包邊模量產(chǎn)階段的維護(hù)
2021-12-22 08:17:42呂凡李平
模具制造 2021年11期
呂凡,李平
(東風(fēng)本田汽車有限公司,湖北武漢430056)
1 引言
開(kāi)閉件為提高剛性和強(qiáng)度,提升美感,通常會(huì)對(duì)開(kāi)閉件做包合處理。經(jīng)過(guò)汽車人不懈努力發(fā)展,目前包邊工藝有3種方式:①滾邊;②包邊專機(jī);③包邊模。然而不管采用何種工藝方式都需要在試作階段根據(jù)制件的實(shí)際情況進(jìn)行多輪調(diào)試,才能交付出合格且穩(wěn)定的總成,以保證完成車質(zhì)量目標(biāo),從而達(dá)至量產(chǎn)。
量產(chǎn)往往是數(shù)以十萬(wàn)甚至百萬(wàn)計(jì)批量加工,而面對(duì)如此龐大的加工量,不論采用何種包邊方式設(shè)備必然存在磨損。滾邊夾具、滾輪、包邊模加工過(guò)程承受著不同程度的力作用,為保證設(shè)備使用壽命和總成品質(zhì),包邊設(shè)備的日常點(diǎn)檢和專項(xiàng)點(diǎn)檢維護(hù)就顯得尤為重要。我司采用的是包邊模,因此下面重點(diǎn)介紹我司對(duì)包邊模的維護(hù)方法。
2 包邊模
2.1 包邊模構(gòu)造
包邊模(見(jiàn)圖1)分為上型模(見(jiàn)圖2)和下型模(見(jiàn)圖3),上型模由壓合刀、預(yù)彎?rùn)C(jī)構(gòu)驅(qū)動(dòng)、導(dǎo)向銷和脫料板等組成,下型模由胎膜、預(yù)包鑲塊和預(yù)彎?rùn)C(jī)構(gòu)等組成。
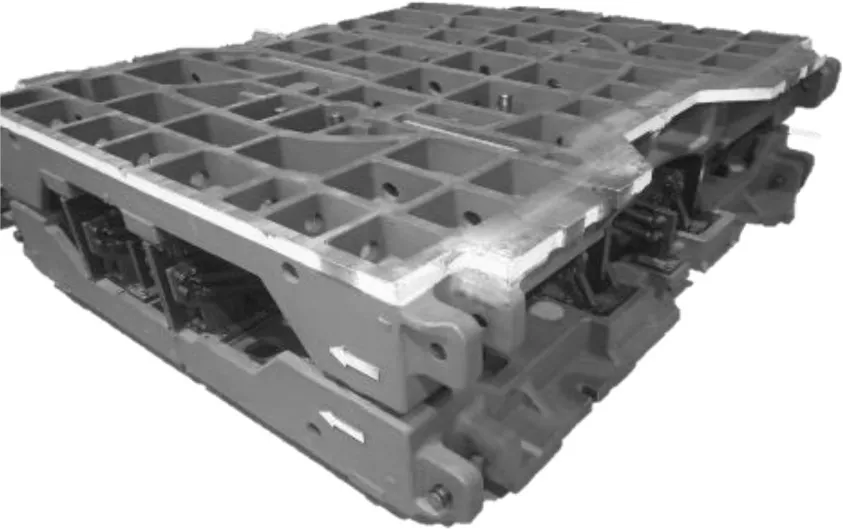
圖1 包邊模
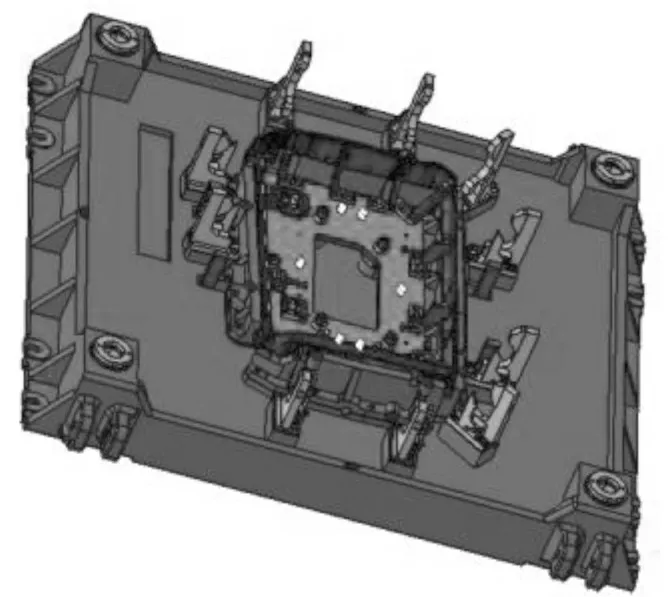
圖2 上型模
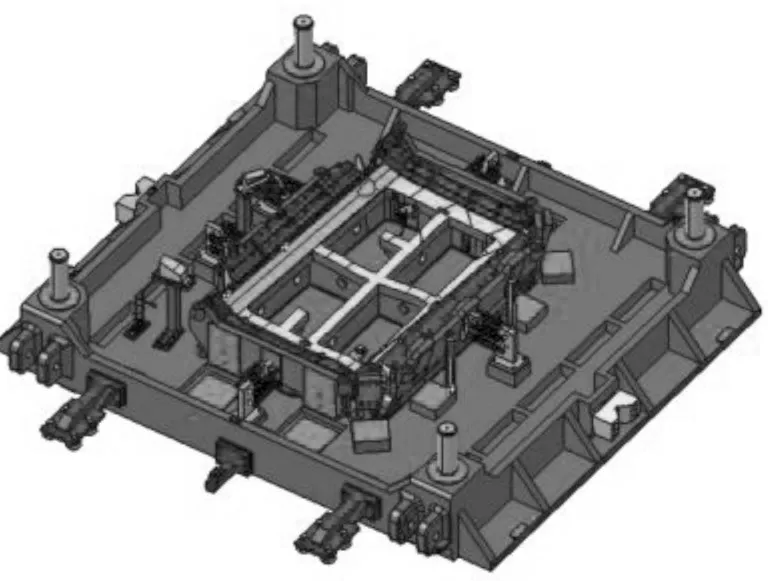
圖3 下型模
2.2 上型模構(gòu)造
上型模基本構(gòu)成有:上模座、預(yù)彎?rùn)C(jī)構(gòu)驅(qū)動(dòng)、導(dǎo)向銷、壓合刀、壓料芯,如圖4所示。
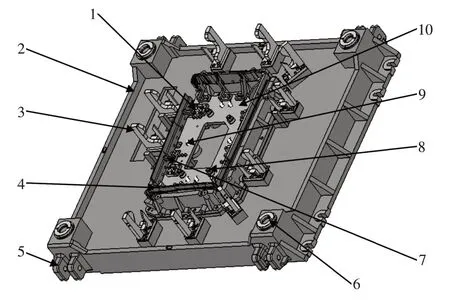
圖4 上型模基本構(gòu)造
2.3 下型模構(gòu)造
下型模基本構(gòu)成有:下模座、預(yù)彎?rùn)C(jī)構(gòu)、胎模、電氣元件,如圖5所示。
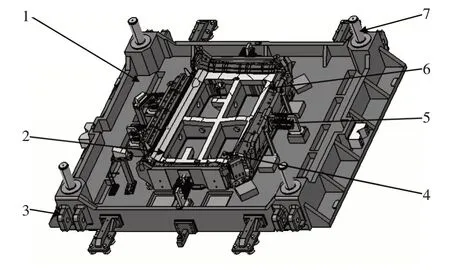
圖5 下型模基本構(gòu)造
3 包邊模工作過(guò)程
包邊模包合作用:一是保證開(kāi)閉件內(nèi)外板包合工藝的成型,二是保證開(kāi)閉件尺寸精度。為保證兩種目的達(dá)成包邊模內(nèi)部設(shè)置不同機(jī)構(gòu),工作原理相輔相成。
3.1 包邊模包合過(guò)程
包邊模包合過(guò)程主要為:閉合件內(nèi)外板扣合放置在下型模中→上型模下壓→上下型模導(dǎo)槽導(dǎo)柱對(duì)正→導(dǎo)正銷與內(nèi)板定位孔對(duì)正→上型模預(yù)彎?rùn)C(jī)構(gòu)驅(qū)動(dòng)與下型模預(yù)彎?rùn)C(jī)構(gòu)作用(第一階段:預(yù)包鑲塊推動(dòng)改變外板翻邊角度,第二階段:預(yù)包鑲塊后退至原始位置)→壓合刀作用外板至胎膜壓平→上型模上升打開(kāi)模具。
其中最為復(fù)雜的是預(yù)包鑲塊工作過(guò)程(見(jiàn)圖6),上型模預(yù)彎?rùn)C(jī)構(gòu)驅(qū)動(dòng)(見(jiàn)圖7)與下型模預(yù)彎?rùn)C(jī)構(gòu)(見(jiàn)圖8)作用一次,預(yù)包鑲塊軌跡發(fā)生兩次變化。第一次預(yù)包鑲塊前推至外板翻邊角度改變,第二次預(yù)包鑲塊后退至原位置,為壓合刀下壓外板軌跡做避讓。

圖6 預(yù)包鑲塊工作示意圖
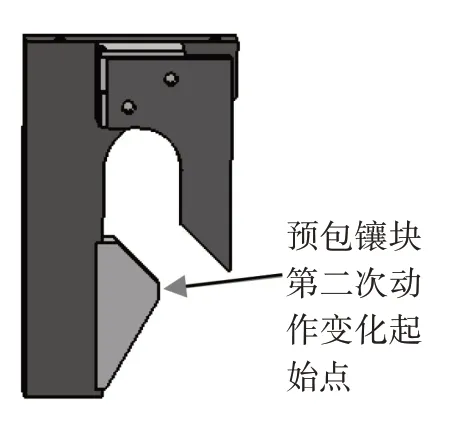
圖7 預(yù)彎?rùn)C(jī)構(gòu)驅(qū)動(dòng)
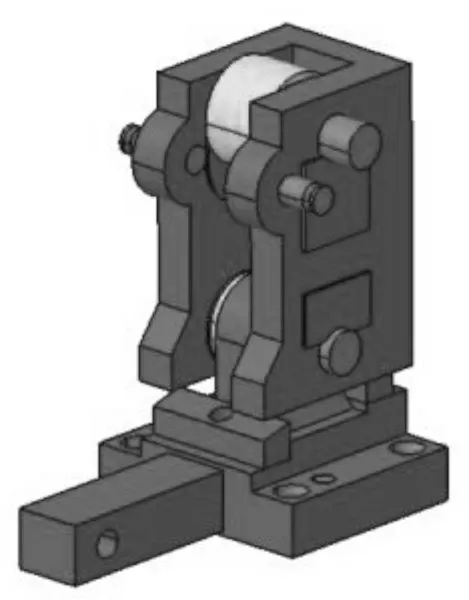
圖8 預(yù)彎?rùn)C(jī)構(gòu)
3.2 開(kāi)閉件尺寸精度保證
開(kāi)閉件精度在對(duì)于白車身的重要性不言而喻。復(fù)雜的裝配關(guān)系,直觀的間隙品質(zhì),嚴(yán)苛的造型標(biāo)準(zhǔn)。無(wú)不需要一個(gè)高品質(zhì)的開(kāi)閉件,甚至為保證完成車的標(biāo)準(zhǔn),應(yīng)對(duì)一些特殊項(xiàng)目需要開(kāi)閉件在尺寸上做偏置管控。
開(kāi)閉件在包邊模中的定位主要是外板和內(nèi)板總成(內(nèi)板和加強(qiáng)件、螺母板焊接后的部品)。
外板定位依靠下型模中的下型定位塊(見(jiàn)圖9),一般分布在外板邊緣四條邊線上,通過(guò)輪廓定位原理實(shí)現(xiàn)外板定位(見(jiàn)圖10),根據(jù)開(kāi)閉件形狀具體問(wèn)題具體選擇設(shè)置數(shù)量。

圖9 下型定位塊
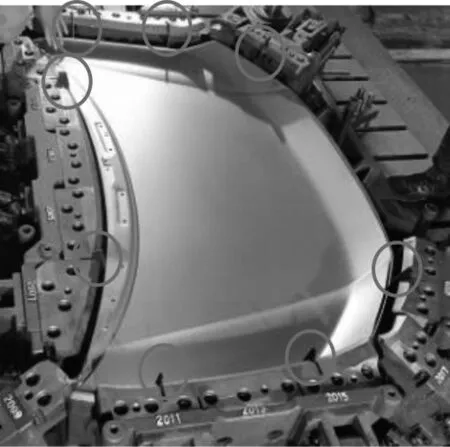
圖10 前蓋下型定位塊分布
內(nèi)板定位依靠上型模中的導(dǎo)向銷(見(jiàn)圖11),我司開(kāi)閉件均采用3銷定位,部分廠商四門采用兩銷定位(見(jiàn)圖12),在實(shí)際生產(chǎn)過(guò)程中也并未發(fā)現(xiàn)優(yōu)劣之分。關(guān)于導(dǎo)向銷的調(diào)整方式也存在不同,一種是3銷一體式調(diào)整(見(jiàn)圖13),另一種是分體式調(diào)整(見(jiàn)圖14)。針對(duì)上述兩種方式個(gè)人認(rèn)為3銷定位采用一體式調(diào)整會(huì)更好,避免調(diào)整其中某一銷后需要根據(jù)總成與模具狀態(tài)匹配性調(diào)整其它導(dǎo)向銷。

圖11 導(dǎo)正銷
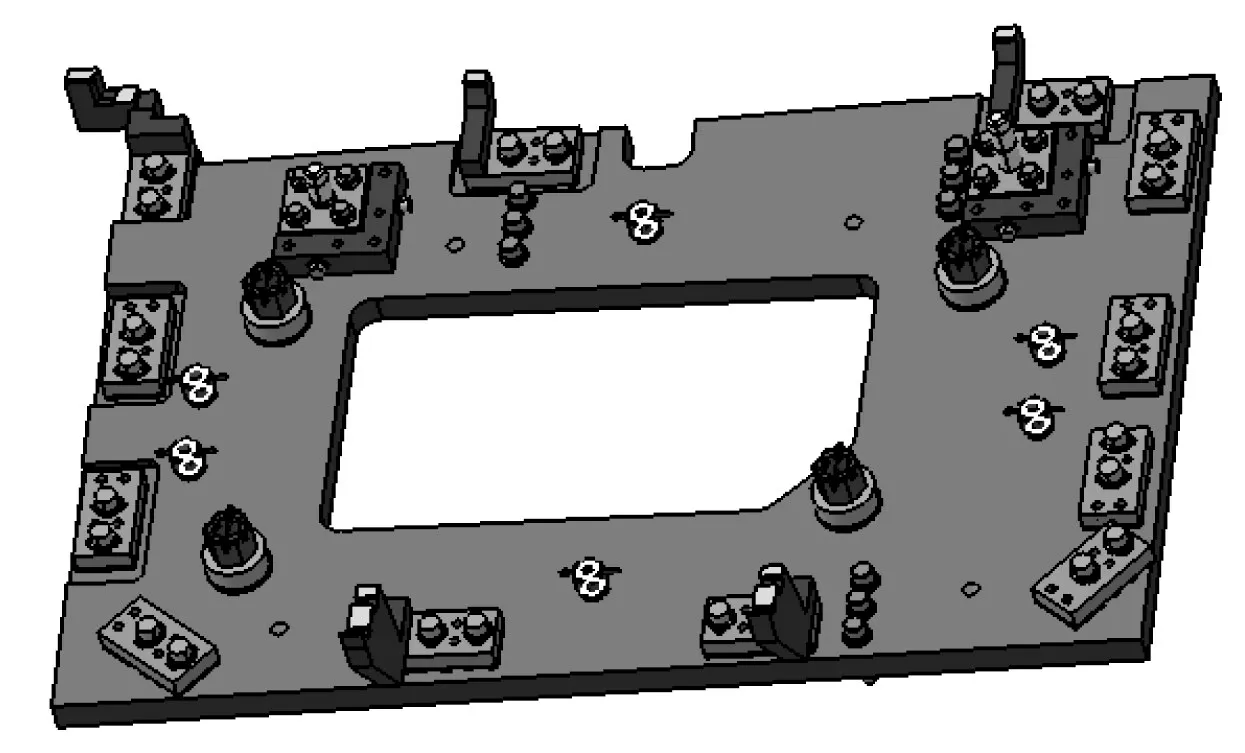
圖12 兩銷分體式
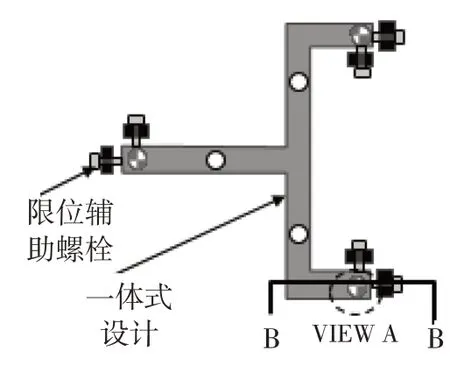
圖13 3銷一體式
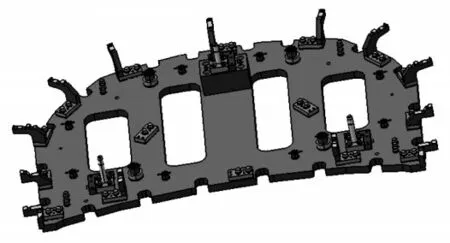
圖14 3銷分體式
4 包邊模點(diǎn)檢維護(hù)
包邊模品質(zhì)就是開(kāi)閉件品質(zhì),因此保證包邊模質(zhì)量對(duì)生產(chǎn)極為重要,加強(qiáng)對(duì)包邊模定期點(diǎn)檢維護(hù),延長(zhǎng)模具使用壽命,降低異常停機(jī)發(fā)生率,保證產(chǎn)量。
4.1 包邊模日常點(diǎn)檢
包邊模日常點(diǎn)檢執(zhí)行者是生產(chǎn)班組,通過(guò)日常監(jiān)控以消除模具不良因素,從而保障生產(chǎn)目標(biāo)達(dá)成。我司模具日常點(diǎn)檢項(xiàng)目主要以模具清潔為主,對(duì)模具安全部件定期檢查,內(nèi)容僅供參考,各單位存在差異性。
4.2 包邊模專項(xiàng)點(diǎn)檢
包邊模專項(xiàng)點(diǎn)檢執(zhí)行者是專業(yè)模修技能人員,由于專項(xiàng)點(diǎn)檢內(nèi)容大部分需要有專業(yè)模具知識(shí),一副模具點(diǎn)檢完成一般耗時(shí)8~10h,完成后還需要空包生產(chǎn)確認(rèn),總成前后精度、外觀品質(zhì)變化。根據(jù)我司長(zhǎng)期經(jīng)驗(yàn)總結(jié),專項(xiàng)點(diǎn)檢頻次6萬(wàn)沖程/次,專項(xiàng)點(diǎn)檢主要以補(bǔ)修、保養(yǎng)為主,將部分部件拆卸下來(lái)后進(jìn)行檢查。
4.3 包邊模專項(xiàng)點(diǎn)檢實(shí)例
2020年至2021年間,我廠量產(chǎn)車型4種,模具共19副,專項(xiàng)點(diǎn)檢已實(shí)施30套(部分車型實(shí)施多輪點(diǎn)檢),其中某車型年產(chǎn)量24萬(wàn)臺(tái),已完成多輪點(diǎn)檢任務(wù),現(xiàn)對(duì)部分點(diǎn)檢實(shí)例做以介紹。
(1)預(yù)包鑲塊磨損。
預(yù)包鑲塊是保證包邊品質(zhì)的關(guān)鍵,通過(guò)第一步預(yù)包使外板翻邊角度從85°≤θ≤110°變化至55°以下(特殊型面放寬至60°)(見(jiàn)圖15)。而在點(diǎn)檢過(guò)程中發(fā)現(xiàn)應(yīng)力較為集中的拐角處預(yù)包鑲塊磨損量遠(yuǎn)遠(yuǎn)大于其他型面(見(jiàn)圖16),針對(duì)磨損預(yù)包鑲塊會(huì)對(duì)其修復(fù)(見(jiàn)圖17、圖18),以保證預(yù)包鑲塊狀態(tài)不再惡化。
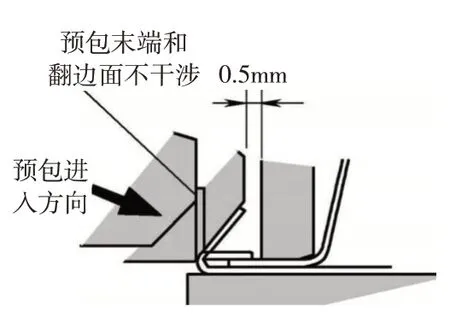
圖15 預(yù)包作用圖示
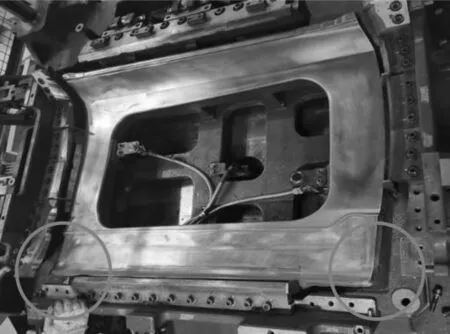
圖16 左前門模具磨損嚴(yán)重區(qū)域
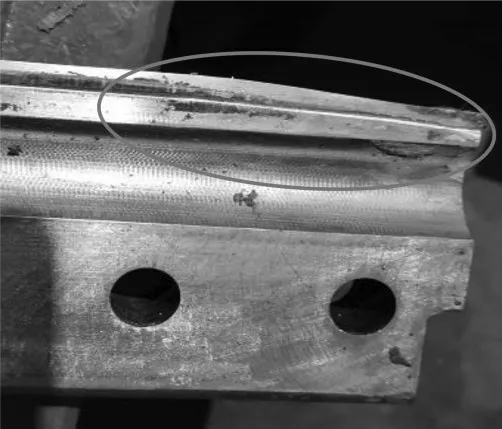
圖17 磨損預(yù)包鑲塊
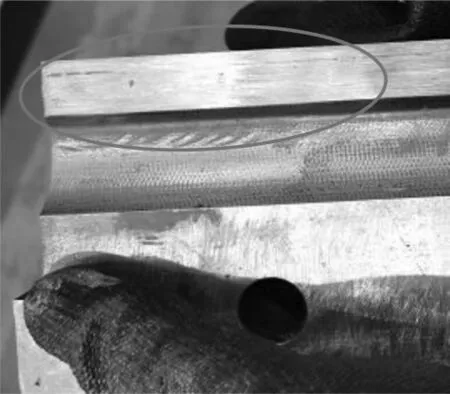
圖18 未磨損預(yù)包鑲塊
(2)總成包邊不良(預(yù)包鑲塊磨損)。
右前門下角處批量包邊不良(見(jiàn)圖19),排查多方面因素,最終鎖定為預(yù)包鑲塊磨損造成(見(jiàn)圖20)。預(yù)包鑲塊的補(bǔ)焊采用氬弧焊,補(bǔ)焊后打磨,再使用打磨后預(yù)包鑲塊做總成確認(rèn)效果(見(jiàn)圖21)。

圖19 包邊不良狀態(tài)

圖20 對(duì)應(yīng)位置預(yù)包鑲塊

圖21 補(bǔ)修預(yù)包鑲塊后總成
(3)胎模磨損。
胎模是受力部件,經(jīng)長(zhǎng)時(shí)間力的作用,磨損在所難免,胎模磨損會(huì)造成鈑金(見(jiàn)圖22),經(jīng)涂裝電泳噴漆后會(huì)放大鈑金效果。

圖22 前蓋邊緣凹條
胎膜是下型模機(jī)加工出來(lái)的,胎膜磨損需要根據(jù)零件狀態(tài)手工研配(見(jiàn)圖23),對(duì)磨損造成的胎模缺失部位進(jìn)行氬弧焊補(bǔ)焊,再進(jìn)行打磨拋光處理(見(jiàn)圖24),處理完成做總成,根據(jù)總成狀態(tài)確認(rèn)胎膜研配效果,一般根據(jù)修模鉗工技能的差異需要兩至五次反復(fù)研配。
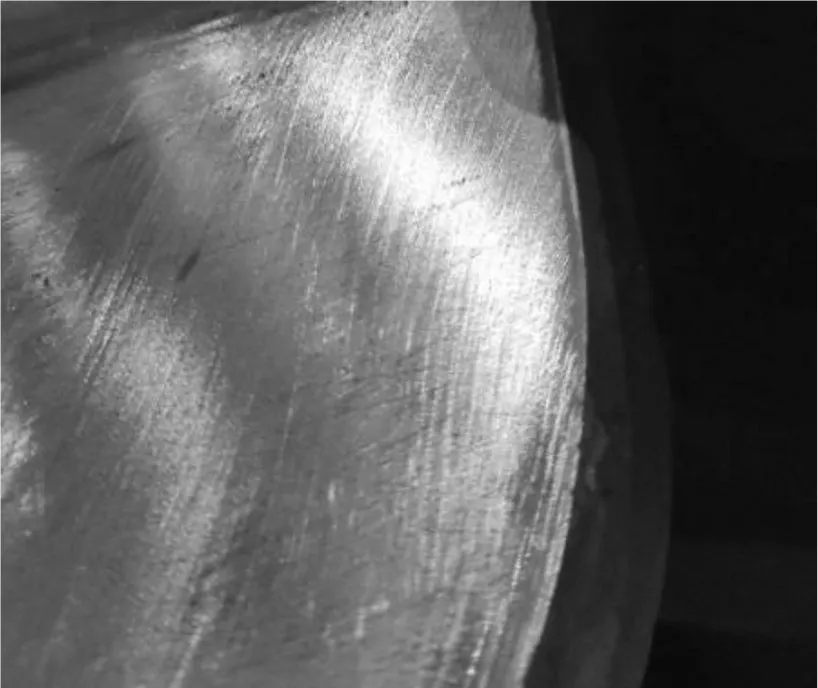
圖23 對(duì)應(yīng)位置胎模磨損

圖24 手修研配胎模
(4)外板翻邊角度波動(dòng),預(yù)包鑲塊適配調(diào)整。
外板翻邊角度變大,預(yù)包鑲塊角度未發(fā)生變化,預(yù)包鑲塊推動(dòng)外板造成外板擠壓變形,從而無(wú)法包住內(nèi)板(見(jiàn)圖25),造成制件不良(見(jiàn)圖26),改善方法①修復(fù)外板角度,沖壓?jiǎn)纹犯纳疲虎诟鶕?jù)預(yù)包鑲塊與外板接觸狀態(tài),改善預(yù)包鑲塊,將預(yù)包鑲塊接觸角變大(見(jiàn)圖27)。
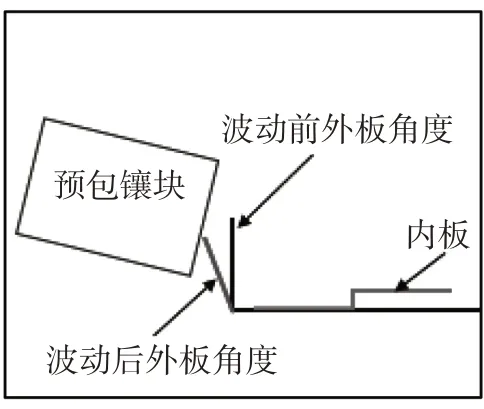
圖25 預(yù)包鑲塊作用示意圖

圖26 不良總成

圖27 預(yù)包鑲塊與板件接觸狀態(tài)
5 總結(jié)
日常點(diǎn)檢主要對(duì)模具做3S(清理、清潔、清掃)工作,針對(duì)胎模的飛濺焊渣,預(yù)包鑲塊和壓合刀附著的結(jié)構(gòu)膠,頻次為1次/班。不同車型切換時(shí),需要天車吊升模具至壓機(jī)的模具切換平臺(tái),因此每次模具吊起前都要求對(duì)模具吊耳做檢查,避免發(fā)生安全事故。
專項(xiàng)點(diǎn)檢內(nèi)容更為全面,按照6萬(wàn)沖程/次的頻率實(shí)施。涉及內(nèi)容包括模具安全部件的檢查、模具的全面清潔、磨損部件檢查及修復(fù)、應(yīng)力集中部位檢查及修復(fù)、模具精度的檢查及修復(fù)和模具的保養(yǎng)與潤(rùn)滑。
我司開(kāi)閉件生產(chǎn)線稼動(dòng)率始終維持在92%以上。其中某車型6副包邊模已使用8年,產(chǎn)出的開(kāi)閉件依然維持著高品質(zhì),這與日常點(diǎn)檢和專項(xiàng)點(diǎn)檢對(duì)包邊模維護(hù)作用密不可分。