永磁電機(jī)定轉(zhuǎn)子復(fù)合模設(shè)計(jì)
2021-12-22 08:17:40趙東超陳建軍魏潤(rùn)芬
模具制造 2021年11期
關(guān)鍵詞:工藝
趙東超,陳建軍,魏潤(rùn)芬
(中車永濟(jì)電機(jī)有限公司,山西永濟(jì)044502)
1 定轉(zhuǎn)子沖片介紹
圖1所示為某永磁電機(jī)定、轉(zhuǎn)子沖片,材料為硅鋼片B30AHV1500。定子沖片:內(nèi)、外圓、36個(gè)定子槽型、外圓9個(gè)焊接槽和1個(gè)記號(hào)槽;轉(zhuǎn)子沖片:軸孔及鍵槽、8個(gè)通風(fēng)槽、8個(gè)φ4.1mm鉚釘孔、8組磁鋼槽和不規(guī)則外形。
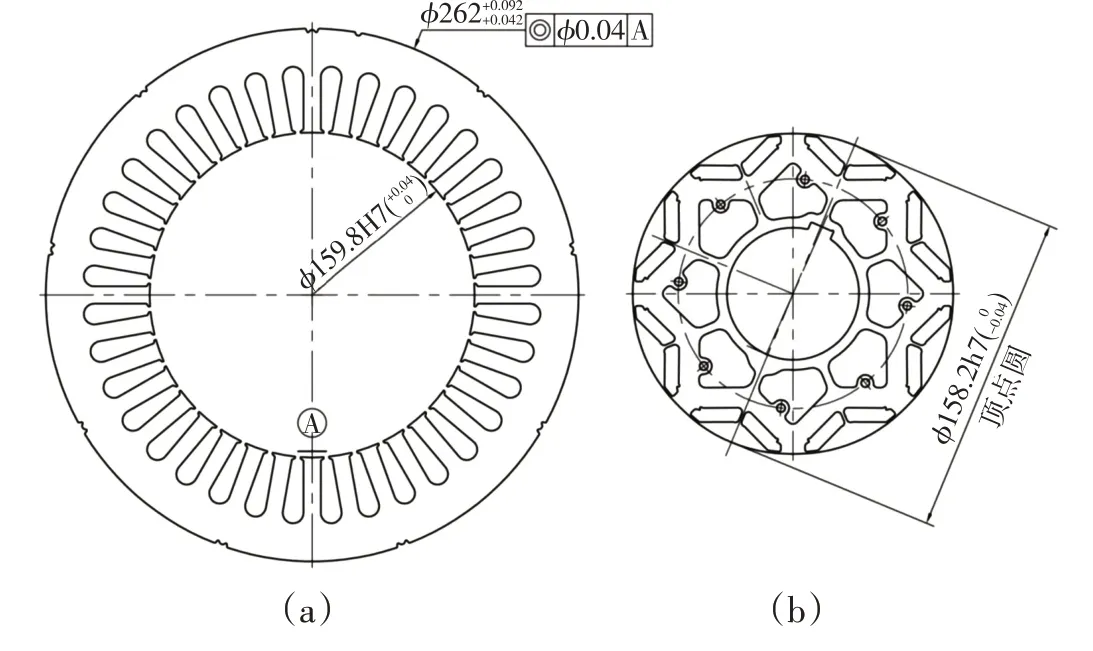
圖1 定子和轉(zhuǎn)子沖片簡(jiǎn)圖
2 沖制方案分析
定子沖片客戶要求使用沖床伺服偏擺送料機(jī)送料,自動(dòng)偏擺送料機(jī)帶動(dòng)硅鋼片前進(jìn)適當(dāng)距離同時(shí)沿前進(jìn)的垂直方向平移適當(dāng)距離,可以使每個(gè)沖片之間的間隙極小,有效的減少了邊角廢料,并且不需要像伺服送料機(jī)需要裁剪硅鋼片卷料,大大提高材料利用率,降低生產(chǎn)成本。
第一道工序:沖定子沖片:內(nèi)、外圓、36個(gè)定子槽型、外圓9個(gè)焊接槽和1個(gè)記號(hào)槽;并在中心沖制φ38mm工藝孔(客戶要求,作用:轉(zhuǎn)子沖制時(shí)定位孔和φ38mm圓片)。
第二道工序:φ38mm工藝孔定位沖制轉(zhuǎn)子沖片:軸孔及鍵槽、8個(gè)通風(fēng)槽、8個(gè)φ4.1mm鉚釘孔、8組磁鋼槽和不規(guī)則外形。
3 模具結(jié)構(gòu)
3.1 定子沖片復(fù)合模
根據(jù)客戶沖制時(shí)的送料方式和定子沖片形狀,定子復(fù)合模采用倒裝式結(jié)構(gòu),如圖2所示,凸凹模在下,凹模和凸模在上。
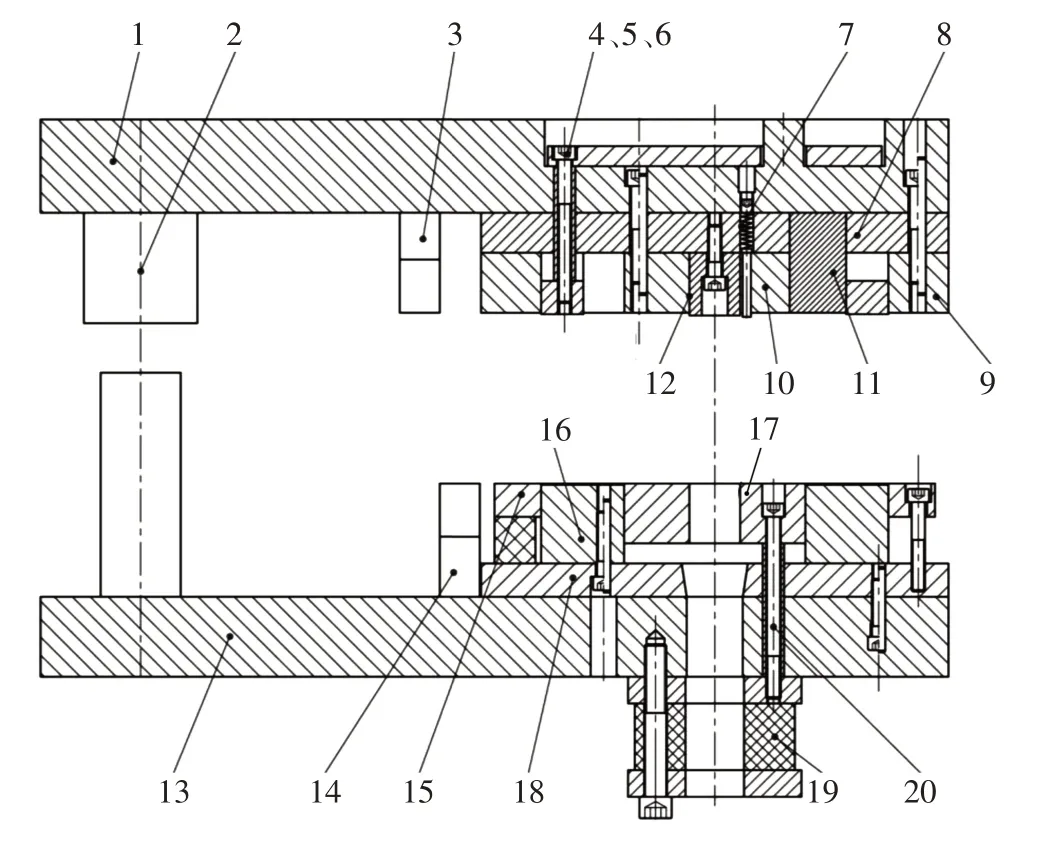
圖2 定子沖片復(fù)合模結(jié)構(gòu)
定子沖片和中間太陽(yáng)花廢料(轉(zhuǎn)子料)采用上打料,機(jī)床接盤自動(dòng)接料。
設(shè)計(jì)結(jié)構(gòu)時(shí)需要的注意點(diǎn)如下:
(1)廢料切刀。
由于定子復(fù)合模采用伺服偏擺送料機(jī)送料(見圖3),需要增加廢料切刀和廢料傳送帶安裝空間。
廢料切刀的刃口位置盡可能選在廢料筋尺寸小的地方(見圖3),長(zhǎng)度一般為定子外圓直徑的2~3倍。
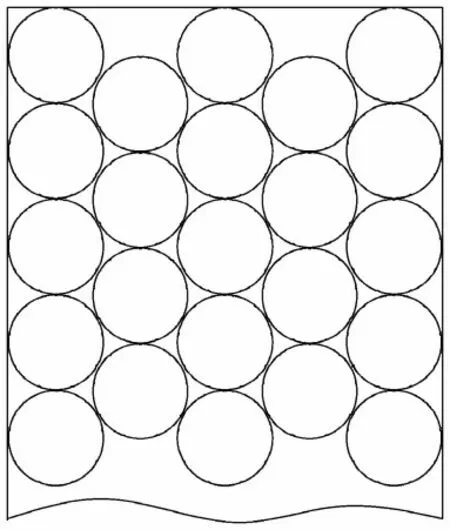
圖3 偏擺送料方式
(2)模架和導(dǎo)向系統(tǒng)。
a.模架設(shè)計(jì)(見圖4),兩個(gè)后導(dǎo)柱(粗),一個(gè)前導(dǎo)柱(細(xì)),模具安裝好后,沖制前導(dǎo)柱拆下,方便伺服偏擺送料機(jī)運(yùn)動(dòng)。
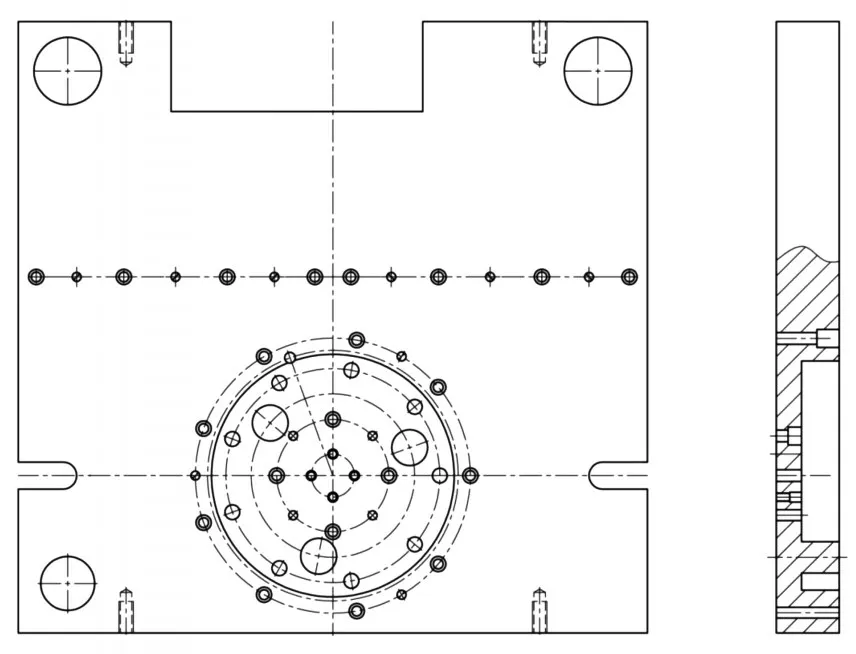
圖4 上模座
b.由于定子沖片和中間太陽(yáng)花廢料(轉(zhuǎn)子料)采用上打料,機(jī)床接盤自動(dòng)接料,所以上模座相應(yīng)位置設(shè)計(jì)空位。
c.后導(dǎo)柱和下切刀之間距離根據(jù)廢料傳送帶的寬度設(shè)計(jì)。
d.在打料腔增加3-φ30mm凸臺(tái),提高上模座強(qiáng)度。
(3)凸模。
定子內(nèi)孔和外圓的同軸度為0.04mm,考慮到加工、裝配和調(diào)節(jié)簡(jiǎn)便性,將定子內(nèi)孔凸模和36個(gè)定子槽凸模分開設(shè)計(jì)。
a.定子槽凸模(見圖5)設(shè)計(jì)時(shí)將圓弧偏移0.015mm(一般取刃口的單邊間隙),避免裝配時(shí)與軸孔凸模干涉。
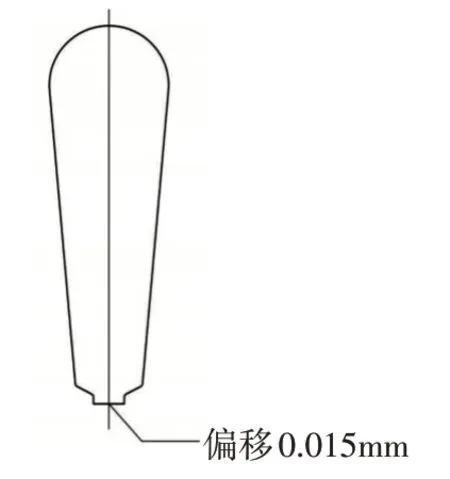
圖5 定子槽凸模
b.定子沖片是自動(dòng)接料,為了保證轉(zhuǎn)子料(中間太陽(yáng)花廢料)在模具分離后能夠帶到上面且順利打下,在軸孔凸模上增加磁鐵安裝孔和工藝孔周邊設(shè)置4個(gè)浮釘防止工藝孔凸模卡料。
(4)工藝孔凸、凹模。
定子沖片工藝要求在中心沖制一個(gè)φ38mm工藝孔,復(fù)合模結(jié)構(gòu)決定了φ38mm工藝孔凹模只能在下推板上,為浮動(dòng)結(jié)構(gòu)。所以φ38mm工藝孔凸模要比上模其他刃口高出2mm。
為了節(jié)省成本φ38mm工藝孔凹模采用Cr12Mo1V1材料58~62HRC鑲嵌到下推板(45鋼)上。確保φ38mm圓片能夠順利落料,可以在下推板下安裝導(dǎo)料筒,也可以將下固定板設(shè)計(jì)成上大下小漏斗狀(見圖2)。
(5)卸料。
定子沖片復(fù)合模共有推板、卸料板(見圖6)和下推板3種。
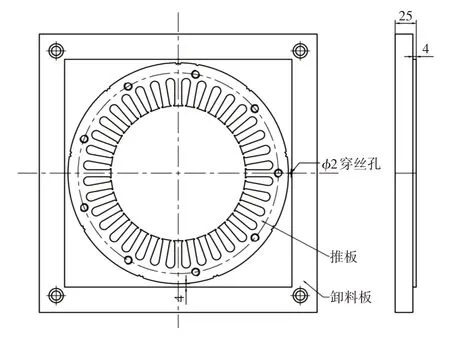
圖6 推板、卸料板
a.推板作用為:脫料、壓料保護(hù)凸模、導(dǎo)正凸模等作用,與凹模和凸模單邊間隙0.05mm。
b.卸料板主要作用為:脫外形廢料。推板和卸料板由于外形內(nèi)孔差不多,為了節(jié)約成本一般都是鑲套加工得到(見圖6),加工時(shí)首先保證推板的尺寸。
由于使用了伺服偏擺送料機(jī)送料,在卸料板上需要放置一個(gè)支撐板,所以設(shè)計(jì)一個(gè)4mm臺(tái)階。
c.下推板和推板外形內(nèi)孔差不多,但是下推板中心需要鑲嵌φ38工藝孔凹模,所以要求下推板厚為35mm,與凸凹模的定子內(nèi)圓配合間隙單邊為0.01mm;定子槽型配合間隙單邊為0.05mm。既保證了工藝孔的同軸度又方便裝配。
為保證下推板的高度一致和強(qiáng)度,采用等高套、螺釘與彈頂器夾板直接連接。
(6)彈頂器。
彈頂器的兩塊夾板厚度需在20mm以上,滿足剛性強(qiáng)度。40mm以上橡皮保證彈性量。3~4個(gè)M16mm以上螺釘連接。
3.2 轉(zhuǎn)子沖片復(fù)合模
根據(jù)轉(zhuǎn)子沖片形狀,確定模具采用正裝復(fù)合模結(jié)構(gòu),如圖7所示,凸凹模在上,凹模和凸模在下。
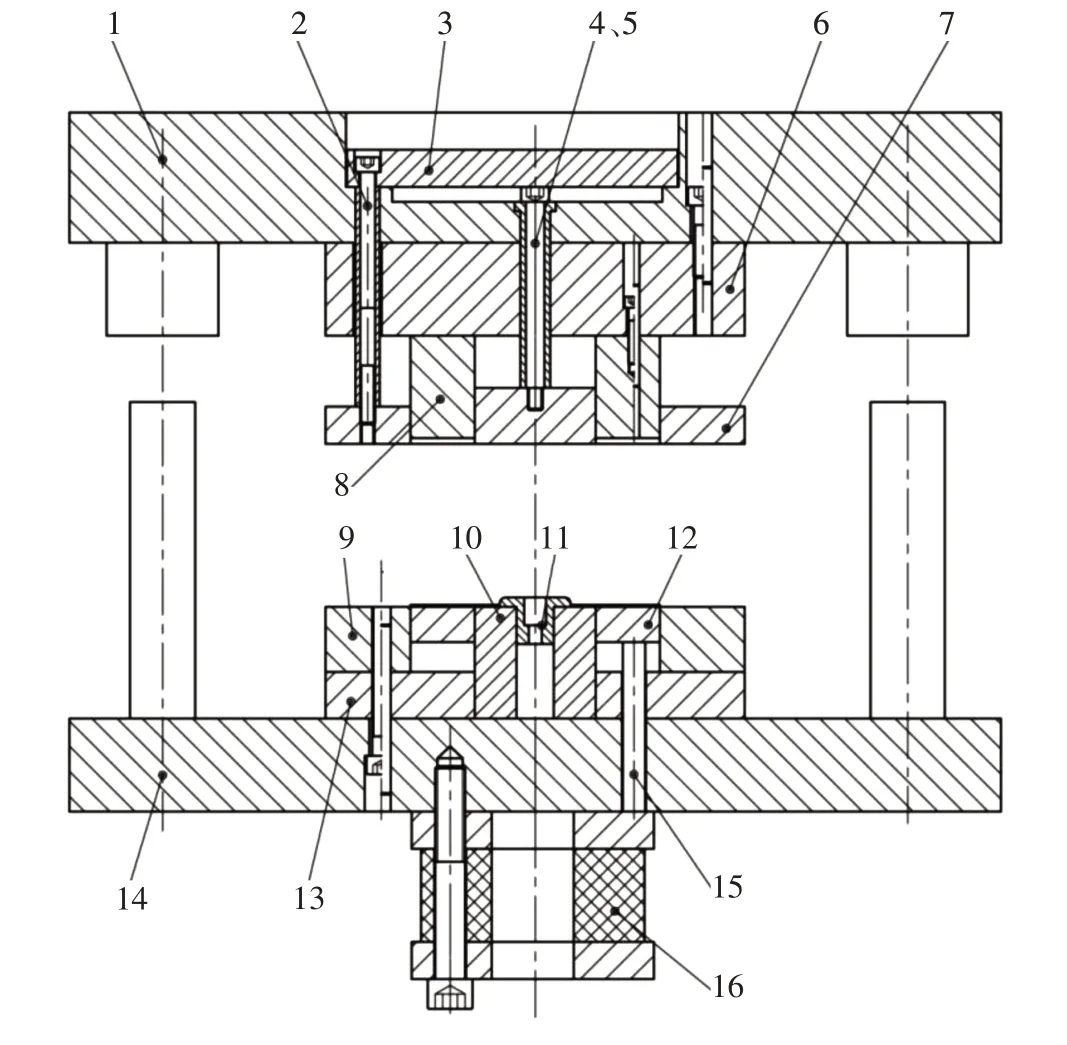
圖7 轉(zhuǎn)子沖片復(fù)合模結(jié)構(gòu)
設(shè)計(jì)結(jié)構(gòu)時(shí)需注意點(diǎn)如下:
(1)凸模。
軸孔、通風(fēng)槽、鉚釘孔和磁鋼槽凸模與下固定板采用單邊間隙0.0025mm,有空間布置螺釘?shù)耐鼓南履W潭ǎ駝t使用厭氧膠與下固定板固定。
(2)定位釘。
定位釘(見圖8)采用Cr12Mo1V1材料,熱處理50~55HRC,φ38mm與第一道工序的工藝孔φ38mm配雙邊間隙0.01mm。
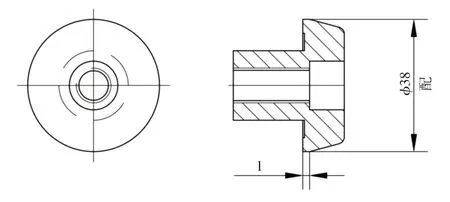
圖8 定位釘
(3)推桿。
推桿(見圖9)材料選用不銹鋼,與凸凹模單邊間隙0.05mm,與上固定板和上模座單邊間隙0.25mm,裝配時(shí)高出凸凹模3mm,底部加工成網(wǎng)狀,避免吸附廢料。
軸孔和通風(fēng)孔推桿為了節(jié)約成本,厚選用30mm,其余長(zhǎng)度使用等高套和螺釘進(jìn)行懸掛固定。
轉(zhuǎn)子沖片兩個(gè)磁鋼槽最小距離只有1.5mm,為了提高上固定板(見圖10)和上模座強(qiáng)度,將磁鋼槽推桿上半取消一部分,加工一個(gè)4×4mm方腔(見圖9)使用懸掛方銷進(jìn)行懸掛固定。
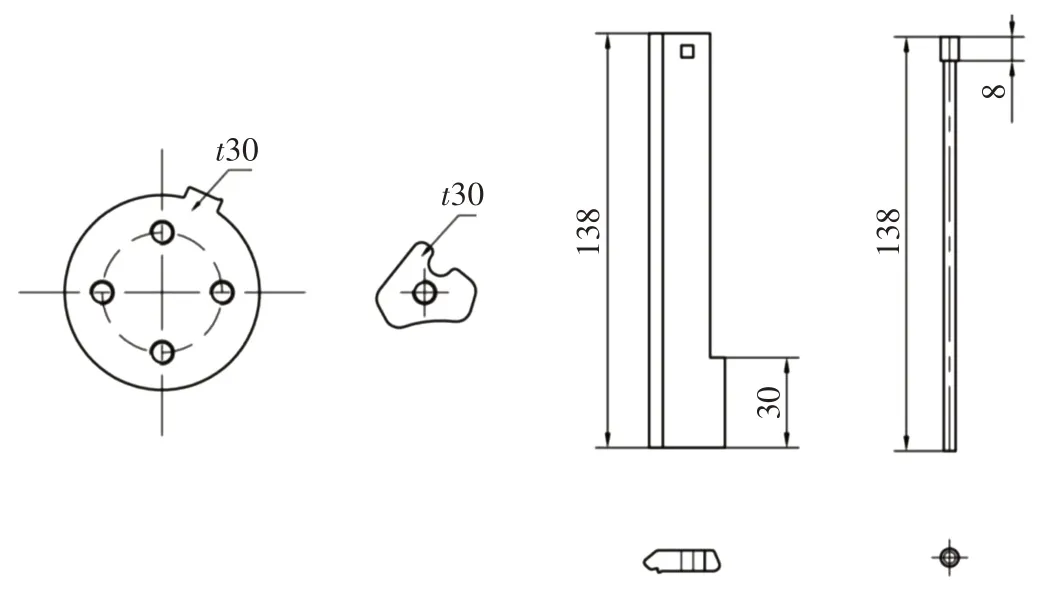
圖9 軸孔推桿 通風(fēng)孔推桿 磁鋼槽推桿 鉚釘孔推桿
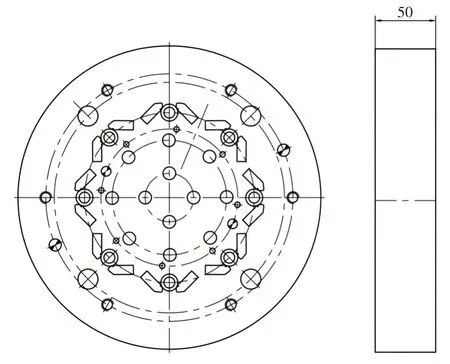
圖10 上固定板
4 結(jié)論
定、轉(zhuǎn)子復(fù)合模總體結(jié)構(gòu)沒有發(fā)生大的變化,主要是根據(jù)新的送料機(jī)構(gòu)和客戶的工藝要求進(jìn)行了針對(duì)性的改動(dòng)。改動(dòng)后復(fù)合模結(jié)構(gòu)和使用狀態(tài)得到客戶肯定,已復(fù)制該結(jié)構(gòu)模具幾十套。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52