連桿大孔滾壓刀具高效安放滾珠的防錯工具
2021-12-22 11:14:18薛飛
金屬加工(冷加工) 2021年12期
薛飛
上汽大眾汽車有限公司 上海 201805
1 序言
滾壓加工是一種近幾十年興起的光整加工技術,具有生產效率高、表面粗糙度值低及生產成本低的優點。而且滾壓加工通過對工件表面擠壓產生冷作硬化后,使工件表面的硬度和疲勞強度大大提高,這是傳統金屬切削光整加工工藝所無法比擬的優勢。在一定程度上其能代替工件表面淬火工藝,可以大幅提升機械產品的使用壽命。發動機連桿作為大批量生產的零件尤其適用滾壓工藝。
2 問題背景
EA888發動機的連桿小孔是發動機上精度最高的部分,其孔徑精度高達φ(23.013±0.005)mm。孔的表面輪廓粗糙度值要求Rz=1.8μm。制造上采用“鉆→粗鏜→半精鏜→精鏜→滾壓”的工藝路線,其中滾壓是最終工序,即用滾刀(見圖1)的滾珠對連桿小孔表面進行滾壓加工。滾壓承擔著保證尺寸精度、表面粗糙度同時在工件表面擠壓形成一層冷作硬化層的重要作用。而滾壓刀具上的鋼制滾珠就是與連桿小孔表面直接滾壓成形的核心元件,滾珠的安裝要求是一次換裝5顆。

圖1 連桿小孔滾刀
3 技術難點
1)單顆滾珠安裝存在漏裝的風險,一旦少裝一顆滾珠,加工時,在不平衡的徑向力作用下會使滾壓刀具產生彎曲變形,導致零件報廢。嚴重的會影響機床主軸的回轉精度,造成機床不能保證加工穩定性和精度的要求。以前就發生過操作人員漏裝滾珠而導致的事故,造成滾刀報廢。
2)滾壓是一種高精度的加工方式,滾珠的直徑(6±0.02)mm有很嚴格的要求。但有時滾珠中會混有直徑嚴重偏大的滾珠(由于滾刀的結構和工作原理,直徑偏大的滾珠也能安裝到滾刀刀柄中),在滾壓過程中會造成連桿小孔表面精度超差。而滾珠直徑的差異依靠操作人員肉眼很難發現。
3)手工一顆一顆安裝滾珠(見圖2)效率較低。

圖2 手工安裝滾珠
4 現有技術的弊端
現有技術中已經有如下解決方案,但都存在問題。
(1)針對更換滾珠效率較低的問題 可以采用增加一些備用刀具,多名操作人員在設備運行的同時在機床外對備用刀具安裝,使得安裝時間不占用換刀時間。該方案本質上只是緩解矛盾,并沒有從根本上提升效率。
(2)針對單顆滾珠安裝存在漏裝的風險 可以加強操作人員責任心的教育。在操作人員安裝刀具后由班長再進行一次檢驗。該方案在操作人員高強度勞動、倒夜班等精神疲勞的狀態下依然存在漏裝的風險,班長復檢會增加班長的勞動強度。
(3)針對滾珠中會混有直徑嚴重偏大的滾珠的問題 在換刀前用千分尺對滾珠的直徑進行測量,將直徑超差的滾珠挑選出來。該方案費時費力,操作過程中為了保證滾珠的清潔度,事先必須嚴格清潔所用的工具和千分尺,操作過程中必須帶全新的手套,且操作過程十分不方便。
5 解決措施
設計制作一種連桿小孔滾壓刀具高效安放滾珠的防錯工具(見圖3),可實現低成本、準確、高效地放置滾珠。
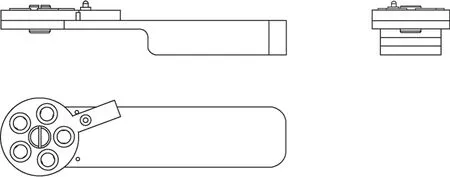
圖3 連桿小孔滾壓刀具高效安放滾珠的防錯工具三視圖
該裝置詳細技術特征如下。
1)在五孔手柄上安裝1個五孔的承珠轉盤,通過限位銷控制孔眼對齊的導通位置(見圖4)和孔眼錯位的截止位置(見圖5)的兩個工作位。

圖4 導通位置

圖5 截止位置
2)在承珠轉盤上的5個孔眼中安裝帶黃銅彈簧片的塑料套,他們之間用導線與發光二極管和3V紐扣電池相連。
3)在手柄上的5個孔的直徑為滾珠直徑尺寸上偏差。
連接關系(見圖6所示裝配圖):在手柄上有5個與滾刀安裝滾珠口位置相吻合的落珠孔,且落珠孔的直徑尺寸是滾珠的直徑上偏差尺寸;承珠轉盤上與手柄通過軸和螺釘聯接,且承珠轉盤能繞著軸旋轉;手柄上有2個限位銷,分別對應承珠轉盤上5個承珠孔與手柄上5個與滾刀安裝滾珠口位置相吻合的落珠孔對齊與錯開的位置;承珠轉盤上5個承珠孔中定向安裝有塑料套;塑料套的兩側安裝有黃銅彈簧片;黃銅彈簧片以軸的軸心線按圓周方向分布;黃銅彈簧片之間和發光二極管、紐扣電池用導線串聯連接(見圖7)。

圖6 連桿小孔滾壓刀具高效安放滾珠的防錯工具裝配圖
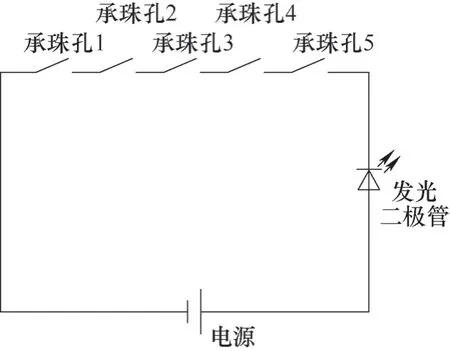
圖7 滾珠、二極管、紐扣電池串聯連接
操作步驟:使用時將該工具的承珠轉盤上5個承珠孔與手柄上5個落珠孔撥到錯開呈截止狀態(見圖8),伸入裝有滾珠的罐子中挖取滾珠(見圖9),當承珠轉盤上5個承珠孔中有滾珠時,黃銅彈性片、發光二極管與紐扣電池之間形成串聯回路,發光二極管發光,證明沒有漏裝滾珠,達到防錯目的。然后將該工具手柄上的5個落珠孔對準滾刀安裝滾珠口,轉動承珠轉盤到落珠限位銷位置,承珠轉盤上5個承珠孔與手柄上5個落珠孔對齊(見圖10)。滾珠在重力的作用下自動落入滾刀滾珠安裝孔。沒有落下的滾珠就是直徑尺寸偏大的滾珠,達到檢驗滾珠直徑的目的。
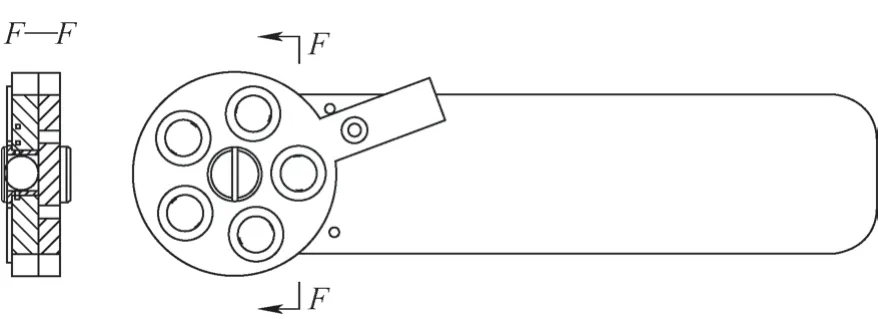
圖8 落珠孔撥到截止位置

圖9 挖取滾珠

圖10 承珠孔與落珠孔對齊的位置
6 使用效果
1)從滾珠盒子中一次挖取可同時安裝5顆滾珠,不需要一顆顆滾珠手工擺放,操作效率高。
2)利用5顆鋼制滾珠在承珠孔中形成串聯電路,具有防止漏裝的作用,可以避免人為操作失誤,可靠性高。
3)利用手柄上的5個落珠孔的直徑限制,能夠剔除直徑尺寸偏大的滾珠。
7 結束語
本裝置具有操作簡單、可靠高效的特點,在安裝多顆滾珠的裝配場合有很大的推廣價值。