創新蒸汽干燥機定位擋輪修復工藝
2021-12-22 11:47:28劉小輝陳仕杰
銅業工程 2021年5期
關鍵詞:設備
劉小輝,姚 鵬,陳仕杰
(江西銅業集團有限公司 貴溪冶煉廠,江西 貴溪 335424)
1 引言
熔煉一系統蒸汽干燥機主要用于對備料預干燥過來的銅精礦進行二次干燥。干燥機托輪擋輪系統主要由定位裝置、固定軸裝置、旋轉裝置及定位托輪擋輪組成。干燥機除每周固定停機進行的爐內點檢兩小時外,一直保持正常運轉,長周期運轉在擋輪的工作面形成多道斜槽,擋輪作業面斜槽加速干燥機托圈磨損,會造成嚴重設備故障。
2 檢修分析
2.1 故障現象
干燥機在我廠銅冶煉生產工藝線上十分重要,因此對干燥機側端定位擋輪作業面磨損斜槽的修復至關重要。由于干燥機側端定位擋輪直徑大,轉速較慢(24r/min),摩擦阻力相對較大,長期運轉導致作業面磨損形成多道10~12mm深的斜槽,嚴重影響主動輪運轉,造成偏轉誤差,影響設備正常作業率,如圖1。
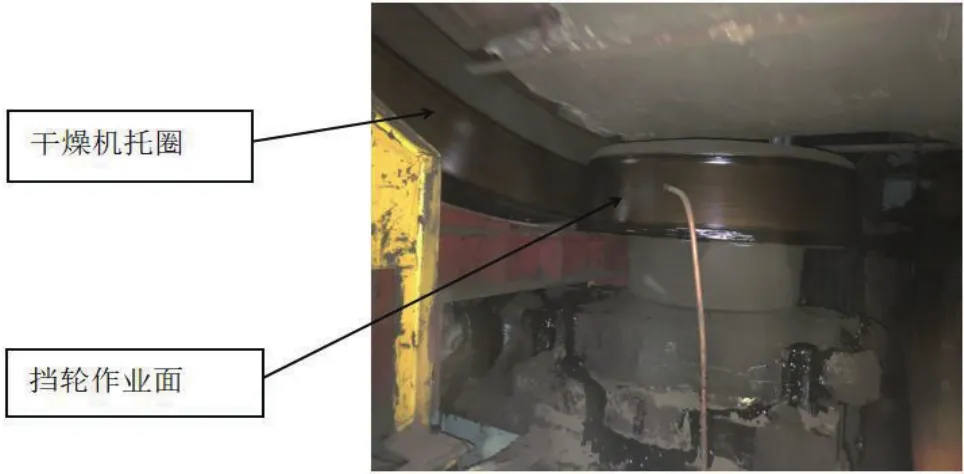
圖1 干燥機擋輪
2.2 現場檢修條件
干燥機設備體積大、結構復雜、檢修難度大,并且由于作業空間受限以及檢修時間緊張,擋輪無法單獨拆卸及更換。擋輪作業面的斜槽必須經過車削加工才能去除[1]。擋輪的車削加工要將大直徑擋輪裝夾在CA6150A車床才能實現,擋輪的拆卸受設備現場檢修空間的限制無法單獨拆卸,故而無法將干燥機大直徑側端擋輪拆卸運至金工車間進行車削加工。擋輪作業面磨損斜槽的修復嚴重制約干燥機設備檢修的完成率。
2.3 車削加工原理及具備條件
車削加工原理[2]:利用工件的旋轉運動和刀具的直線運動或曲線運動來改變毛坯的形狀和尺寸。車削加工具備的切削三要素:切削速度、背吃刀量、進給量。因此要實現擋輪的車削修復必須實現擋輪的旋轉以及刀具的直線進給,如圖2。
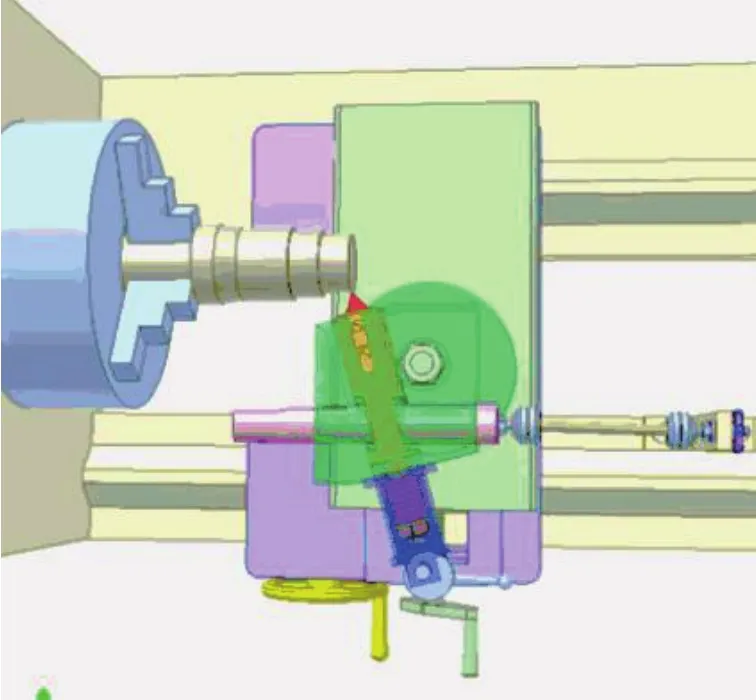
圖2 車削加工示意圖
3 創新加工工藝及實施方案
3.1 現場調查
(1)通過現場調查發現干燥機擋輪可做勻速自轉,且轉速符合車削加工工件做旋轉運動這一切削要素,通過現場測得擋輪轉速為24r/min,符合CA6150車床加工大直徑工件的轉速要求。
(2)現場擋輪位置有可利用安裝刀架的空間,可在現場安裝刀架接近CA6150車削加工操作,實現現場對擋輪進行車削修復加工。
3.2 創新加工工藝、設計可行現場車削修復方案
由于現場無法單獨拆卸干燥機擋輪,利用擋輪自轉、及現場空間條件設計安裝特殊刀架實現車削加工三要素切削速度、背吃刀量、進給量,對擋輪作業面磨損斜槽進行現場車削修復。利用擋輪自轉、根據現場空間設計刀架及刀具進給裝置,如圖3。按照車削加工原理,固定安裝刀架、找正刀具中心高位置,手動進給,對擋輪作業面進行車削修復[3]。
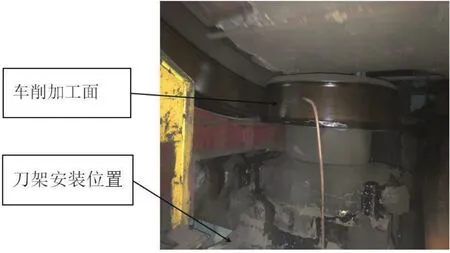
圖3 擋輪修復現場位置示意圖
4 加工方案實施
4.1 設計符合現場安裝條件的刀架
利用擋輪自轉、根據現場空間位置設計安裝刀架及刀具進給裝置,確定刀架的固定方式為焊接固定,采用焊接性能較好的45鋼板制作,刀具進給裝置與刀架采用螺桿連接且底部利用墊片調整刀具進給裝置的高度[4]。測量好工件中心高的進刀尺寸,計算出刀架的尺寸為高430mm,寬245mm,如圖4。
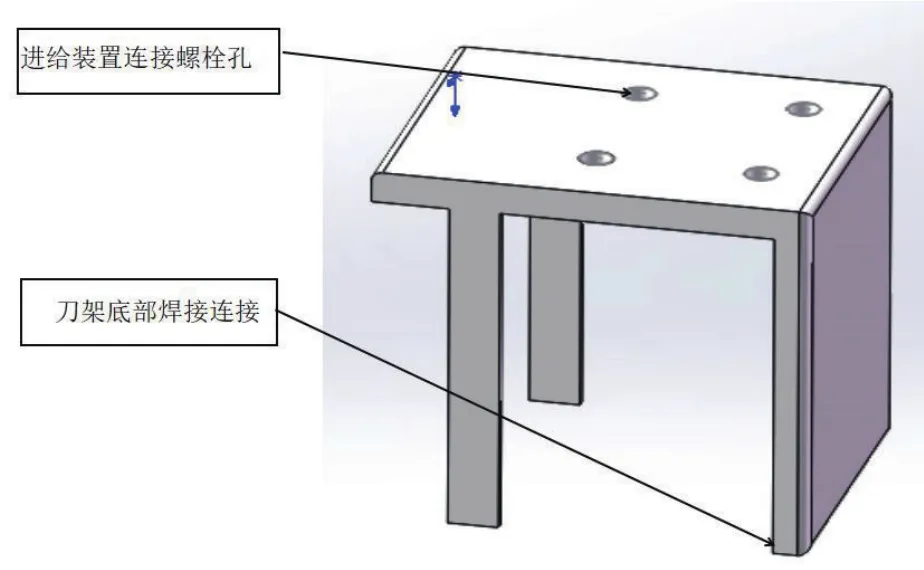
圖4 安裝刀架示意圖
4.2 現場刀架及進給裝置安裝
按照設計尺寸及形狀制作好刀架及組裝手動進刀裝置,按照計算出的中心高尺寸利用螺母墊片調整好刀具進給裝置高度,采用焊接方式將刀架安裝在現場,如圖5。刀架制作鋼板采用45鋼厚度25mm,厚度不易大于25mm以滿足刀具車削加工剛性、避免車削加工時產生振刀即可,方便焊接處在加工完成后割除恢復現場[5]。

圖5 安裝后刀架
4.3 模擬車床加工,對擋輪作業面進行車削修復
測量定位擋輪的實際尺寸、可作業面積、確定擋輪轉速及磨損程度,利用測得數據結合CA6150車床車削參數選擇合適的車削吃刀量及進給速度,手動進給對擋輪作業面斜槽進行修復。手動進給的過程中為了避免刀具的振動,對10~12mm斜槽分多次車削加工,如圖6。每次車削吃刀量小于5mm,進給宜采用慢進給保證加工面的光潔度值,完成擋輪修復[6]。

圖6 現場車削修復
5 結束語
通過對干燥機擋輪現場情況充分分析及修復要求研究后創新了加工工藝。新加工工藝在滿足切削加工工藝要求的同時避免了設備的拆卸及運輸,在設備作業現場簡易地實現了車削加工,解決了現場檢修無法完成的設備修復。且在修復完成后臨時刀架拆除簡單,恢復時效高。設備正常運轉后反饋效果較好,徹底解決干燥機托圈磨損問題,提升了設備作業率,保證了生產設備安全順行。此加工工藝得到實踐驗證,在類似車削加工中可推廣應用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00