最大化提升加工效率、剛性高的原則,在葉片加工程序系統開發過程中,將銑刀分為粗加工球頭銑刀和精加工球頭銑刀[4]:粗加工球頭銑刀加工刃短(帶分屑槽),剛性好,價格低,效率高;精加工球頭銑刀加工刃長,剛性相對較差,而價格較高,因此適用于葉片的精加工。
2.3 具體實施過程
離心葉輪結構示意圖如圖3所示,圖4為毛坯粗車后葉輪的輪廓示意圖。

圖3 離心葉輪結構示意圖
備料:圓餅狀鍛鋁毛坯。
毛坯粗車輪廓:利用普通車床粗車離心葉輪輪廓,通過三爪卡盤裝夾圓柱狀鍛鋁毛坯,粗車輪轂外圓輪廓、輪轂大端面5、輪轂小端面6、大端面工藝凸臺7、大端面基準孔8及小端面內孔9,并留有余量,如圖4所示。

圖4 毛坯粗車后葉輪的輪廓示意圖
半精車輪廓:三爪卡盤裝夾大端面工藝凸臺7處,夾緊力為980 N,通過車削加工中心利用外圓車刀半精車離心葉輪輪廓,具體包括半精車輪轂外圓輪廓、葉輪輪廓型線、輪轂小端面6及小端面內孔9。
粗銑葉型:將上步中的工件夾緊在墊鐵夾具上,并通過五軸數控加工中心利用球頭銑刀按照程序對葉輪表面粗開槽加工,即粗加工葉輪氣流道。
自然時效:恒溫靜止自然放置96 h,將鍛件中的應力全部去除,利于保證工件的加工精度。
精車輪廓1:三爪卡盤裝夾大端面工藝凸臺7處,夾緊力為980 N,通過車削加工中心利用外圓刀精車離心葉輪輪廓,具體包括精車輪轂外圓輪廓、輪轂小端面6及小端面內孔9均加工至合格,然后調用外圓刀,輕車輪轂大端面5一小部分,用于翻面找正基準用,裝夾一次,就可將正面加工完成的基礎上還能為翻面加工提供基準,加工效率高,且加工定位準確,零件加工精度高。
鉆孔:將上步加工完成的工件由墊鐵及壓板等工裝裝夾于五軸數控加工中心上,并通過數控加工中心利用鉆頭伸入小端面內孔9底端處按位置度要求鉆4個軸向孔,用平頭銑刀銑平4個軸向孔的底部,4個軸向孔中心在大端面基準孔合格尺寸圓周上,完成后鉗修。
精銑葉型:加工車間溫度控制在(20±2)℃,加工前機床預熱20 min,穩定加工精度,利用五軸數控加工中心編寫的程序精銑葉輪葉片至合格,葉頂輪廓度要求,葉根輪廓度要求,具體步驟為:1)粗銑氣流道底;2)精銑主葉;3)精銑分流葉;4)精銑氣流道底;5)精銑葉根。上述步驟利用錐球銑刀進行加工,且在加工葉片時,按照葉片葉型的走向從葉頂向葉根方向加工,在13對主葉和分流葉葉片間鉆有φ2.5 mm通孔,且所有通孔周向均布并與葉片有相對角向要求,完成后鉗修[5]。
精車輪廓2:翻轉工件,利用專用工裝抱爪夾持葉片外圓端處,露出輪轂大端面外圓,通過輕車大端面部位及露出的大端面外圓找正工件離心葉輪基準,利用車削加工中心精車離心葉輪輪廓,使輪轂大端面、大端面工藝凸臺、大端面基準孔加工至合格,此時4個軸向孔加工成半圓鍵槽,完成所述葉輪的加工;離心葉輪中半圓形鍵槽的加工是通過先在要求位置處加工孔,然后精車大端面基準孔達到工藝要求后孔變成半圓形鍵槽,此種加工鍵槽的方法,既保證了4個鍵槽的位置精度,又便于加工,也保證了鍵槽的尺寸。
大端面基準孔加工采用粗車和精車,其中粗車給精車留2 mm余量,精車大端面基準孔時,先精車逐步去余量1.8 mm后,再采用內孔刀3~5次精車達到大端面基準孔合格尺寸,每次精車都是均等去余量加工,對大端面基準孔的多次均等去余量精加工方式,既監測了加工系統的精度是否合格,又保證了大端面基準孔高要求的加工精度。
鉗修:倒角、去除全部毛刺。
動平衡:將去毛刺后的葉輪進行動平衡矯正,防止葉輪旋轉過程中出現不穩定現象。
熒光檢查:葉輪表面做熒光檢查,不允許存在發紋、裂紋等缺陷。
最終檢驗:對表面質量進行檢查,包括葉輪的尺寸、規格是否符合、表面是否擦傷,表面是否有雜質;然后進行表面處理與最終鉗修,鉗修后入庫。
在以上每步加工后都有對工件的檢驗,利用三坐標測量機,檢驗所加工尺寸是否符合要求。
本加工方法加工出的葉輪,13對大小葉片周向均布,分布誤差不大于±4′。
利用本加工方法加工的離心葉輪的葉型偏差不大于±0.04 mm;葉片表面粗糙度為Ra1.6 μm;葉片加工刀痕順氣流方向,輪轂出口殘高0.05~0.08 mm。
本加工方法加工得到的大端面基準孔、小端面內孔及大端面凸臺端面的表面粗糙度為Ra1.6 μm,其余加工面的表面粗糙度為Ra3.2 μm。
本加工方法加工出的葉輪葉片的平均厚度為1.2 mm,屬于薄型葉片。
3 結論
本加工方法能夠加工出薄至1.2 mm的超薄葉片,并且加工過程中葉片不會發生變形,同時能保證輪轂兩端面內孔極高的同軸度及輪轂大端面內孔加工的微米級精度,本加工方法能達到極高的零件動平衡及尺寸精度與形位公差要求。
